Изобретение относится к области автоматизации сварочных работ и, в частности, к устройствам для наплавки поясков на трубные заготовки.
Онако такие устройства имеют сравнительно низкую нроизводительность из-за перерывов в работе во время сборки и установки обрабатываемого изделия.
В описываемом устройстве за счет совмещения сборочнь х и сварочных операций .повышается производительность.
Достигается это тем, что приводы центрирующих бабок, механизмы .подачи и сварочные головки электрически связаны посредством микропереключателей с программпым устройством, валы .командоаппарата которого кинематически связаны с валом вращателя. При этом манипуляторы механизмов подачи выполнены с подпружиненными захвата.ми из токопроводящего материала.
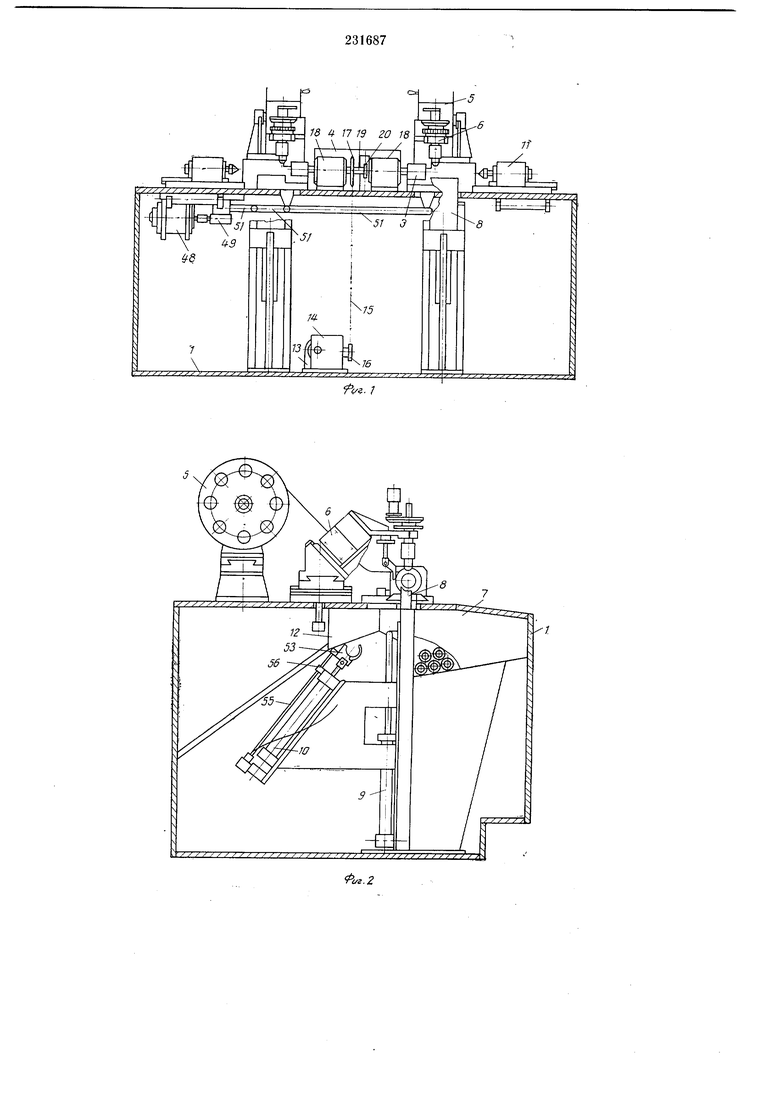
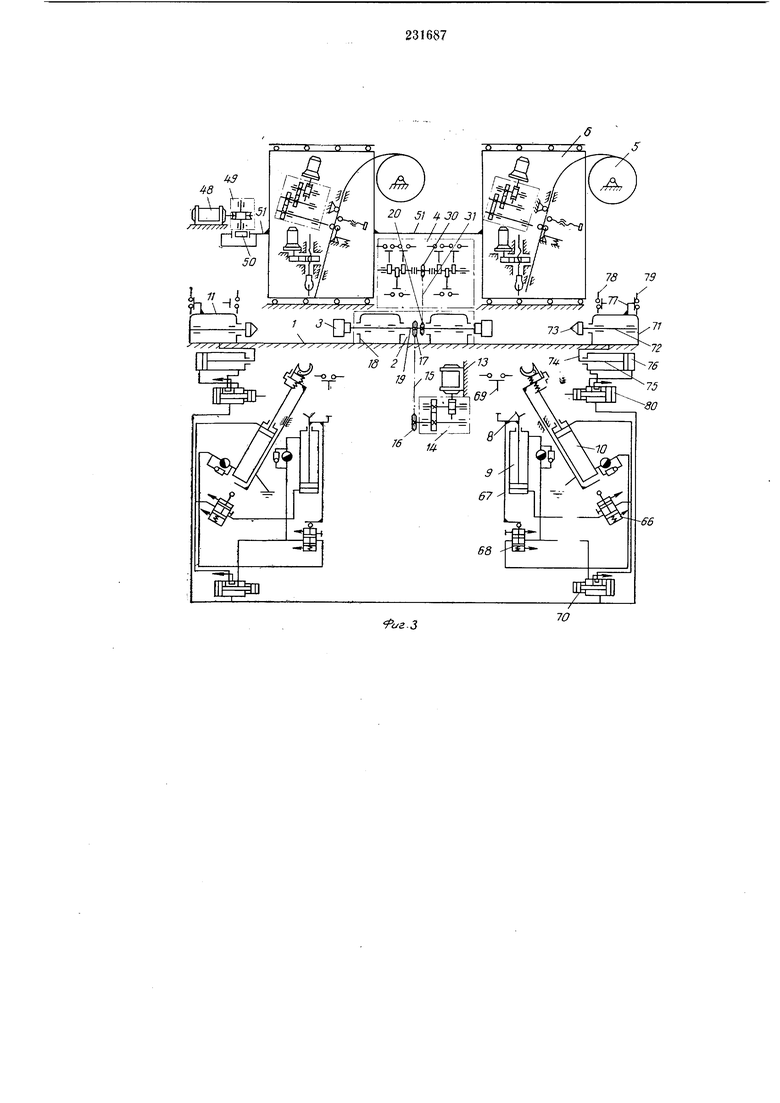
На фиг. 1 изображен описываемый станокавтомат, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - кинематическая схема; на фиг. 4 - латрон в разрезе; на фиг. 5 - то же, вид спереди; на фиг. 6 - кокандоаппарат в разрезе; на фиг. 7 - разрез по А-А на фиг. 6; на фиг. 8 - сварочная головка; на фиг. 9 - механизм подачи изделия ha обработку.
На станине 1 (фиг. 1, 2 и 3) расиоложены вращатель 2 с патронами 3, командоаппарат и две сварочные позиции, в каждую из которых входит кассета 5 для медной присадочной проволоки, сварочная головка 6, бункер 7, шибер 8 с пневмоцилиндром 9, манипулятор 10, центрирующая баб.ка // и отводящий лоток 12. Электродвигатель 13 .приводит в дв)1жение вращатель 2 через редуктор 14 и цепь
15, передающую вращение со звездочки 16 редуктора 14 на звездочку 17 вращателя.
