1
Изобретение относится к области производства топливной аппаратуры и предназначено для сборки регулирующего узла пружины, преимущественно дизельной форсунки.
Известны автоматы для сборки деталей типа валик-втулка, содержащие многопозиционпую карусель с пневматической системой привода и вибробункеры с лотками для подачи собираемых деталей в сборочную головку, расположенную на карусели, механизм свинчивания и съемные лотки.
Цель изобретения - обеспечение технологичности сборки гайки и регулировочного винта.
Для этого сборочная головка выполнена в виде жестко связанного с це11трируюи1ей втулкой стакана, в котором установлена подпружиненная цанга, сопряженная с толкателем, причем полость стакана сообщена с пневматической системой привода.
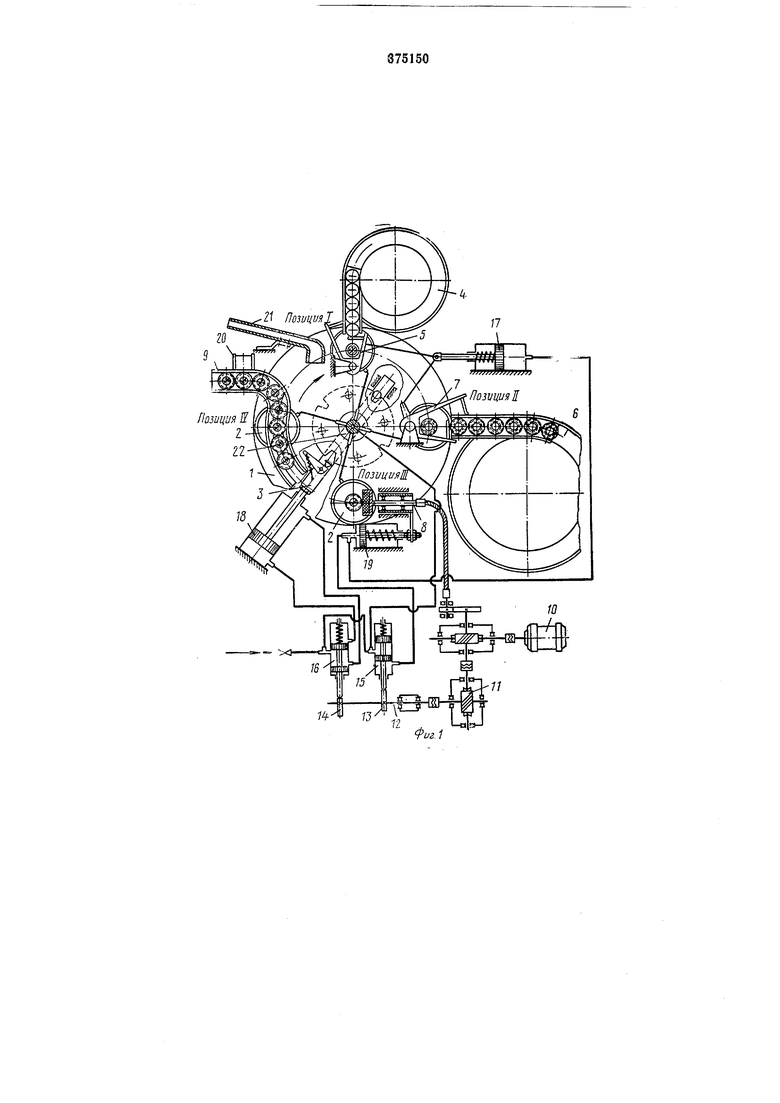
Иа фиг. 1 показана схема автомата; на фиг. 2 - сборочная головка.
На карусели 1 (фиг. 1) установлены четыре сборочные головки 2, механизм 3 поворота в фиксации карусели /, механизм загрузки регулировочных винтов, состоящий из вибробункера 4 и питателя-отсекателя анкерного типа 5 (позиция I); механизм загрузки гайки, состоящего из вибробункера 6 и питателя-отсекателя 7 (позицию II) механизм свинчивания 8 (позиция III) и съемные лотки 9 (позиция IV).
Механизм привода карусели / состоит из электродвигателя 10 и двух червячных редукторов //, связанных с механизмом воздухораспределения, включающим кулачковый вал 12 с кулачками 13 и 14, приводящими в действие золотники 15 и 16, управляющие пневмоцилиндрами 17, 18 и 19.
На карусели / установлены также сбросные лотки 20 ч 21 к воздухораспределительная муфта 22 с системой проводов.
