Изобретение относится к станкостроению.
Целью изобретения является повышение производительности и качества обработки за счет обеспечения непрерывности обрабатываемой поверхности каждой детали;
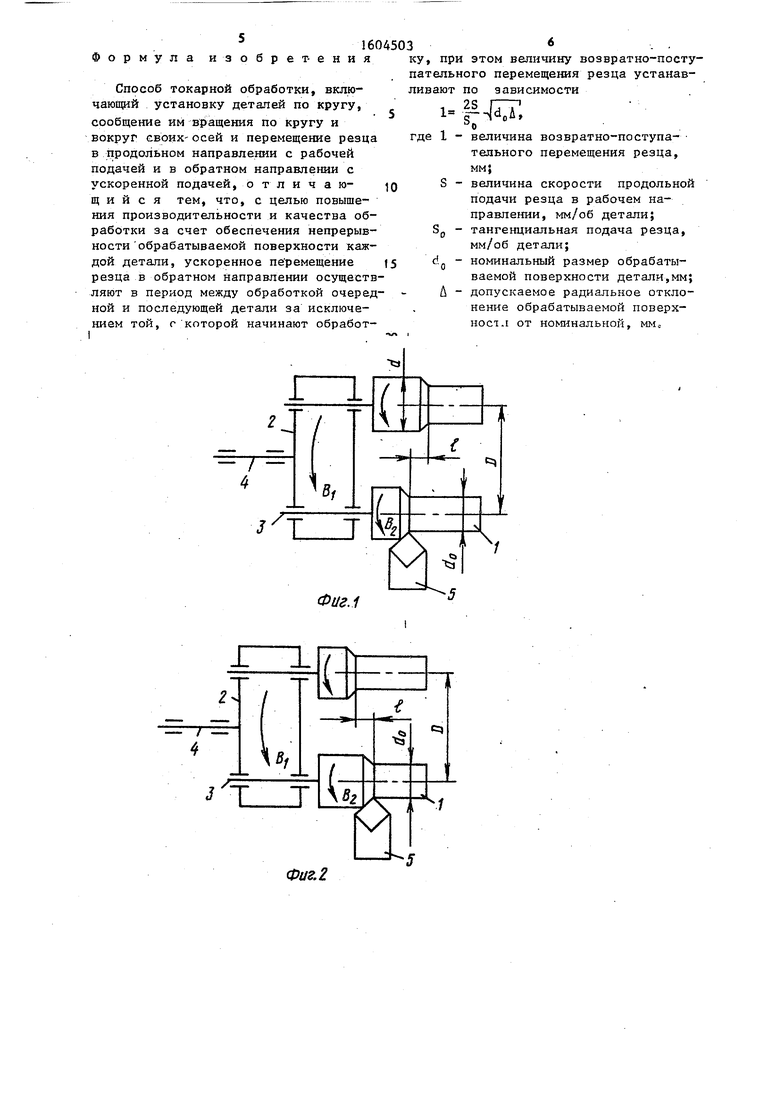
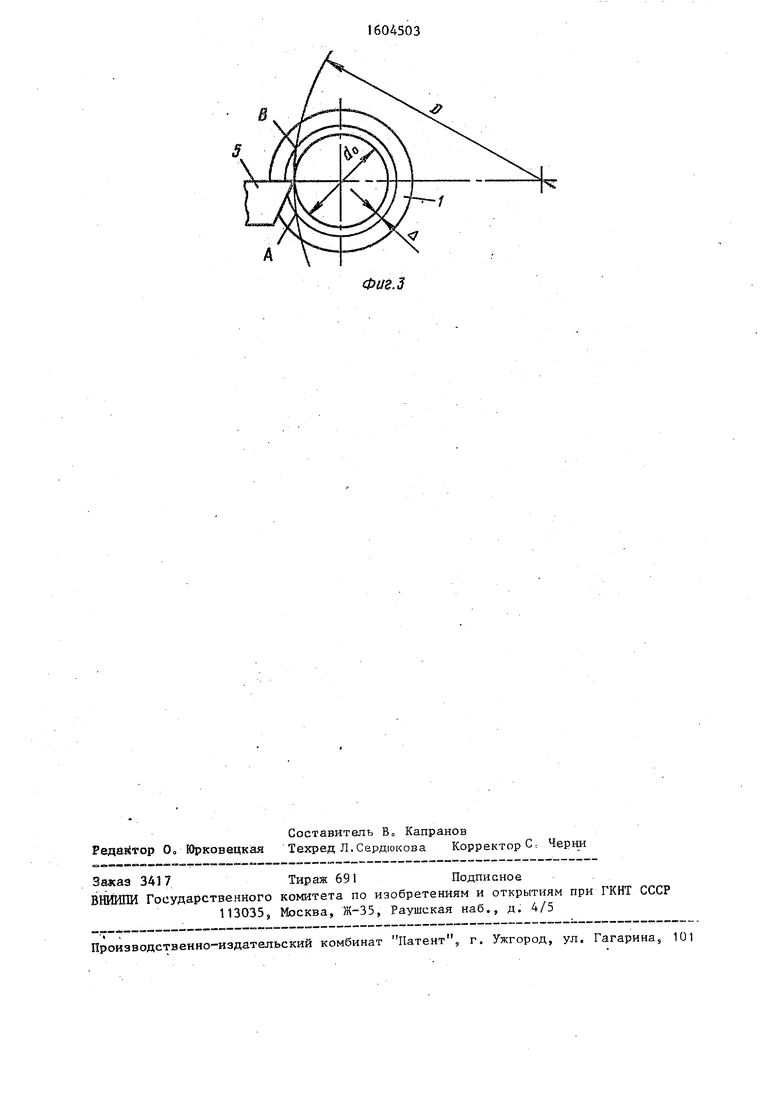
На фиг.1 показано взаимное расположение обрабатываемых деталей и резца в момент выхода резца из контакта с предыдущей обрабатываемой деталью;, на фиго2 - то же, перед входом в контакт с последней деталью; на фиг.З - то же, в плоскости вращения детали,
Обрабатываемые детали 1 устанавливают равномерно по кругу в блоке 2
станка с возможностью их вращения вокруг собственных осей 3 В процессе обработки блоку 2 сообщают вращение В вокруг оси 4, деталям - враще ше Bg вокруг осей 3, а резцу 5 - подачу S вдоль образующей обработанной поверхности деталио
Вращение. В/г. деталей осуществляют со скорости резания, а вращение В( блока - со скоростью круговой подачи дпя тангенциального точения, Дпя повышения производительности за счет сокращения времени холостых ходов ско()ость ЭТОГО вращения увеличив.ают каждый раз при выходе резца из контакта с пре дыдущей деталью до входа
0
Д
О
00
в контакт со следующей деталью В этот период времени резцу сообщают
также дополнительное перемещение в направлении, противоположном подаче Sj, на расстояние, которое задают pasfEJM его перемещению 1 за время контакта с предыдущей обрабатываемой детальюо Это дополнительное перемещение резцу сообщают каждый раз за ис- ключе ем, когда,осущестйляется переход к той детали, с которой начата обработкао Таким образом, койичест- во дополнительных перемещений резцу за один оборот блока 2 сообщают на .. единицу меньше обрабатываемых деталей. Так:как .дополнительное перемеще- :ние резцу сообщают во время холосто- , го вршцеш1я блока 2, то оно не увеличивает ни машинное, ни вспомога-. тельное время и поэтому на производительность обработки не влияет.
