Изобретение относится к обработке металлов давлением, в частности к поперечно-клиновой прокатке профильных изделий.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности получения на заготовке более двух буртов.
На фиг,1 представлен валок в развернутом виде; на фиг.2 - А - разрезы А-А, Б-Б, В-В, Г-Г, Д-П, Е-Е, Ж-Ж„ 3-3, И-И и К-К этого валка в паре с другим;-на фиг,5 - валки, снабженные гидроцилиндрами; на фиг„6 - развертка одного такого валка; на фиг,7 - развертка валка, которьй формирует бурты по одному, начиная последовательно от одного торца валка и кончая на другом; на фиг.8 - этот валок в паре с другим; на фиг.9 - развертка валка, формирующего бурты по одному, начиная последовательно от одного торца валка, снабженного дополнительными клиньями; на фиг,10 - развертка валка с выполненньми на нем канавками с калибрующими частями увеличенной ширины.
Валки 1 и 2 разбиты на шесть секций: I - IV, каждая из которых в зависимости от нанесенных на их поверхность профипей выполняет свои функции. Секции 1,111 и V имеют клинья GI и DJ; С,„ и D,,| ; ,Су, и Dy, Расстояния между клиньями постепенно уменьшаются от Н;,, Н„( и Ну к V., V|,i и V|v , т.е. против направления врая(ения валка. Направление вращения валка показано на фиг,1 стрелкой. Высота клиньев I,, I ,„ и ly; на всех секциях одинакова и как в известном валке составляет 0,8-0,9 R
I, I ,„ Iv 0,8-0,9 R. Расстояние между клиньями на первой секции Н в начальной части выбирается таким образом, чтобы обеспе-, чить свободную загрузку заготовки.3, Расстояние между клиньями на третьей и пятой секциях в их начальных частя выбираются таким образом, чтобы обеспечить свободный вход в третью секцию заготовки с уже сформировавшимся в первой секции одним буртом и свобод- ньй вход в пятую секцию заготовки с уже сформировавшимися тремя буртами, т.е, должны выполняться условия H,,,V, f2T,,, ,,, i-2T,v, где T,ii и - удлинения заготовки
при формировании буртов в секциях II и IV, Углы заострения клиньев у, обеспечивают на нечетных секциях деформацию заготовки клиньями С (-у и DI-V по оси заготовки. Пазы К , обеспечивают свободное истечение нагретого металла при уширении заготовки.
Углы наклона клиньев С
и D,
0
5
0
5
0
5
0
5
0
5
I-V - остаются одинаковыми от начальных
частей Н к конечным частям V,y . Величины этих углов подбираются эмпирически для каждой секции. Для формирования каждого бурта на заготовке на валке имеется суживающаяся канавка, причем на одной секции находится не более двух суживающихся канавок. Суживающиеся канавки образованы ка- навочными клиньями L (,у, и M|,vi Канавки имеют формующие суживающиеся части Р 1I-VI и калибрующие части без сужения , Сужение канавки происходит по направлению прокатки. Глубина S |,-У( канавок соответствует заданной величине бурта на изделии. Ширина дна канавок в начальной части выбирается таким образом, чтобы обеспечить заход в канавку предварительно формованного бурта за счет сво-бодного уширения заготовки в начальной стадии прокатки. Ширина дна канавки в частях без сужения соответствует желаемой ширине бурта на готовом изделии.
Углы наклона (X (,.у, канавочных клиньев L 1,, и М ц-у могут оставаться одинаковыми от входной части канавки к части без суживания, но могут несколько меняться в зависимости от желаемой формы торца у бурта.
