Изобретение относится к обработке металлов резанием, в частности к cxaHrjQ кам для зенкования гаек.
Целью изобретения является повыше-: ние.производительности обработки пут тем одновременной обработки фасок и снижения времени на переналадку, 25
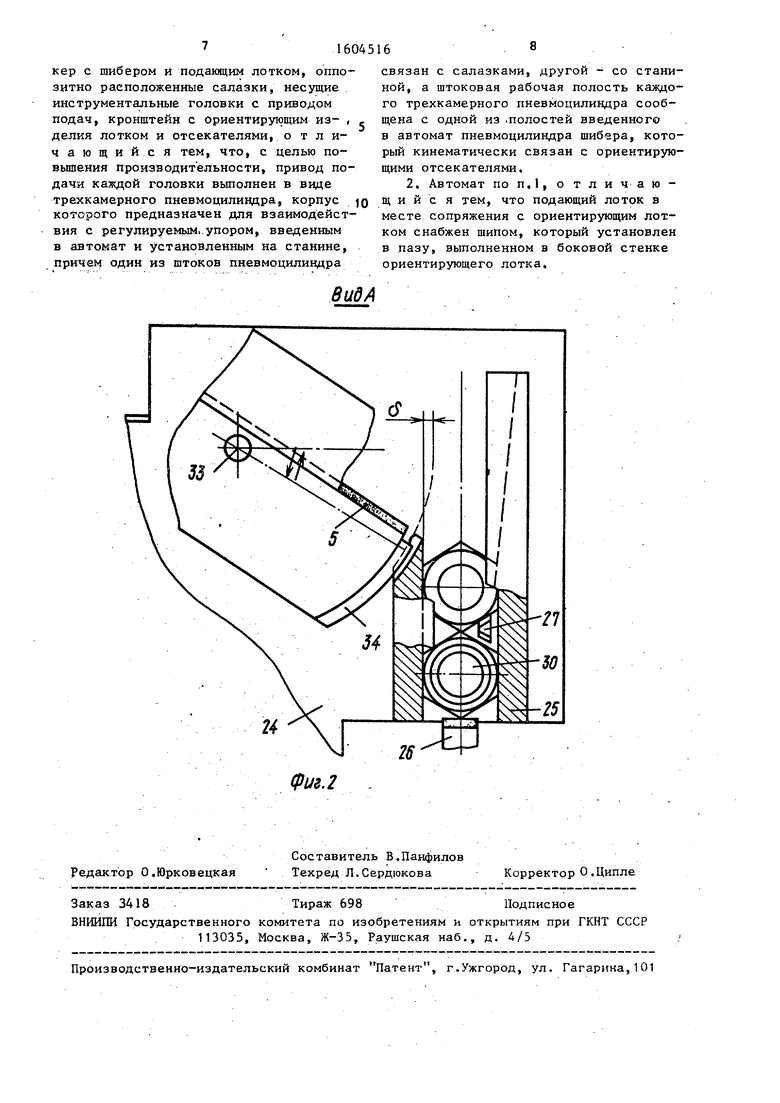
На фиг,1 изображена схема автома-.- та; на фиг,2 - вид А на фиг,1,
Автомат имеет станину 1, на ко.то- рой установлен бункер 2, шибер 3 с приводом возвратно-поступательного Q движения в виде пневмоцилиндра 4, по- дающий лоток 5, совершающий возвратно- колебательное движение в плоскости, параллельной плоскости движения шибера за счет кинематической связи (не показана) с шибером 3, оппозитно рас- положенные салазки 6 и 7, несущие головки 8 и 9 с соосными шпинделями 10 и 11, в которых закреплены обрабаты-. вающие инструменты 12 и 13, Шпиндели 10 и 11 с инструментами 12 и 13 получают вращательное движение от двигателей 14 и 15, .