Перемещение 1 резца устанавливают по зависимости
2S ГТ-Г
1«
й-
где S - .продольная подача резца вдол оси вращения обрабатываемой детали, мм/об детали; S - тангенциальная подача резца,
мм/об детали;
- номинальный диаметр обрабатываемой поверхности детали,мм U - допускаемоврадиальное отклонение обрабатываемой поверх- ности от номинальной, мм Эта зависимость получена следующи образомо Перемещение резца вдоль оси обрабатываемой детали за время контакта с ней, в течение которого осу- .. ществляется формообразование обработанной поверхности с заданным ра-, диальным отклонением . от номинально i цилиндрической поверхности диамет
do
ром dg составляет , .
где S - продольная подача резца,
№1/об обрабатываемой детали N - количество оборотов детали
за указанное время обработк При тангенциальной подаче So рез
да
N
/So
где (ао-Д)« 2лК Я контакта траектории круговой подачи резца с деталью на диаметре, равном d,,
5
0
d(,&.
0 ка
То г да
1-Н
Ч
Таким образом, в режиме тангенциально точения одним резцом обеспечивается обработка..по всей длине нескольких: деталей, установленных в непрерёшно вращающийся блок стан- При атом благодаря периодическому
контакту резца, с. каждой из деталей обеспечивается надежное дробление стружки при обработке любых материалов о
,. : астоту....враще.0ия детали п задают исходя из скорости резания вестной зависимости
V по из
5
0
0
5
п.
п
lOOOv Ч ltd
где d - диаметр заготовки, мм.
Частоту вращения блока ng. во время контакта резца с деталью устанавливают исходя из круговой подачи 23о П1 -S-TF+d J где D - диаметр окружности, на котором расположены центры деталей, мм о. Значения VjS и S принимаются по нормативам для тангенциального точения
Указанное дополнительное перемещение резца осуществляют перед обработкой каждой последующей детали за исключением той, с которой начата обработка, т.е 5 раз за каждый оборот блока 2о Таким образом обеспечивается сплошная обработка по всей длине каждой детали с допусканием от- .клонением обработанной поверхности от номинальной При обработке известным способом при тех же условиях невозможно обеспечить сплошную обработку каждой детали по всей длине, так как на каждой из них обработанные участки длиной по 3 мм будут разделены необработанными участками длиной 15 мм,, Оплошная обработка по всей длине каждой детали может быть достигнута или при многократном (в 19 раз) уменьшении продольной подачи резца или . счет обработки в 6 проходов, начиная каждый проход по следующей детали Поэтому в обоих случаях производительность ниже, чем при обработке предлагаемым способомФормула изобрет-ения
Способ токарной обработки, включающий установку деталей по кругу, сообщение им вращения по кругу и вокруг своих-осей и перемещение резца в продольном направлении с рабочей подачей и в обратном направлении с ускоренной подачей, отличаю- щ и и с я тем, что, с целью повышения производительности и качества обработки за счет обеспечения непрерывности обрабатываемой поверхности каждой детали, ускоренное пе ремещение резца в обратном Направлении осуществляют в период между обработкой очередной и последующей детали за исключением той, с которой начинают обработ1604503
ку, при этом величину возвратно-поступательного перемещения резца устанавливают по зависимости
де i - величина возвратно-поступательного перемещения резца, мм;
S - величина скорости продольной подачи резца в рабочем направлении, мм/об детали; S(j - тангенциальная подача резца,
мм/об детали;
d.g - номинальный размер обрабатываемой поверхности детали,мм; U - допускаемое радиальное отклонение обрабатываемой поверх- НОС1Л от номинальной, мм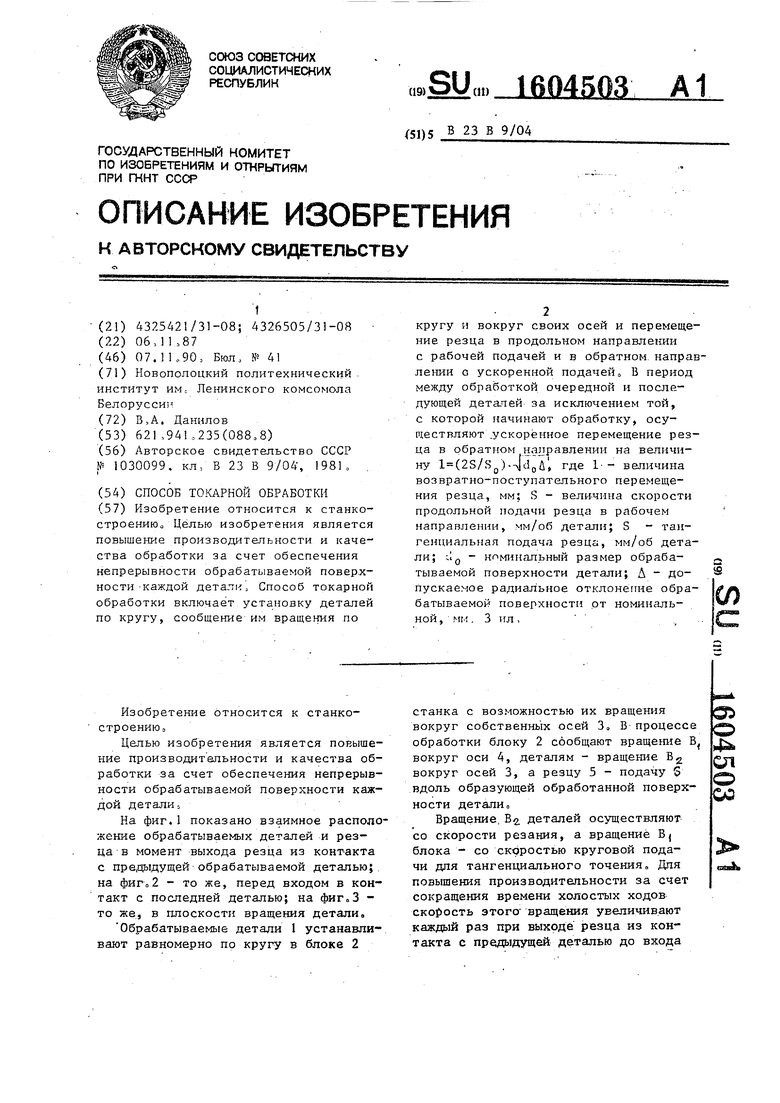

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Способ токарной обработки кольцевых канавок | 1981 |
|
SU1013103A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| Способ шлифования торцов кольцеобразных деталей из немагнитных материалов | 1986 |
|
SU1355460A1 |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
| Способ точения | 1984 |
|
SU1232375A2 |
| Способ иглофрезерной зачистки цилиндрических деталей | 1990 |
|
SU1726065A1 |
Изобретение относится к станкостроению. Целью изобретения является повышение производительности и качества обработки за счет обеспечения непрерывности обрабатываемой поверхности каждой детали. Способ токарной обработки включает установку деталей по кругу, сообщение им вращения по кругу и вокруг своих осей и перемещение резца в продольном направлении с рабочей подачей и в обратном направлении с ускоренной подачей. В период между обработкой очередной и последующей деталей за исключением той, с которой начинают обработку, осуществляют ускоренное перемещение резца в обратном направлении на величину L=(2S/S0).√D0Δ, где L - величина возвратно-поступательного перемещения резца, мм
S - величина скорости продольной подачи резца в рабочем направлении, мм/об детали
S0 - тангенциальная подача резца, мм/об детали
D0 - номинальный размер обрабатываемой поверхности детали
Δ - допускаемое радиальное отклонение обрабатываемой поверхности от номинальной, мм. 3 ил.
Ф1/2.1
Фа. 2
Фиг.З
| Станок для тангециального точения | 1981 |
|
SU1030099A1 |
| кл, В 23 В 9/04, 1981, | |||