Часть канавки без сужения предназначена для калибровки бурта изделия и должна быть по длине не меньше чем длина полуокружности бурта готового изделия. Углы заострения р .у канавочных клиньев обеспечивают деформацию буртов,
В качестве приводов, которьми снабжаются валки, служат гидроцилиндры 4 и 5 (фиг.5). Штоки гидроцилиндров 6 и 7 несут свободно вращакхциеся рабочие части 8 и 9, которые осуществляют силовое давление на торцы заготовки 3, Валки установлены в подшипниках 10, Привод вращения валков не показан, он общепринят для станков поперечно-клиновой прокатки. Валки несут на себе профили, показанные на развертке фиг,6. Эта развертка (фиг,6) отличается от развертки, показанной на фиг,1, тем, что в ней отсутствуют клинья. На нечетных секциях валка расположены датчики 11-13, которые во время воздействия на заготовку нечетными секциями валков вырабатывают команду на включение гидроцилиндров 4 и 5,
10
15
20
51608004
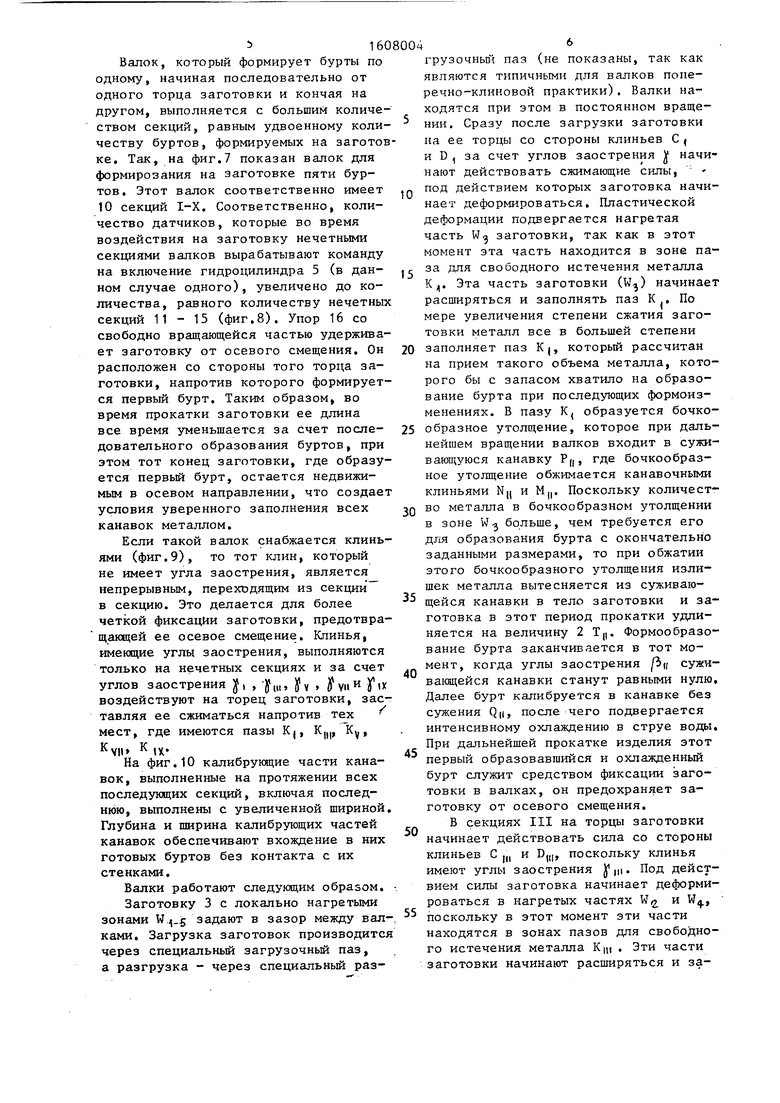
Валок, который формирует бурты по дному, начиная последовательно от дного торца заготовки и кончая на ругом, выполняется с большим количетвом секций, равным удвоенному колиеству буртов, формируемых на заготове. Так, на фиг.7 показан валок для ормирозания на заготовке пяти буртов. Этот валок соответственно имеет 10 секций 1-Х. Соответственно, количество датчиков, которые во время оздействия на заготовку нечетными секциями валков вырабатывают команду на включение гидроцилиндра 5 (в данном случае одного), увеличено до коичества, равного количеству нечетных секций 11-15 (фиг.8). Упор 16 со свободно вращающейся частью удерживает заготовку от осевого смещения. Он расположен со стороны того торца заготовки, напротив которого формируется первый бурт. Таким образом, во время прокатки заготовки ее длина все время уменьшается за счет последовательного образования буртов, при этом тот конец заготовки, где образуется первый бурт, остается недвижимым в осевом направлении, что создает условия уверенного заполнения всех канавок металлом.
