35
Изобретение относится к области 15 обработки металлов резанием и может быть использовано на токарных, карусельных и других станках при обработке поверхностей больших размеров со съемом больших припусков„20
1 . ,
Целью изобретения является повышение производительности и качества обработки путем увеличения возможного чирла режущих вставок и их точной . 25 ориентации.
На фиг о 1 показан резцовый блок , . общий вид; на фигс 2 - вид А на на фигоЗ - сечение В-Б на фиг„ 2; на фиг о 4 - вариант вйполнения резцо- 30 вого блока; на фиг 5 - элементы зажима резцошах вставок; на - вид Б на фпГоЗо . -Резцрвый блок содермт корпус. 1 с одним или несколькими продольными
закрытыми пазами Г, в которых у станов- лены режущие вставки 2„ На режупрх вставках 2 с противоположных- сторон выполнены параллельные меЛду собой базовые поверхности 3, Ориентирован- ные относительно режуя1йХ кромок вставок 2 о Режущие вставки установлены в пазу Г корпуса сопряженно с его стенками и с возможностью базирования .относительно друг друга по поверхнос- 45 тям Зо Элементы зажима вставок выполнены в виде двух клиньев,4 и 5 с об- щей плоскостью трения,Д и связаны меж- ду собой посредством винта б, ввернутого в резьбовое отверстие в клине 4, бурта. К и выполненного в клине 5 па- за.о Клинья 4 и 5 установлень: в пазу корпуса с возможностью взаимодействия плоской поверхности 7 на . клине 5 с базовой поверхностью 3 на крайней вставке 8 и цилиндрической поверхнос- ти 9 клина 4 с ответной торцовой по- 1 ерхностью паза Го Элементы регулирования вылета резцовых вставок выпол
5
5 0
5
0
45
йены в виде закрепленных в них резьбовых шпилек 10 и навернутых на них гаек 11 , установленных в отверстиях корпуса со стороны, противоположной пазуэ с возможностью вращения и фиксировано от осевого перемещения по-,. . средством гаек 12о Для получения более высокого качества обработки в отверстии корпуса может быть установлена дополнительная режущая вставка 13, с базовой поверхностью кото- рой взаимодействуют винты 14 и 15„ При установке резцовых вставОк в паз они сопрягаются с его стенками и базируются одна относительно другой по базовым поверхностям 3,, При незначительном поджиме вставок посредством клиньев 4 и 5 производят регулировку их вылета вращением гаек 11 При этом корпус 1 блока должен быть установлен на плиту приспособ- .ления плоскостью Н и доведен до упора плоскостью П. Вращением гаек 11 каждая вставка подводится к ножке Индикатора и настраивается на требуемый вылет о Затем при вращении винта 6 вставки зажимаются в пазу посредством клиньев 4 и 5, базируясь по поверхностям паза, клина и своим базог вым поверхностям.
Формула изобретения
Резцовый блок, содержащий корпус, установленные в корпусе ступенчато режу1 {ие вставки, элементы регулирования их вылета и элементы их закрепления в корпусе, о тличающий- с я тем, что, с целью повьшгення производительности и качества обработки, на р,ежущих вставках с противоположных сторон выполнены параллельные между собой и ориентированные относительно режущих кромок базовые поверхности, при этом режупд- -. вставки установлены
