Изобретение относится к деревообрабатывающей промышленности, а именно к производству прямоугольных полых изделий.
Цель изобретения - повышение степени готовности и прочности изделий.
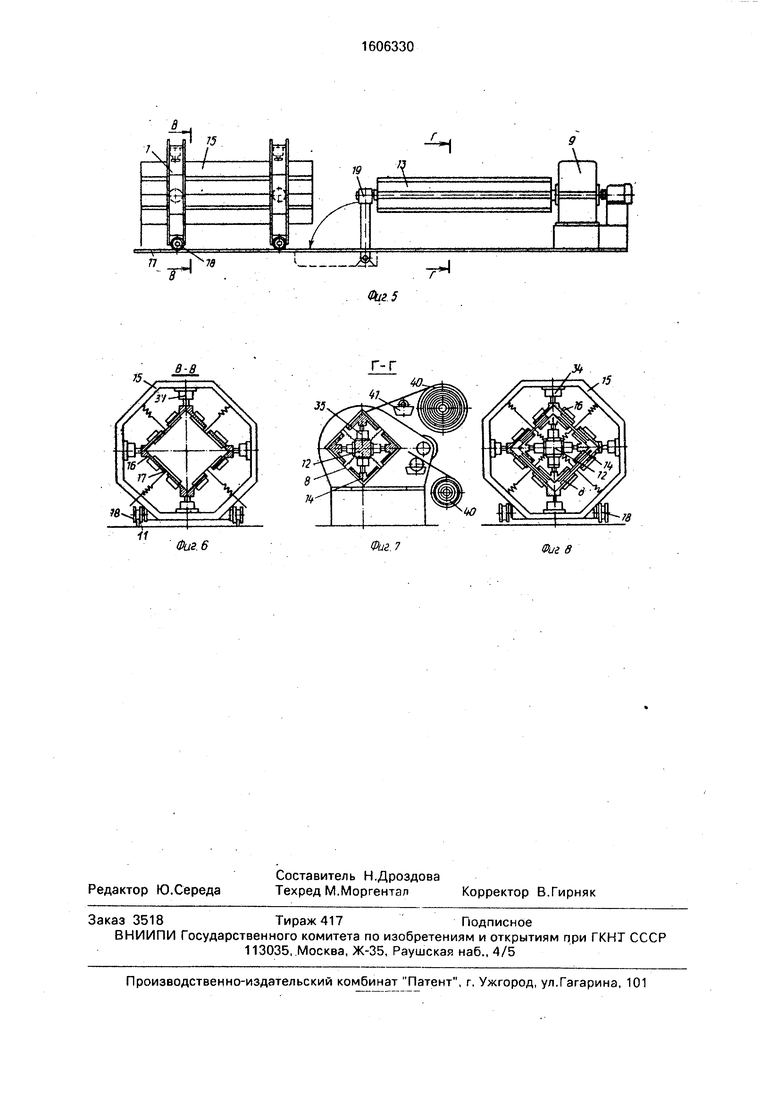
Изобретение иллюстрируется чертежами, где: на фиг. 1 изображена схема линии изготовления прямоугольных полых изделий; на фиг. 2 - узлы формирования и прессования, продольный разрез; на фиг. 3 - разрез А-А на фиг. 1; на фиг, 4 - вид Б на фиг. 3; на фиг. 5 - узел облицовки, вид сбоку; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - разрез Г-Г на фиг. 5; на фиг. 8 - узел облицовки, вид в сборе.
Линия изготовления прямоугольных полых изделий включает станину 1, узлы 2 и 3 подготовки древесных частиц и сушки, смеситель 4, бункер 5 осмоленных частиц, узлы формирования 6 и прессования 7 изделий 8 и привод 9. Линия снабжена расположенным за узлом 6 формирования узлом 10 облицовки полых изделий 8, причем последний выполнен в виде смонтированных на станине 1 горизонтальных направляющих 11, установленных на центральном валу 12, привода 9, оправки 13 для полого изделия 8, имеющей радиально подвижные обогреваемые злементы 14 и охватывающей оправку 13 многогранной обоймы 15 с закрепленными на ее внутренних гранях обогреваемых элементов 16 и подпружиненных прижимных пластин 17, при этом обойм.а 15 снабжена роликами 18, размещенными в направляющих 11. На свободном конце центрального вала 12 смонтирована откидная опора 19, а бункер 5 смоленных частиц снабжен смонтированным в его нижней части пирамидальным распределителем, 20. Узел 6 формирования снабжен подвижной рамкой 21 и выполнен в виде жестко установленных на подвижной рамке 21 внутреннего 22 и наружного 23 контуров с подвижным концевым дном 24. Узел 7 прессования выполнен в виде смонтированных соответственно на центральном валу 25 и внутренних ребрах 26 корпуса 27 разьемных прессующих рамок: внутрен- ней 28 и наружной 29. Причем места разъема прессующих рамок 28 и.29 выполнены с соединительными выступами 30 и впадинами 31, а на каждом из элементов 32 разъемных рамок 28 и 29 закреплена защитная пластина 33.