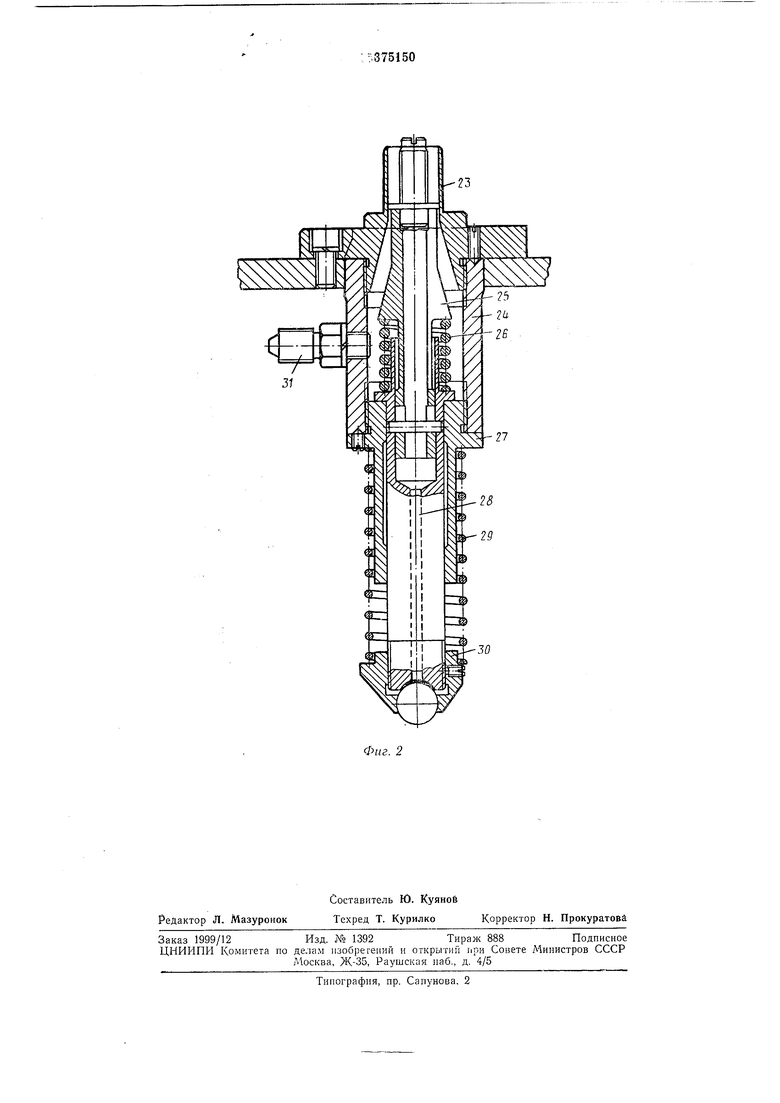
Сборочная головка (фиг. 2) состоит из снабженного центрирующей втулкой фланца
23, жестко связанного со стаканом 24, в котором размещена цанга 25 с пружиной 26. Стакан 24 жестко связан со втулкой 27, в которой размещен подвижный толкатель 28 с пружиной 29, опирающийся на наконечник 30
толкателя 28.
В стенке стакана 24 установлен штуцер 31 для подвода воздуха из системы привода. Работает автомат следующим образом. На позиции I регулировочные винты, загруженные навалом в вибробункер 4, поступают в прямолинейный вибролоток и питательотсекатель 5. Под действием сил тяжести регулировочный винт выпадает в центрирующую втулку фланца 23 (фиг. 2) сборочной головки 2 (фиг. 1). Центрирующая втулка ориентирует регулировочный винт так, что его головка западает в цангу 25 (фиг. 2). Далее карусель / (фиг. 1) вместе со сборочными головками 2 при помощи пневмоцилиндра 18 и механизма 3 поворота и фиксации карусели / совершает поворот на 90° в направлении, указанном стрелкой. Таким образом осупдествляется передача винта на позицию II, где из вибробункера 6 при помощи питателя-отсекателя 7 выдаются в центрирующую втулку фланца 23 (фиг. 2) сборочной головки 2 (фиг. 1) гайки, которые ориентируются резьбовым отверстием по хвостовику винта.
Приводом питателей-отсекателей 5 и 7 служит пневмоцилиндр 17, управляемый золотником 15 от кулачка 13.
При перемещении сборочной головки 2 с позиции II на позицию III наконечник 30 набегает на копир (на чертежах не показано) и через толкатель 28 и пружину 26 поднимает цангу 25 до упора в коническую поверхность фланца 23. При этом цанга 25, зажимая головку винта, приподнимает последний над торцем центрирующей втулки фланца 23 на величину, равную длине свинчивания винта с гайкой.
Навинчивание гайки на винт осуществляется механизмом свинчивания 8, вращающийся щпиндель которого, снабженный резиновой шайбой, опускается на торец гайки. Величина опускания шпинделя ограничивается специальным упором (на чертеже не показано), что обеспечивает необходимую величину навинчивания гайки на винт.
Лоток 9 осуществляет съем собранного узла со сборочной головки 2 при перемещении карусели с позиции III на позицию IV.
Гайки, которые по каким-либо причинам не прошли сборки, тоже снимаются лотками Я а затем через лоток 20 выпадают в отдельную тару (на чертеже не показано). Регулировочный винт, не прошедший сборки, остается в цанге 25 (фиг. 2) и при движении сборочной головки 2 с IV-ой позиции на 1-ую выдувается в лоток 21 сжатым воздухом, поступающим от воздухораспределительной муфты 22 через штуцер 31 в полость стакана 24 (фиг. 2).
Затем цикл повторяется.
Предмет изобретения
1.Автомат для сборки регулируюшего узла пружины форсунки, включаюшего гайку и регулировочный винт, содержащий многопозиционную карусель с пневматической системой привода и вибробункеры с лотками для подачи собираемых деталей в сборочную головку, расположенную на карусели, механизм свинчивания и съемные лотки, отличающийся тем, что, с целью обеспечения технологичности сборки гайки и винта, сборочная головка выполнена в виде жестко связанного с центрирующей втулкой стакана, в котором установлена подпружиненная цанга, сопряженная с толкателем.
2.Автомат по п. 1, отличающийся тем, что полость стакана сообщена с пневматической системой привода.
Позиция
П
Фиг А
30
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВИНТА С ГАЙКОЙ | 1971 |
|
SU292748A1 |
| Сборочный комплекс | 1989 |
|
SU1715542A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Сборочная машина | 1987 |
|
SU1465229A1 |
| Сборочный комплекс | 1984 |
|
SU1240536A1 |
| Устройство для сборки винтов с шайбами | 1984 |
|
SU1256945A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |