Изобретение относится, к промышленности строительства и стройматериалов, к технологии диффузионной сварки и может быть использовано для соединения неорганически изоляторов с металлами и полупроводниками.
Целью изобретения является сваривание толстостенных изделий.
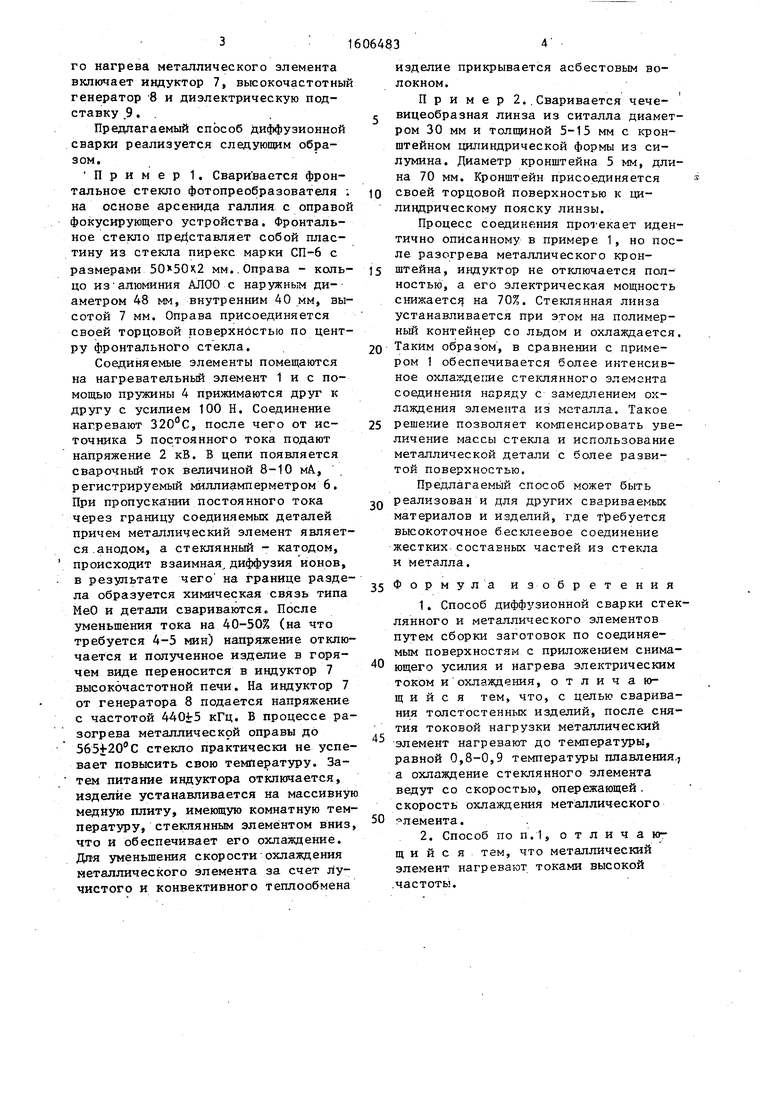
На фиг.1 схематично представлено устройство, реализующее предлагаемый способ; на фиг.2 - устройство, предназначенное для дополнительного
нагрева металлического элемента сварного соединения.
Устройство состоит из нагревательного элемента 1 (например, печи электросопротивления), на котором устанавливаются свариваемые металлический 2 и стеклянный 3 элементы, пружины 4, служащей для фиксации и прижима деталей друг к другу, источника 5 постоянного тока и миллиамперметра 6. Часть устройства, предназначенного для дополнительно
00
со
го нагрева металлического элемента включает индуктор 7, высокочастотный генератор 8 и диэлектрическую подставку .9. .
Предлагаемый способ диффузионной сварки реализуется следующим образом,
Пример 1, Сваривается фронтальное стекло фотопреобразователя ; на основе арсенида галлия с оправой фокусирующего устройства. Фронтальное стекло представляет собой пластину из стекла пирекс марки СП-6 с размерами мм..Оправа - кольцо из алюминия АЛОО с наружньдМ диаметром 48 мм, внутренним 40 мм, высотой 7 мм. Оправа присоединяется своей торцовой поверхностью по центру фронтального стекла.