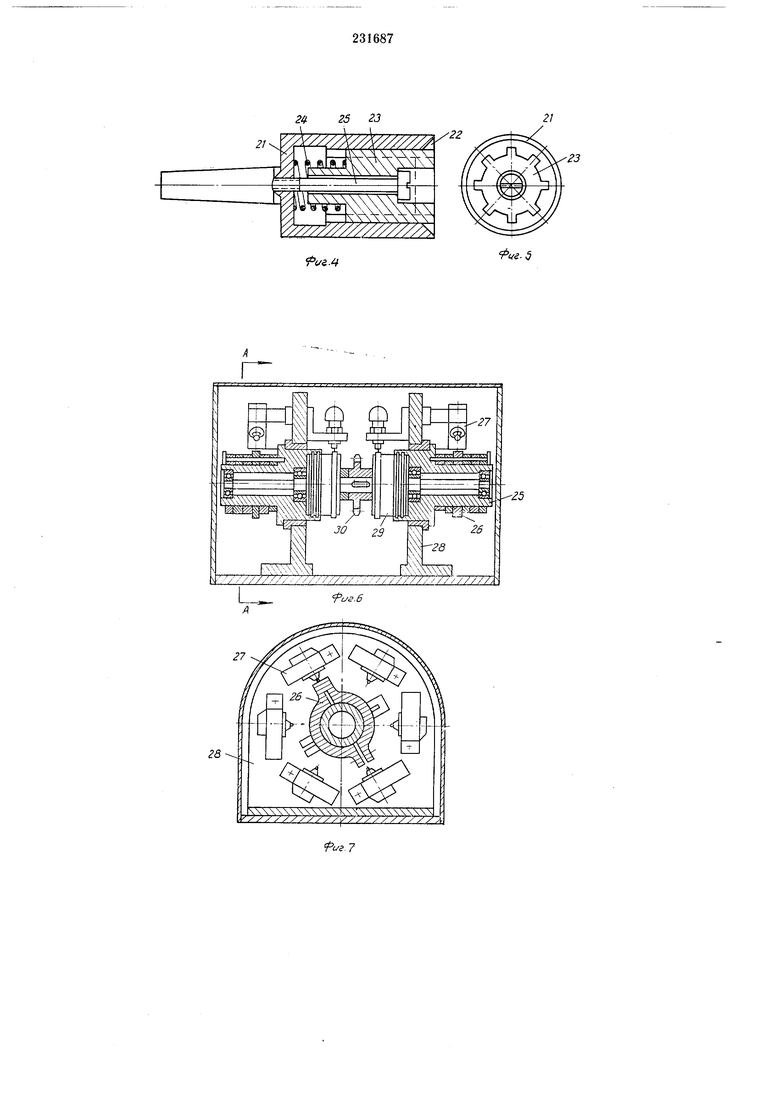
Вращатель (фиг. 1 и 3) закреплен на станине и состоит из двух корпусов 18, имеющих общий вал 19, на котором закреплены звездочки 17 и 20. С торцов вала закрепляются патроны 3, каждый из которых содержит корпус 21 со шлицевой внутренней полостью (фиг. 4 и 5). В торце этого корпуса выполнен центрирующий конус 22. По щлицам корпуса
может перемещаться упорная шлицевая втулка 23, нагруженная пружиной 24. Положение торца упорной щлицевой втулки 23 регулируется винтом.
Командоаппарат 4 .(фиг. 6 и 7) имеет два
вала 25, -на каждом из которых закреплен набор кулачков 26. Каждый из кулачков 26 воздействует на свой микропереключатель 27, набор которых закреплен на неподвижной плате 28 вокруг кулачков 26. Каждый из валов 25
магнитными муфтами 29, между которыми закреплена звездочка 30, иередающая вращение от звездочки 20 вращателя 2 через цсиь 31 на муфты 29. Таким образом, командоагшарат 4 имеет две позиции, в каждую из которой входят вал 25, кулачки 26, микропереключатели 27, закрепленные на неподвижной нлате 28, и .каждая из которых включаете в работу муфтой 29, обееиечивая работу еоотвегетвующей еварочной позиции.