Салазки 6 и 7 снабжены приводом возвратно-поступательного движения в виде трехкамерных пневмоцилиндров 16 и 17, штоки 18 и 19 которых соединены с салазками, а штоки 20 и 21 закреплены на станине 1 с возможностью регулирования и фиксации положения. Корпуса пневмоцилиндров 16 и 17 в осевом направлении оперты на регулируемые упоры 22 и 23, установленные на станине 1 , На станине 1 закреплен кронштейн 24 со сменным ориентирующим лотком 5 и отсекателями 26 и 27, кинематически 55 связанными соответственно с кулачками 28 и 29, закрепленными на шибере 3, Отсекатели 26 и 27 закреплены на кронштейне с возможностью изменения положения относительно общей оси шпинделей. 10 и 11 и снабжены пружинами кручения (не показаны) , Ориентирующий лоток 25 выполнен сменным с учетом всей номенклатуры подлежащих обработке гаек, Подающий лоток 5 снабжен регулируемой относительно днища в поперечном направлении боковой стенкой, С шибером 3 соединены кулачки 28 и 29, Заготовки (гайки) 30 располагаются в бункере 2, Пневмораспределитель 31 соединяет полости пневмоцилиндров 4, 16 и 17 с пневмопроводом сжатого воздуха через блок 32 подготовки и с атмосферой, По- дающий лоток 5 установлен на оси 33 и имеет шип 34, Кроме того, в пневмопровод установлен трехходовый кран 35 с возможностью соединения пневмопровода сжатого воздуха с полостями Б трехкамерных пневмоцилиндров 16 и 17,
Автомат работает следующим образом. Автомат сообщают с источником сжатого воздуха. Под действием сжатого воздуха в камерах Б трехкамерных пневмоцилиндров 16 и 17 салазки 6 и 7 и установленные на них головки 8 и 9 занимают исходное положение. Сжатый воздух в камерах В вьшодит салазки 6 и 7 в крайнее заднее положение. Одновременно сжатый воздух поступает в полость Г пневмоцилиндра 4 - привода шибера 3, при этом закрепленные на нем кулачки 28 и 29 устанавливают отсекатели 26 и 27 в исходное положение, а именно: отсекатель 26 входит в полость ориентирующего лотка 25, а отсекатель 27 вы- ходит из нее. Заготовка (гайка) 30 (при наличии таковых в лотке 25) занимает исходное для обработки положение, опираясь на отсекатель 26, Вклю
10
полости лотка, а другие удерживаются в лотке отсекателем 27. В начале повторного цикла отсекатели меняют свое положение, в результате чего одна деталь занимает исходное положение на месте обработки, а другие удержи- ваются отсекателем 27.
В случае зависания гайки в месте сопряжения подающего 5 и ориентирующего 25 лотков при обратном ходе подающего лотка 5 шип 34, выступающий на части хода за боковую стенку ориентирующего лотка на величину сГ (не
чают электрическое питание системы управления (не показана), при этом двигатели 4 и 15 приводят шпиндели головок 8 и 9 во вращательное движение. Сигнал, поступивший от системы уп- равления на пневмораспределигель 31, переключает его, при этом камеры В и Г пневмоцилинд,ров сообщаются с атмосферой, а в камеры Д и Е поступает ежа- тый воздух. Под действием сжатого воздуха штоки 18 и J9 пневмоцилиндров 16 и 17 перемещают связанные с ними салазки 6 и 7 и размещенные на них головки с инструментом в переднее край- ,5 лрепятствующую проходу гайки 30 по нее положение, одновременно шибер 3 с размеру под ключ в полость лотка), захваченными заготовками 30 перемеща- воздействует на гайку 30, которая ется в крайнее верхнее положение, а направляется в полость ориентирующего подающий лоток 5. поворачивается вок- лотка 25. и
руг оси 33 в направлении к верхней 20 Подготовку автомата к работе с но- кромке кронштейна 24, являющегося од- вым типоразмером гайки производят в повременно передней стенкой бункера 2. следующем порядке. Устанавливают ори- В крайнем верхнем положении шибера 3 ентирующий лоток 25, соответствующий гайки 30. скатываются на подающий лоток размерам обрабатываемой гайки по высоте ;5, занимающий в это время горизонталь-25 гайки и размеру под ключ . Регулируют ное положение, т.е. параллельное рабо- чей плоскости шибера 3, В это время головки 8 и 9 с инструментами 12 и 13 также выходят в крайнее переднее положение, т.е. заканчивают (при наличии заготовки в исходном положении) обработку гайки 30. По сигналу от системы управления все механизмы возвращаются
в исходное положение, т.е. салазки
г -,J . . t,cijiaj n iiV4H - -° j u И j / С ПОМОЩЬЮ упоров i
6 и 7 отходят в крайнее заднее (рабо- ,, и 23. Устанавливают соответствующий чее) положение, шибер 3 входит вниз, режудщй инструмент и регулируют их положение в крайнем переднем положении, например, по шаблону.
После выполнения указанных операций 4Q автомат считается готовым к работе.
Смену режущего инструмента для заточки или в процессе подгонки автома-, та к работе производят с использованием трехходового крана 35 пневмосис- 45 темы. При сообщении камер Б пневмоцилиндров 16 и J7 с атомосферой и при подаче сжатого во.здуха в полости В корпуса цилиндров перемещаются в осе,,- - . вом направлении в крайнее заднее полоВ процессе работы заготовки подают-SQ женйе и отводят соединенные с ними са- тяя ° специального устрой- лазки. Этот ход обеспечивает свободную ства порционной подачи гаек (не пока- смену инструмента. После установки н V 00lioro инструмента камеру Б сообщают с
Кулачки 28 и 29 выполнены таким об- источником сжатого воздуха и устанав- разом, что взаимодействующие с ними 5 -ивают положение новогоИнструмента
относительно места обработки. Форму.л а изобретения
1. Автомат для зенкования гаек, со- держаш.ий установленные на станине бунположение отсекателей 26 к 27, а также боковой стенки подающего лотка 5. Устанавливают необходимое давление сжатого воздуха, подаваемого в рабочие полости 30 пневмоцилиндров узлом подготовки возгт духа. Устанавливают наименьший необходимый рабочий ход штоков 18 и 19 регулировкой положения корпусов пневмот Цилиндров 16 и 17 с помощью упоров 22
а подающий лоток 5 наклоняется в сторону ориентирующего лотка 25. Заготовки с подающего лотка скатьшаются в полость ориентирующего лотка 25, где получают ориентацию по размеру под ключ и доходят до отсекателя 27, положение которого определяется кулачком 29. В этот момент отсекатель 26, взаимодействующий с кулачком 28, вы- ходит из полости ориентирующего лотка 25, и обработанная гайка 30 выпадает из лотка 25. Процесс повторяется по сигналу от системы управления.