Соединяемые элементы помещаются на нагревательный элемент 1 и с помощью пружины 4 прижимаются друг к другу с усилием 100 Н. Соединение нагревают З20 с, после чего от источника 5 постоянного тока подают напряжение 2 кВ. В цепи появляется сварочный ток величиной 8-10 мА, регистрируемый миллиамперметром 6. При пропускании постоянного тока через границу соединяемых деталей причем металлический элемент является.анодом, а стеклянный - катодом, происходит взаимная, диффузия ионов, в результате чего на границе раздела образуется химическая связь типа МеО и детали свариваются. После уменьщения тока на 40-50% (на что требуется 4-5 мин) напряжение отключается и полученное изделие в горячем виде переносится в индуктор 7 высокочастотной печи. На индуктор 7 от генератора 8 подается напряжение с частотой кГц. В процессе разогрева металлической оправы до 565t20 C стекло практически не успевает повысить свою температуру. За- тем питание индуктора отключается, изделие устанавливается на массивную медную плиту, имеющую комнатную температуру, стеклянным элементом вниз, что и обеспечивает его охлаждение. Для уменьщения скорости охлаждения металлического элемента за счет лучистого и конвективного теплообмена
изделие прикрывается асбестовым волокном.
Пример 2.,Сваривается чечевицеобразная линза из ситалла диаметром 30 мм и толщиной 5-15 мм с кронштейном цилиндрической формы из силумина. Диаметр кронштейна 5 мм, длина 70 мм. Кронштейн присоединяется
своей торцовой поверхностью к цилиндрическому пояску линзы.
Процесс соединения протекает идентично описанному в примере 1, но после разогрева металлического кронштейна, индуктор не отключается полностью, а его электрическая мощность снижаете на 70%. Стеклянная линза устанавливается при этом на полимерный контейнер со льдом и охлаждается,
Таким образом, в сравнении с примером 1 обеспечивается более интенсивное охлаждение стеклянного элемента соединения наряду с замедлением охлаждения элемента из металла. Такое
решение позволяет компенсировать увеличение массы стекла и использование металлической детали с более развитой поверхностью.
Предлагаемый способ может быть
реализован и для других свариваемых материалов и изделий, где требуется высокоточное бесклеевое соединение жестких составных частей из стекла и металла.
Формул а изобретения
1.Способ диффузионной сварки стеклянного и металлического элементов путем сборки заготовок по соединяемым поверхностям с приложением снимающего усилия и нагрева электрическим током и охлаждения, отличающийся тем что, с целью сваривания толстостенных изделий, после снятия токовой нагрузки металлический элемент нагревают до температуры, равной 0,8-0,9 температуры плавления,, а охлаждение стеклянного элемента ведут со скоростью, опережающей . скорость охлаждения металлического
элемента..
2.Способ по n.l, отличающийся тем, что металлический элемент нагревают токами высокой
.частоты.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки давлением разногабаритных деталей | 1990 |
|
SU1754373A1 |
| Способ изготовления стеклянных прецизионных трубок | 1988 |
|
SU1574548A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СИТАЛЛА С МЕТАЛЛАМИ | 2014 |
|
RU2555735C1 |
| Способ диффузионной сварки монокристаллического кремния и стекла | 2022 |
|
RU2796482C1 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| СПОСОБ ПРЕЦИЗИОННОГО БЕСКЛЕЕВОГО СОЕДИНЕНИЯ ПРОЗРАЧНЫХ ДИЭЛЕКТРИКОВ С МЕТАЛЛАМИ | 2021 |
|
RU2779112C1 |
| Способ изготовления отверстий в кварце | 1982 |
|
SU1071439A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МНОГОСЛОЙНОГО ПАКЕТА ИЗ СТЕКЛА И МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 2012 |
|
RU2491158C1 |
Изобретение относится к промышленности строительства и стройматериалов, в частности к технологии диффузионной сварки, и может быть использовано для соединения неорганических изоляторов с металлами и полупроводниками. Цель изобретения - сваривание толстостенных изделий. Диффузионную сварку стекла с металлом ведут путем сдавливания свариваемых материалов, нагревания их и приложения напряжения. После снятия токового напряжения металлический элемент нагревают до температуры, равной 0,8-0,9 температуры плавления. Охлаждают стеклянный элемент со скоростью, опережающей скорость охлаждения металлического элемента. Охлаждение стекла приводит не к накоплению напряжений в сварном шве, а к незначительной пластической деформации металла разряжению напряжений, вследствие чего при окончательном охлаждении соединения стекло не разрушается. Можно разогрев металлического элемента проводить токами высокой частоты. Способ дает возможность бесклеевого соединения материалов, обладающих сильно различающимися значениями ЛКТР. 1 з.п. ф-лы, 2 ил.
(Риг1
Фиг.2
| Патент США № 3397278, кл | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