Если такой валок снабжается клиньями (фиг.9), то тот клин, который не имеет угла заострения, является непрерывным, переходящим из секции в секцию. Это делается для более четкой фиксации заготовки, предотвра- щающей ее осевое смещение. Клинья, имеющие углы заострения, выполняются только на нечетных секциях и за счет
углов заострения )f i , jf щ У у У V Jf if воздействуют на торец заготовки, заставляя ее сжиматься напротив тех
/
25
30
35
40
, где К
имеются пазы К|, Кщ, Ку,
мест,
Ку„, 14 ,у.
На фиг.10 калибрукщие части канавок, выполненные на протяжении всех последующих секций, включая последнюю, выполнены с увеличенной шириной. Глубина и ширина калибрующих частей канавок обеспечивают вхождение в них готовых буртов без контакта с их стенками.
Валки работают следующим образом. Заготовку 3 с локально нагретыми зонами W. задают в зазор между валнами. Загрузка заготовок производится через специальный загрузочньй паз, а разгрузка - через специальньй раз
грузочный паз (не показаны, так как являются типичными для валков поперечно-клиновой практики), Валки находятся при этом в постоянном вращении. Сразу после загрузки заготовки па ее торцы со стороны клиньев С и D , за счет углов заострения начинают действовать сжимающие силы, под действием которых заготовка начинает деформироваться. Пластической деформации подвергается нагретая часть W заготовки, так как в этот момент эта часть находится в зоне паза для свободного истечения металла К. Эта часть заготовки (W) начинает расширяться и заполнять паз К . По мере увеличения степени сжатия заготовки металл все в большей степени заполняет паз К(, который рассчитан на прием такого объема металла, которого бы с запасом хватило на образование бурта при последующих формоизменениях. В пазу К, образуется бочкообразное утолщение, которое при дальнейшем вращении валков входит в сужи- ваюп;уюся канавку Р((, где бочкообразное утолщение обжимается канавочными клиньями NH и М(|. Поскольку количество металла в бочкообразном утолщении в зоне W больше, чем требуется его для образования бурта с окончательно заданными размерами, то при обжатии этого бочкообразного утолщения излишек металла вытесняется из суживающейся канавки в тело заготовки и заготовка в этот период прокатки удлиняется на величину 2 Тц. Формообразо
40
-, , 50
вание бурта заканчивается в тот момент, когда углы заострения /Зц суживающейся канавки станут равными нулю. Далее бурт калибруется в канавке без сужения QK, после чего подвергается интенсивному охлаждению в струе воды. При дальнейшей прокатке изделия этот первый образовавшийся и охлажденный бурт служит средством фиксации заготовки в валках, он предохраняет заготовку от осевого смещения.
В секциях III на торцы заготовки начинает действовать сила со стороны клиньев С ,,, и D,,|, поскольку клинья
Ли
имеют углы заострения щ. Под действием силы заготовка начинает деформи
и W
роваться в нагретых частях W. поскольку в этот момент эти части находятся в зонах пазов для свободного истечения металла Кщ . Эти части заготовки начинают расширяться и заполнять пазы, которые также рассчитаны на прием объема металпа с запасом, чтобы его хватило на образование буртов при последующих формоизменениях. Деформации частей заготовок W и W, в силу множества причин протекают неоднозначно, неравномерно. Чаще всего деформация начинается сначала в каком-нибудь одном пазу и протекает до касания металла стенок паза, а затем начинает проходить в другом пазу до такой же степени, а потом в обоих пазах сразу, но не с одинаковой скоростью. Поэтому пазы имеют пре- дельные размеры, которые рассчитаны на прием металла, не превышакщего по количеству 120-130% от потребного объема металла, необходимого для образования буртов с заданными размерами. Если размеры пазов сделать на прием металла неограниченного объема (что можно делать только при образовании одного бурта, например первого центрального в нашем примере), то при осадке заготовки весь металл может истечь только в одном пазу, а другой паз может оказаться заполненным недостаточным количеством металл для образования бурта.