в выполненном в корпусе по меньшей мере одном продольном закрытом пазу с возможностью б-азирования относительно друг друга по упомянутым базовым поверхностям, причем элементы зажи- ма выполнены в виде двух сопряженных клиньев, связанных между сабой по-г средством винта с возможнрстью относительного перемещения, при этом клинья установлены в пазу корпуса с возможностью взаимодействия одного из них выполненной на нем плоской поверхносВид А
1604508
тью с базовой поверхностью крайней ре- жущей вставки, а другого циликдри-- ческой наружной поверхностью - ;с.от- . ветной торцовой поверхностью паза в корпусе, причем элементы регулирования вылета вставок выполнены в виде закрепленных в них.резьбовых шпилек и связанных с ними гаек, установленных в выполненных в корпусе со стороны, противоположной пазу, отверстиях, с возможностью вращения и фиксировано от осевого перемещения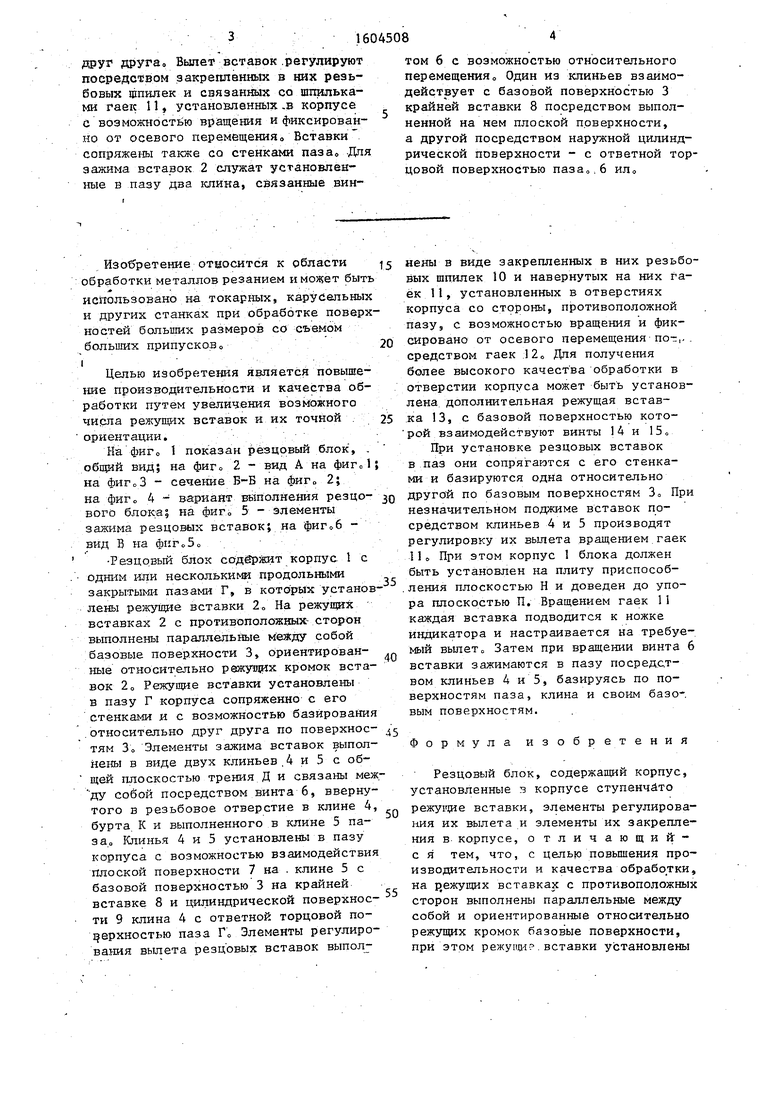
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ЦЕНТРОВАЛЬНО-ПОДРЕЗНАЯ | 2003 |
|
RU2253546C2 |
| СБОРНАЯ ТОРЦЕВАЯ ФРЕЗА | 2003 |
|
RU2238825C1 |
| ФРЕЗА | 1991 |
|
RU2014177C1 |
| Режущий инструмент | 1986 |
|
SU1342607A1 |
| ТОРЦОВАЯ ФРЕЗА | 1992 |
|
RU2018419C1 |
| РЕЗЦОВОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА | 2006 |
|
RU2325974C2 |
| Резцовый блок | 1983 |
|
SU1098676A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| Расточная головка | 1985 |
|
SU1328077A1 |


Изобретение относится к обработке металлов резанием и может быть использовано на токарных, карусельных и других станках при обработке поверхностей больших размеров со съемом больших припусков. Целью изобретения является повышение производительности и качества обработки путем увеличения возможной установки числа режущих вставок и точности их ориентации. Резьбовой блок содержит корпус 1 с одним или несколькими продольными закрытыми пазами. На режущих вставках 2, устанавливаемых в пазы, выполнены с противоположных сторон параллельные базовые поверхности 3, посредством которых они базируются относительно друг друга. Вылет вставок регулируют посредством закрепленных в них резьбовых шпилек и связанных со шпильками гаек 11, установленных в корпусе с возможностью вращения и фиксированно от осевого перемещения. Вставки сопряжены также со стенками паза. Для зажима вставок 2 служат установленные в пазу два клина, связанные винтом 6 с возможностью относительного перемещения. Один из клиньев взаимодействует с базовой поверхностью 3 крайней вставки 8 посредством выполненной на нем плоской поверхности, а другой посредством наружной цилиндрической поверхности - с ответной торцовой поверхностью паза. 6 ил.
15
ФигЛ
Фиг. 5
Н
Вид В
Фиг. 6
| Шаумян Г;А, Комплексная автоматизация производствен -{Ь х процессов | |||
| - Мо: Машиностроение, 1973, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