Кроме того, все обогревательные элементы 14 и 16, а также разъемные прессующие рамки 28 и 29 монтируются с помощью гйдроцилиндров 34 - 37. Приводом конц
вого подвижного дна 24 является силовой цилиндр 38, а подвижной рамки 21 - силовые цилиндры 39. В узле 10 облицовки смон- тированы бобины 40 с ленточным облицовочным материалом и емкость с клеем 41, а в бункере 5 уетановлен дозирующий валковый механизм 42.
Линия работает следующим образом. Из щепы в узле 2 изготавливают древес- ные частицы, которые направляют в узел 3 сушки, а затем осмоляют в смесителе 4 и собирают в бункере 5. Из бункера 5 осмоленные частицы дозирующим механизмом 42 направляют в узел формирования между 5 внутренним 22 и наружным 23 контурами, причем подвижная рамка 21 находится в верхнем положении, а подвижное дно 24 - в нижнем положении. Затем подвижную рамку 21 опускают, а сформированное изде- 0 лие размещают в узле 7 прессования между разъемными внутренней 28 и наружной 29 прессующими прямоугольными рамками. Защитные пластины 33 закрывают места разъема рамок и обеспечивают целостность 5 профиля. С помощью гидроцилиндров 36 и 37 смыкают разъемные прессующие рамки 28 и 29. По окончании процесса прессования подвижное дно 24 перемещают вверх, выталкивают пустотелое изделие. Изделие 0 перемещают в узел облицовки, одевают его на оправку 13. Затем вращением оправки 13 навивают определенный слой предварительно обработанной клеем облицовочной ленты и отрезают.
5 По направляющим 11 перемещают обойму 15 в сторону оправки 13 и устанавливают ее таким образом, чтобы она охватывала оправку 13, устанавливают откидную опору 19 в вертикальное положение. С по- 0 мощью гидроцилиндров 34 накладывают на изделие и облицовку угловые обогреваемые элементы 16, После определенной выдержки угловые обогреваемые элементы 16 отводят, убирают откидную опору 19 и обойму 15 5 возвра1дак)т в исходное положение. Изделия снимают с оправки 13, цикл повторяется.
Таким образом, предлагаемое изобретение обеспечивает повышение степени го- 50 товности изделий и повышает их прочность.
Формула изобретения Линия изготовления прямоугольных полых изделий, включающая станину и после- 55 довательно установлен ные узел подготовки древесных частиц, бункер осмоленных частиц, узлы формирования,.прессования и облицовки изделий, отличающаяся тем, что, с целью повышения степени готовности и прочности изделий, узел облицовки полых
изделий выполнен в виде многогранной обоймы с закрепленными на ее внутренних гранях обогреваемыми элементами и подпружиненными защитными пластинами, внутри обоймы закреплена размещенная на валу привода оправка для полого изделия с
радиально подвижными обогреваемыми элементами, при этом обойма снабжена роликами, на валу привода смонтирована откидная опора, а на станине установлены горизонтальные направляющие для перемещения обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНОГО ГРОБА | 2022 |
|
RU2783543C1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Линия производства профильных формованных изделий из волокнистой массы | 1987 |
|
SU1444151A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 1996 |
|
RU2124985C1 |
| Устройство для изготовления изделий из полимерного материала | 1988 |
|
SU1541062A1 |
| Устройство для изготовления фигурных изделий из стружечно-клеевой массы | 1986 |
|
SU1558677A1 |
| Линия производства древесных панелей | 1987 |
|
SU1541058A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ВНУТРЕННЕЙ ОБЛИЦОВКИ ВЫТЯНУТОГО ЭЛЕМЕНТА | 2009 |
|
RU2476318C2 |

Изобретение относится к деревообрабатывающей промышленности, а именно к производству прямоугольных изделий. Цель изобретения - повышение степени готовности и прочности изделий. Линия изготовления прямоугольных полых изделий, снабжена узлом облицовки полых изделий 8, который выполнен в виде горизонтальных направляющих, установленных на центральном валу привода оправки с радиально подвижными обогреваемыми элементами и охватывающей оправку многогранной обоймы. Узел прессования выполнен в виде смонтированных на центральном валу 25 корпуса 27 разъемных внутренних 28 и наружной 29 прессующих рамок. Из бункера осмоленные частицы направляются в узел формирования между внутренним и наружным контурами. Сформированное изделие помещают в узле прессования между наружной 29 и внутренней 28 рамками. Изделие перемещают в узел облицовки, надевают его на оправку. Затем вращением оправки навивают определенный слой облицовочной ленты. По направляющим перемещают обойму в сторону оправки с помощью гидроцилиндров накладывают на изделие и облицовку угловые обогреваемые элементы. После выдержки угловые обогреваемые элементы отводят. Изделие снимают с оправки. 8 ил.
Риг.2
Фиг. 7
ВидБ 30
I /J2
ФигЛ
И
±L
35
Фиг. 6
Г-Г
Фиг. 7
Фиг 8
| Авторское свидетельство СССР N 571136 | |||
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Авторское свидетельство СССР NS 923881 | |||
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