Далее бочкообразные утолщения в местах W и W при дальнейшем вращении валков входят в суживающиеся канавки PIY , где обжимаются канавочным клиньями LH/ и MIV за счет углов заострения АIV. При обжатии бочкообразных утолщений в зонах Wj и W4. заготовки излишек металла также вытесняется, и заготовка в этот период прокатки удлиняется на величину 2Т,|у При углах заострения, равных нулю, формообразование буртов заканчиваетс и они калибруются в канавках без сужения Q,v , после чего подвергается так же как и центральный бурт интенсивному охлаждению. При дальнейшей прокатке изделия уже три бурта служат средством фиксации заготовки в валках, предохраняющей ее от осевого смещения.
В секции V на торцы заготовки начинает действовать сила со стороны клиньев Су и DV за счет углов заострения J у. Под действием этой силы в той же последовательности образуются бочкообразные утолщения в зонах W j| и WP заготовки в пазах Ку. В канавках Р у, эти бочкообразные утолщения обжимаются канавочными клиньями
5
5
LY, и My, за счет углов заострения Л,, . Далее происходит калибровка этих буртов в канавках без сужения Qyi , и изделие выходит из зазора между валками через специальный разгрузочный паз, одновременно загружается новая заготовка.
Для предотвращения выпадания заготовки из зазора между валками она поддерживается в процессе прокатки специальными проводками (не показаны).
Когда валки выполняются без клиньев, а их силовое воздействие на торцы заготовок заменяется силовым давлением со стороны рабочих частей приводов с поступательными движения- Q ми, валки работают следующим образом.
Сразу после загрузки заготовки, когда она находится в секции 1 f, датчиком 11 вырабатывается сигнал, который через автоматическое управление схемой привода подает команду на включение гидроцилиндров 4 и 5. Гидроцилиндры штоками 6 и 7 одновременно начинают воздействовать на торцы вращающейся в валках заготовки 3 через свободно вращающиеся рабочие части 8 и 9. Под .действием этих сил заготовка начинает деформироваться. Пластической деформации подвергается центральная нагретая часть заготовки, которая в этот момент находится в зоне паза для свободного истечения металла Kj. Величина хода штоков 6 и 7 гидроцилиндров 4 и 5 рассчитывается таким образом, чтобы в процессе сжатия заготовки в пазу V. вошло такое количество металла, которого бы с запа.сом хватило на образование бурта при последующих формоизменениях. Количество вошедшего в паз металла может регламентироваться также размерами самого паза. В этом случае усилие гидроцилиндров 4 и 5 тарируется на граничное усилие, обеспечивающее заполнение всего объема паза металлом и гарантирующее при этом отсутствие поломок механизмов от избыточного давления.
При дальнейшем вращении валков образовавшееся в-пазу К утолщение входит в суживающуюся канавку Р(, , где это утолщение обжимается канавочными клиньями L (I и М (, за счет угла
0
5
0
5
0
5
заострения ft|, . В этот момент за счет прекращения вьщачи сигнала от датчика 11 давление на торцы заготовки со
стороны гидроцилиндров А и 5 синиа- ется.
Излишек металла вытесняется из суживающейся канавки и заготовка в это время удлиняется. При ft|, 0 формообразование бурта заканчивается и он калибруется в канавке без сужения Q,|, после чего подвергается при надобности охлаждению.
В секции III датчиком 12 вырабатывается сигнсоп на рабочее включение гидроцилиндров 4 и 5, и они через свои штоки 6 и 7 и свободно вращающиеся рабочие части 8 и 9 вновь начинают сжимать с торцов заготовку 3. Поскольку в этот момент локально нагретые части находятся в зонах пазов Kjij , то эти части начинают расширяться и заполнять пазы, которые тоже рассчитаны на прием объема металла с запасом. В суживающихся канавках Pjy из этого металла образуются урты путем его обжатия канавочными клиньями LH/ и MIV за счет углов заострения ftiy. Излишек металла также уходит на удлинение заготовки. При 0 0 формообразование буртов заканчивается, и они калибруются в канавках без сужения Q(y , после чего подвергаются охлаждению.