отсекатели 26 и 27 получают перемещение в конце процесса обработки детали. При выходе инструмента из зоны обработки деталь свободно выпадает из
1604516
полости лотка, а другие удерживаются в лотке отсекателем 27. В начале повторного цикла отсекатели меняют свое положение, в результате чего одна деталь занимает исходное положение на месте обработки, а другие удержи- . ваются отсекателем 27.
В случае зависания гайки в месте сопряжения подающего 5 и ориентирующего 25 лотков при обратном ходе подающего лотка 5 шип 34, выступающий на части хода за боковую стенку ориентирующего лотка на величину сГ (не
лрепятствующую проходу гайки 30 по размеру под ключ в полость лотка), воздействует на гайку 30, которая направляется в полость ориентирующего лотка 25. и
20 Подготовку автомата к работе с но- вым типоразмером гайки производят в следующем порядке. Устанавливают ори- ентирующий лоток 25, соответствующий размерам обрабатываемой гайки по высоте 25 гайки и размеру под ключ . Регулируют
iiV4H - -° j u И j / С ПОМОЩЬЮ упоров i
, и 23. Устанавливают соответствующий режудщй инструмент и регулируют их положение в крайнем переднем положении, например, по шаблону.
положение отсекателей 26 к 27, а также боковой стенки подающего лотка 5. Устанавливают необходимое давление сжатого воздуха, подаваемого в рабочие полости 0 пневмоцилиндров узлом подготовки возгт духа. Устанавливают наименьший необходимый рабочий ход штоков 18 и 19 регулировкой положения корпусов пневмот Цилиндров 16 и 17 с помощью упоров 22
кер с шибером и подающим лотком, оппо- зитно расположенные салазки, HecjnuHe инструментальные головки с приводом подач, кронштейн с ориентирующим из- , делил лотком и отсекателями, отличающийся тем, что, с целью по- вьщ1ения производительности, привод подачи каждой головки вьтолнен в виде трехкамерного пневмоцилиндра, корпус которого предназначен для взаимодействия с регулируемым, упором, введенным в автомат и установленным на станине, причем один из штоков пневмоцилиндра
связан с салазками, другой - со станиной, а штоковая рабочая полость каждого трехкамерного пневмоцилиндра сообщена с одной из .полостей введенного в автомат пневмоцилиндра шибера, который кинематически связан с ориентирующими отсекателями.
2. Автомат поп,1, о тли чающий с я тем, что подающий лоток в месте сопряжения с ориентирующим лотком снабжен шипом, который установлен в .пазу, выполненном в боковой стенке ориентирующего лотка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для зенкования гаек | 1991 |
|
SU1815001A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Автомат для зенкования гаек | 1985 |
|
SU1357149A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
| Устройство для навинчивания гаек на стержни | 1990 |
|
SU1805036A1 |
Изобретение относится к обработке металлов резанием, в частности к станкам для зенкования гаек. Целью изобретения является повышение производительности обработки путем одновременной обработки фасок, уменьшения времени на переналадку. При подаче сжатого воздуха в камеры Б трехкамерных пневмоцилиндров 16 и 17 салазки 6 и 7 с установленными на них головками 8 и 9 занимают исходное положение. Одновременно сжатый воздух поступает в камеру Г пневмоцилиндра 4, который устанавливает осекатели 26 и 27 в положение, позволяющее заготовкам (гайкам) занять исходное для обработки положение, опираясь на отсекатель 26. От пневмоцилиндров 16 и 17 вращающиеся инструментальные головки обрабатывают заготовки 30 с обеих сторон. Далее шибер 3 с захваченными (обработанными) заготовками перемещается в верхнее положение, а подающий лоток 5 поворачивается вокруг оси в направлении к верхней кромке кронштейна, где заготовки скатываются на подающий лоток 5. В это время головки 8, 9 заканчивают обработку гаек 30, и все механизмы возвращаются в исходное положение. 1 з.п. ф-лы, 2 ил.
ВидА
24
| Автомат для зенкования гаек | 1985 |
|
SU1357149A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