Сварочная головка (фиг. 8) еоетоит из каретки 32, на которой раеположены редуктор 33 с электродвигателем 34 иоетояниого тока и кронштейн 35. На иоследнем закреилены еварочная горелка 36 и наконечник 37 с нодвеекой для подвода приеадочНой проволоки в зону горения дуги. На выходном валу редуктора 33 за.креилен тянущий ролик 38, а подпружиненный иеириводной ролик 39 и правильные ролики 40 закреилены на еамом редукторе. Сварочная горелка 36 имеет цангу 41, в которой крепитея вольфрамовый электрод. Цанга 41 на верхнем конце имеет резьбу, на которую навинчена шеетерня 43. Шеетеряя 43 зацепляется е шеетерней 44, выполненной заодно е выходным валом малооборотного электродвигателя 45 поетоянного тока. Шестерня 43 От осевого перемещения ограничена корпусом горелки 36, а цанга 41 может иере.мещаться только в осевом направлении. Вращение шестерни 43 от электродвигателя 45 через шестерню 44 вызывает осевое перемещение цанги 41, с закрепленным с ней вольфрамовым электродом 42. В горелку 36 подается аргон, который, выходя через сопло 46, образует защитную зону вокруг вольфрамового электрода 42 и заготовки. Обе сварочные головки через свои каретки 32 получают колебательное движение в шариковых направляюш.их 47, расположенных параллельно оси вращения заготовки, от электродвигателя 48 поетоянного тока (фиг. 1 и 3) через редуктор 49, эксцентрик 50 и тяги 51. Таким обраозом, сварочные головки 6 могут совершать колебательное движение, параллельное образующей заготовки. В механизме подачи и вывода заготовки из зоны обработки (фиг. 9) бункер 7 крепитея к направляющим стойкам 52. Эти стойки имеют назы, по которы.м перемещается шибер 8, получающий движение от иневмоцилиндра 9.
Манипулятор 10 (фиг. 2 и 9) состоит из пружинного захвата 53, пневмоцплиндра 54 и бронзовой тяги 55, закрепленной на захвате. Тяга движется в направляющей 56, закрепленной на пневмоцилиндре 54. Захват 53 с помощью вилки 57, пружины 58 и пальца 59 закреплен на штоке 60 нневмоцилиндра 54. Пружина 58 поджимает захват 53 к заготовке и при постоянном ход( штока 60 компенсирует допуск на диаметр заготовки. Сам захват 53 состоит из бронзовой колодки 61 с подвилчной бронзовой щекой 62, поджатой пружиной 63 через шарик 64, и осуществляет надежный подвижный контакт с вращающейся заготовкой. Тяга 55 гибким проводником 65 соедниена е массой станка. Таким образом, через захват 53, тягу 55 и гибкий проводник 65 происходит замыкание сварочной
щеки на массу станка. Тяга 55 в нижнем ноложеиии захвата 53 своим торцом нажимает иа иневмопереключатель 66. Шибер 8 в пижием положеиии нажимает тягой 67 (фиг. 3) и а пиевмоиереключатель 68, а в верхнем -
на микропереключатель 69. Управление подачей воздуха в пиев моцилиидры осуществляется электропиевмозолотииком 70.
Цеитрирующая бабка 11 (фиг. 1 и 3) состоит из корпуса 71, в котором расположен
шпиндель 72. Спереди шпинделя крепится центрирующий конус 73. К.орнус 71 через поводок 74 соединен со штоком 75 пневмоцилиндра 76. На корпусе 71 закреплен кулачок 77, который нажимает на микропереключатель
78 в переднем иоложеиин бабки и на микропереключателей 79 в ее заднем положении. Работой пневмоцилиидра 66 унравляет электроиневмозолотник 80. Наилавка иояска происходит за один оборот заготовки, при колебательном движении сварочной головки 6 и непрерывной иодаче аргона. Каждая из сварочных позиций работает попеременио: когда, например, иа левой сварочиой позиции происходит наплавка, на
правой позиции - разжим заготовки, вывод из зоны обработки уже наилавленной заготовки, иодача новой заготовки и ее зажим, и наоборот. Переключение сварочного тока с одной позиции иа другую производится одним из кулачков 26 ко.мандоаппарата 4.
