Изобретение относится к деревообрабатывающей промьппленности и может быть использовано в производстве древесно-стружечных плит, изготовленных из брикетов.
Цель изобретения - повышение надежности работы линии и улучшение качества брикетов.
На фиг. представлена линия, общий вид; на фиг. 2 - то же, вид сверху.
Линия состоит из смесителей 1, ленточных дозирующих транспортеров 2, направляющей рамы 3 транспортера формашин А.
Над ленточным дозирующим транспотером установлен узел 5 рыхления, состоящий из пленки 6, закрепленной винтами 7 на боковых стенках 8 узла 5 рыхления, обеспечиваюпщми ее свободное движение. На планке установлены съемные зубья 9 со шляпками 10, свободно двигающиеся в эллипсо- образных отверстиях 11. Под узлом рыхления расположен транспортер 2, осуществляющий подачу осмоленной стружки 12 из смесителя в формирующие машины.
Диаметр шляпки зуба больше наименьшего диаметра отверстия (эллипса) , что обеспечивает свободное движение зубьев по окружности отверстия (эллипса). Отверстия в планке смещены относительно друг друга и позволят производить замену поломанных зубьев в процессе эксплуатации.Свободное движение зубьев обеспечивает прочесывание и рыхление осмоленной стружки, а вертикальное движение планки - погружение зубьев на требуемую глубину массы.
Линия работает следующим образом
ОсМоленная стружка 12 из смесителя 1 подается на ленточный дозирующи транспортер 2, на котором установлен узел 5 рыхления. Зубья 9, свободно двигающееся в эллипсообразных отверстиях 1I, погружаются на необходимую глубину осмоленной- стружки, благодаря движению транспортера осуществляю
5
0
5
0
5
0
0
прочесывание и разбивание комков осмоленной стружки (массы). Разрыхленная и однородная масса поступает в течки формашины для формирования древесно-стружечных брикетов.
Применение линии позволит улучшить поверхность и качество древесно-стружечных плит, сократить поломки и остановки транспортеров, исключить забивание течек и поломку транспортеров в формирующих машинах за счет ликвидации комков разного размера и получения однородной и мелкоструктурной осмоленной стружки.
Формула изобретения
1.Линия изготовления древесностружечных брикетов, включающая смеситель, ленточный дозирующий транспортер, установленный на направляющей раме, формирующие машины и / приспособления для рыхления ковра, отличающаяся тем, что,
с целью повьпиения надежности работы линии и улучшения качества брикетов, приспособление для рыхления ковра выполнено в виде установленной над транспортером П-образной планки, горизонтальная полка которой имеет отверстия, в которых с возможностью вертикального перемещения установлены зубья со шляпками.
2.Линия по п. 1, отличающая с я тем, что планка выполнена с возможностью разворота относительно продольной оси транспортера.
3.Линия по п. 1, отличающаяся тем, что отверстия горизонтальной полки П-образной планки выполнены со смещением друг относительно друга.
А. Линия по п. 1, отличающаяся тем, что отверстия горизонтальной полки П-образной планки выполнены эллипсообразными.
5. Линия по п. 1, отличающаяся тем, что концы зубьев завалены.
Фиг.1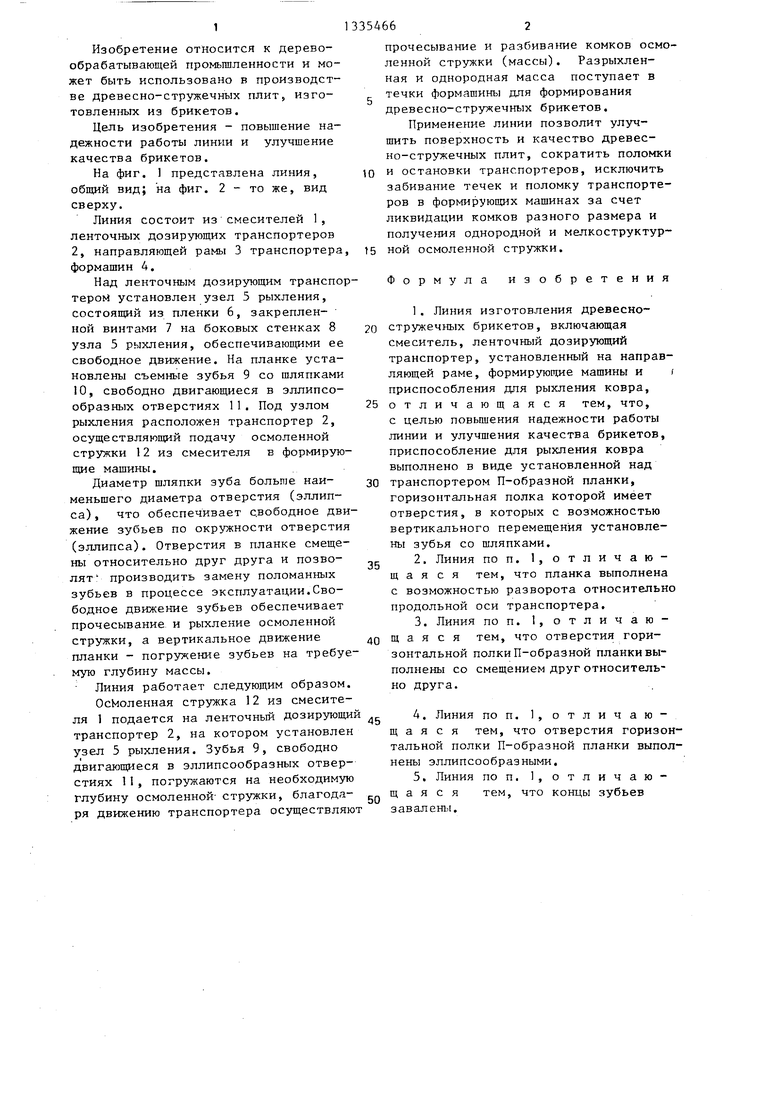
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТРУЖЕЧНО-КЛЕЕВОЙ СМЕСИ | 1994 |
|
RU2071416C1 |
| Установка для формирования ковра при изготовлении древесностружечных плит | 1983 |
|
SU1142292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
| Линия изготовления древесностружечных плит | 1987 |
|
SU1430276A1 |
| Установка для формирования многослойного ковра в производстве древесностружечных плит | 1983 |
|
SU1167014A1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2011 |
|
RU2462353C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДРЕВЕСНОСТРУЖЕЧНОГО КОВРА | 1997 |
|
RU2122945C1 |
| Способ изготовления древесно-стружечных плит и линия для его осуществления | 1990 |
|
SU1761477A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОЙ ОРИЕНТИРОВАННОЙ СТРУЖЕЧНОЙ ПЛИТЫ | 2011 |
|
RU2553644C1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повьш1ение надежности работы линии и улучшение качества брикетов. Линия изготовления древесностружечных брикетов выполнена с приспособлением для рыхления ковра. На ленточном дозирующем транспортере 2 установлен узел рыхления 5, состоящий из планки 6, закрепленной винтами 7. На ленточньй транспортер 2 подается стружка. Зубья 9 погружаются на необходим к) глубину осмоленной стружки и благодаря движен1 ю транспортера 2 осуществляют прочесывание и разбивание комков осмоленной стружки. 4 3.п. ф-лы, 2 ил. ш 8 12 со 00 ел 05 Од
| Шварцман Г.М | |||
| Производство древесностружечных плит | |||
| - М.: Лесная промышленность, 1967, с | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
| Буйков Г.Н | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Деревообрабатывающая промьшшённость, 1977, № 8, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
