Изобретение относится к станкостроению. , /Известен станок для тангенциального точения, содэржашнй шпиндельный блок;с рабочими шпинделями, суппорт с инструментом и приводы круговых подач шпиндельного блока и рабочих шпинделей и поступатетшного перемещения суппорта 1. . Недостатком известного станка является низкая проигжодительносгь обрабог ки, обусловленная постоянством угловой скорости перемещения шпиндельного блока. Цель изобретения - повышение пронэ.водительности путем увеличения скорости холостого поворота шпиндельного блока. Указанная цель достигается тем, что станок для тангенциального точения, сендержащий шпиндельный блок с рабочими шпинделями, суппорт с инструментом, при воды круговых подач шпиндельного блока и рабочих шпинделей, снабжен дополнитель ным приводом вращения пшиндельйого блока, двумя обгонными муфтами и жесгко связанным со Ешиндельным блоком меканизмом управления дополнительным ; приводом, причем одна обгонная муфта |УСтановлена между шпиндельным блоком И приводом его круговых подач, а вторая муфта - между шпиндельным блоком и дополнительным приводом. На чертеже изображена структурная схема станка. Станок содержит шпиндельный блок 1 с равномерно расположенньп«Л1 рабочими шпин делями 2, несупгами обрабатываемые ааго.товки 3. Рабочие шпиндели через орган 4 настройки (коробку скоростей, гитару сменных колес) кинематически связаны с двигателем 5. Шпиндельный блок 1 через обгонную муфту 6 связан с приводом его круговых подач, вьшолнённым в виде двигателя 7 и органа 8 настройки круговой подачи, Шпиндельный блок кинематически через I обгонную муфту 9 соединен также с дополнителышм приводом 10о и через коро ку 11 подач и передачу 12 винт-гайка . связан с суппортом 13, несущим резед. Со шпиндельным блоком 1 жестко соединен диск 14, на котором установлены по двум окружностям кулачки 15. Количество кулачков в каждом ряду равно числу рабочих шпинделей. Кулачки одного ряда смещены относительно кулачков на угол, равный углу, на ко; тором осуществляется резание. Кулачки , 15 через блок 16 переключателей управляют работой привода 10, выключая его во время резания и включая при выходе резца из здны резания. Станок работает следующим образом. Рабочие шпиндели 2 с заготовками 3 получаютВращение со скоростью резания от двигателя 5. Частоты рабочих шпинпепей настраиваются органом 4. Шпиндельный блок 1 приводится во вращение попеременно от двигателей 7 и 1Q, Одновременно через коробку 11 подач получает поступательное движение суппорт 13. Во время резания двигатель 10 выключен, а двигатель 7 включен и шпинд тьный блок получает медленное вращение со скоростью круговой подачи, настраиваемой органом 8. При выходе реш1а из зоны резания включается двигатель Ю, обеспечивающий вращение шпиндельного блока с скоростью до/ подхода к резцу спедуетаей заготовки. двигатель 1О выключается и ocj шествляется обработка следующей заготовки. Включение и выключение двигателя 10 осуществляется блоком 16 переключателей, контакты которого взаимодействуют с кулачками 15 диска 14, вращающегося с той. же скоростью, что и шпиндельный блок 1. Обгонные муфты 6 и 9 исключают возможность передачи движений от одного привода к другому. . Наличие в предлагаемом станке двух приводов шпиндельного блока и механизма . управления дсшолнительного привода повышает прои одительносль станка. Это дотигается вследствие того, что до минимума сокращается время, затрачиваемое на повороты шпнндельйотт) блока между зонами резания, так как они осуществляются со скоростью, превышающей скорость круговой подачи шпиндельного блока во время резания. 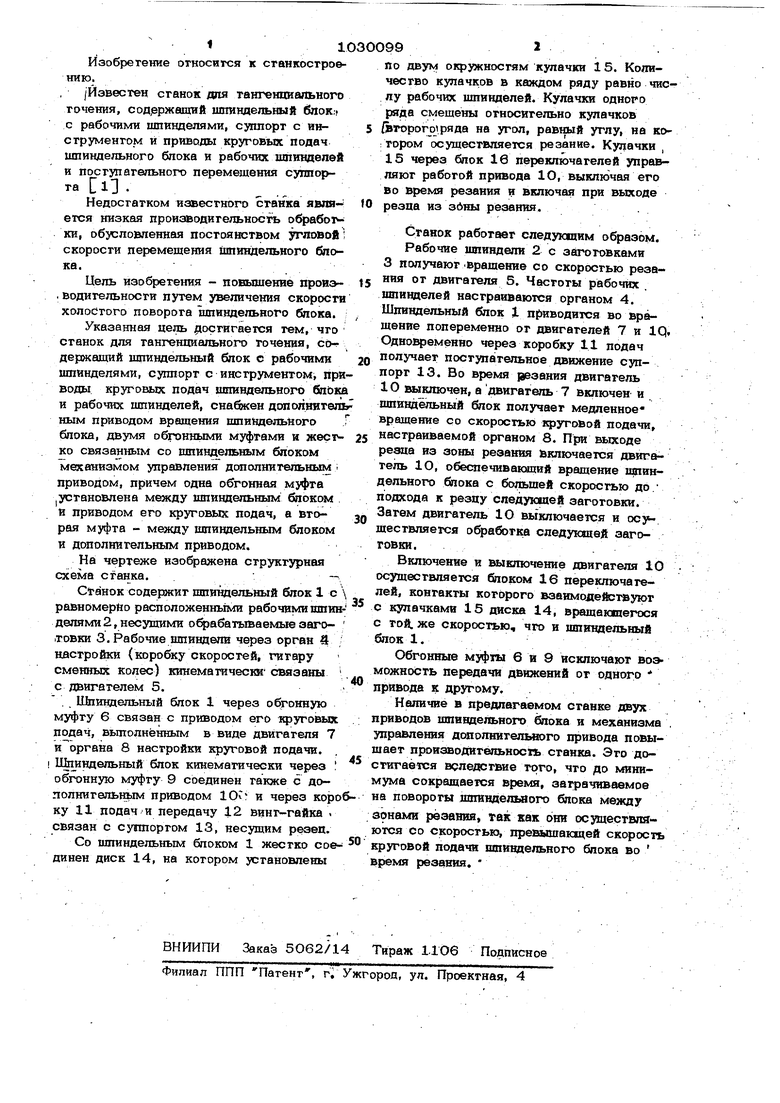
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Многошпиндельный токарный станок | 1987 |
|
SU1445859A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Станок для разрезки сварных кожухов | 1989 |
|
SU1646713A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Токарный станок для торцовой тангенциальной обработки | 1985 |
|
SU1301565A1 |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
СТАНОК ДЛЯ ТАНГЕНШАДЫ jHCffX3 ТОЧЕНИЯ, содержащий шпиндельный блок с рабочими шпинделями, суппорт с инструме нтом, приводы круговых подйч ишиндегаьногр блока и рабочих шпинделей, от л и ч а ю щ и и с я тем, что, с повышения проиаводительнрсти, станок снабжен дополнигепьвым прйВо дом Bpaniemra шпиндельного Сяока, мя о&рнными муфтами и жестко свяаанньпу1И со шпищель1 ь1м блоком мехадазмом управления дополнительшлм прнводбм, причем одна обгонная муфта установлена между ипиндейьнь1м блоком и приводом его 1фугойь1Х подач, а вторая кгуфта - между шпиндельным блоком я дополнительным приводом. ел : :D со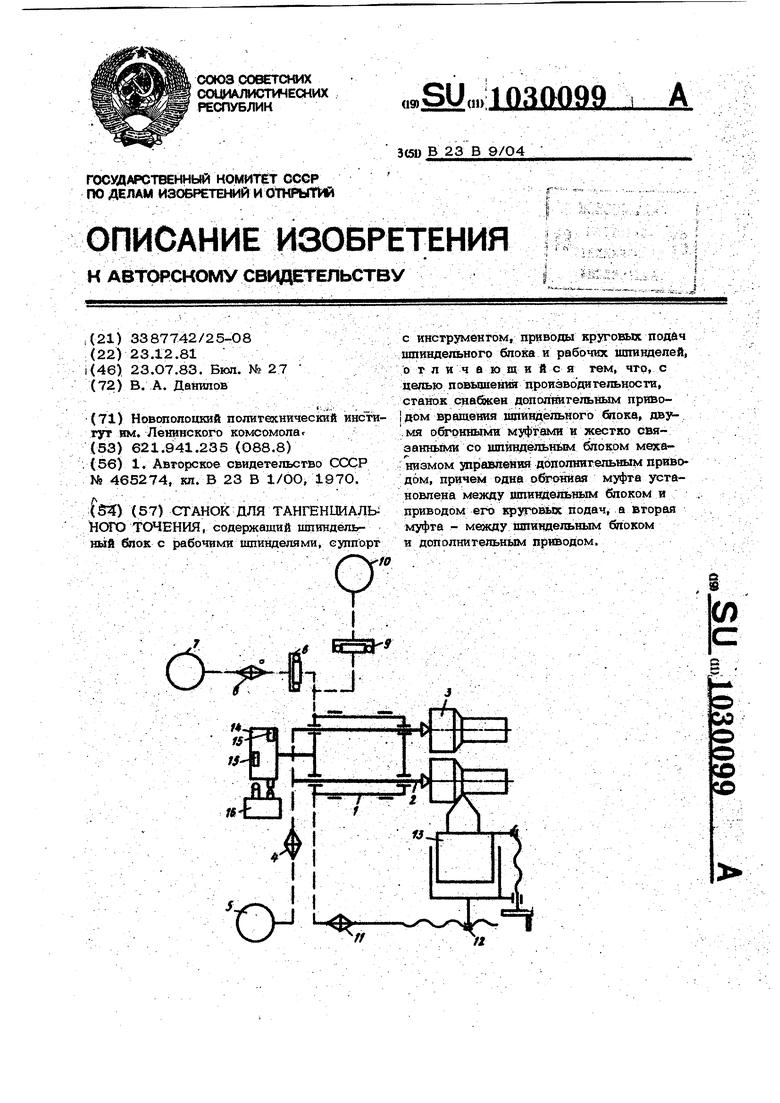
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ токарной обработки | 1970 |
|
SU465274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