В бункер 7 трубчатые заготовки укладываются в ориептированном положении. Из бункера очередная заготовка подается в линию центров шибером 8 с помощью пневмоцилиндра 9. Когда шибер 8 достигнет верхнего крайнего ноложеиня, тяга 67 (фиг. 3) нажмет .микропереключатель 69, который подаст команду иа электроиневмозолотник 80, перепускающий сжатый воздух в пневмоцилиндр 76. Шток 75 пиевмоцилиндра 76, выдвигаясь через поводок 74 двигает центрирующую бабку //, которая своим центрирующим конусо.м 73 зажимает трубчатую заготовку. Нрн этом передний конец трубчатой заготовки утапливает иодпружиненную шлицевую втулку 23 патрона 3. (фиг. 4 и 5), а в радиальном наиравлении заготовка ориентируется конусо.м 23 натроиа 3. Так как вращатель 2 не отключается от своего привода, то
заготовка все время вращается, сварочная головка 6 совершает колебательное , параллельное образующей заготовки, хотя дуга еще и не горит. В переднем ноложении (произошел зажим) центрирующая бабка 11
своим кулачком 77 (фиг. 3) нажимает на микропереключатель 78 и тем самым подает ко.маиду на электропиевмозолотннк 70, который подает сжатый воздух в пневмоцилиндр 9, заставляя щибер 6 опуститься вниз. В нижна пневмопереключатель 68, включая в работу пневмоцилиндр 54 (фиг. 9), шток 10 которого выдвигается. Пружинный захват 53 обхватывает вращающуюся заготовку, образуя замкнутую цепь для сварочного тока, н, таким образом, позиция подготовлена к наплавке. После окончания наплавки на соседней лозиции, командоаппарат 4 переключает сварочный ток на подготовленную позпцию, одновременно включая муфту 28 на данную позицию и отключая муфтой 29 обработавшую позицию командоанпарата 4 (фиг. 6). Зажигается сварочная дуга, между вольфрамовым неплавящимся электродом 42 и заготовкой, включается иодача присадочной проволоки, подающейся от кассеты 5 через ролики 38, 39 и 40 и наконечник 37, в зону горения дуги, и начинается иаилавка на данной сварочной позиции. График сварочного тока при наплавке выдерживается кулачками 26 командоаппарата 4 (фиг. 6 и 7), которые через микропереключатели 27 подключают нужную нагрузку в цепи возбуждения сварочного преобразователя. Таки;М образом, набор кулачков 26 является программой, управляющей работой автомата. Вал 25 командоаппарата 4 делает ровно один оборот, в это время заготовка повернется немного больше, чем на один оборот, чем обесиечивается стыковка пояска и заварка кратера, кроме того командоаппарат 4 прнводится в исходное положение и сам себя отключает.
После окончания наплавки командоаииарат 4 подает команду на отход центрирующей бабки п. Центрирующая бабка отходит, снимая давление с заготовки, и тогда пружина 24 патрона 3, выдвигая упорную щлицевую втулку 23, выталкивает наплавленную заготовку из патрона 3, которая
скользит в осевом направлении в иружщь иом захвате 5/ манипулятора 10. В заднем положении центрирующей бабки // ее кулачок 77 нажимает на микроиереключатель 7.9, который подает команду на уборку манипулятора 10. Захват 53, убираясь вниз, проходит через отводящий лоток 12 и оставляет на нем наплавленную заготовку, которая скатываясь по лотку, выводится из стайка. При положении захвата манииулятора 10 в нижнем положении тяга 55 иажимает своим торцом иа пневмопереключатель 56, который спова включает в работу пневмоцилцндр 9 шибера 8 и процесс загрузки и зажима трубчатой заготовки повторяется.
Предмет изобретения
Станок-автомат для наилавкп поясков на трубные заготовки, содержащий станину, сварочные головки, центрирующие бабки с приводами, вращатель с установленными на валу патронами, механизмы подачи заготовок на обработку, содержащие манипуляторы, и программное устройство, выполненное в виде командоаппарата с расположенными на валах кулачками и смонтироваииыми на неподвижной плите микропереключателями, отличающийся тем, что, с целью повышения производительности за c-icT совмешеиия сборочных и сварочных оиераций, ириводы центрирующих бабок, мехаиизмы подачи и сварочиые головки электрически связаны посредством микропереключателей с программным устройством, валы командоаппарата которого кннематически связаны с валом вращателя, при этом лганипуляторы механнзмов подачи выполнены с подпружиненными захватами из токопроводящего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1994 |
|
RU2081734C1 |
| АВТОМАТ ДЛЯ ЧИСТКИ ОБУВИ | 1971 |
|
SU295553A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| Установка для механизированной наплавки | 1989 |
|
SU1645086A1 |
| Устройство для наплавки | 1972 |
|
SU473578A1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
fue.S
25 23
24
W
//7777////7///////
l/S.
.22
/Y/Z y.
fVi.