, В секции V датчиком 13 вырабатывается очередной сигнал на рабочее включение гидроцилиндров 4 и 5. Бурты в пазах Ку, а затем в суживающихся канавках Ру, и канавках без сужения QVI образуются аналогично.
. Валок, который формирует бурты с последовательностью, начиная с одного периферийного и кончая другим периферийным буртом, работает следующим образом.
В секции 1 датчиком 11, а в секции Ш датчиком 12, далее в секциях V датчиком 13, в секции VII датчиком 14 и в секции IX датчиком 15 вырабатываются сигналы, которые через автоматическое управление схемой привода подают команду на включение гидроцилиндра 5. Гидроцилиндр штоком 7 через свободно вращающийся наконечник 9 воздействует на торец заготовки 3. Под действием этих сил заготовка формируется в соответствующих секциях и в пазах К,, Кц, , К, К,, и К|у накапливается металл в виде бочкообразных утолщений. От осевого смещения заготовка удерживается упором 16. Эти бочкообразные утолщения также
0
5
0
5
0
5
0
5
0
5
вслед друг за другом обжимаются в суживающихся канавках Рц ,, Рц , Ру| , Рун и Pj( за счет канавочных клиньев L II - L J, и М II - Mj(, при помоп(и углов заострения Ац - ft)( . Далее в такой же последовательности происходит калибровка этих буртов в канавкау без су- жения QH - Oj( и изделие выходит из зазора между валков через специальньш разгрузочный паз. Такой же валок, но снабженный дополнительными клиньями :, расположенными на нечетных секциях, работает следуюпц м образом.
В секциях I,III,V,VII и IX заготовка обжимается клиньями С ( - С|у за счет углов заострения на клиньях
- l 1Х У i У|Х счет этого обжатия заготовка укорачивается по длине, а в пазах К(-Кд образуются бочкообразные утолщения, которые последовательно друг за другом обжимаются в суживающихся канавках P(|-Pjj канавочными клиньями LII - L и МII - М jy при помощи углов заострения Ац (Ьх- а- тем образовавшиеся бурты в той же последовательности калибруются в канавках без сужения (), - Q )у
На этом валке осевое сжатие на заготовку производится только со стороны клиньев DI-D |уJ а клинья С,-С, не имея углов заострения, удерживают заготовку от осевого смешения.
Валки с выполненными на них канавками с калибрующими частями с увеличенной шириной работают так же как и валки с канавками, имегацими обычные калибрующие части. Образовавшиеся бурты не соприкасаются с калибрующими частями канавок до конца процесса.
Изобретение обеспечивает расширение технологических возможностей за счет возможности получения на заготовках более двух буртов, путем снабжения валков дополнительными секциями и выполнения механизмов для создания сжимающих усилий с учетом вытяжки изделия.
Формирование буртов последовательно по одному от одного торца заготовки к другому обеспечивает по сравнению с симметричным формованием удвоенного количества буртов повышение качества за счет повышения точности линейных размеров изделия.
Выполнение валков с канавками, имеющими калибрующие части увеличенной ширины для вхождения в них готовых буртов без контакта с их стенками, обеспечивает повышение качества путем предотвращения их смятия после формирования. Выполнение механизма дпя создания сжимающих усилий в виде пары гидроцилиндров снижает требования к заготовке, касающиеся перпендикулярности торцов заготовки к ее оси.
Формула изобретения
1, Валок для получения буртов на заготовках, имекщих форму тел вращения, содержащий основную пару секций с размещенными на четной секции канавками с формующими частями, суживающимися по направлению прокатки,, и с размещенными на нечетной секции пазами, сопряженными с канавками, и механизмом для создания сжимающих усилий на заготовку, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения возможности получения на заготовке более Двух буртов он снабжен дополнительными секциями, одна из которых расположена перед основной парой секций, при этом на четных дополнительных секциях выполнены дополнительные канавки с конфигурацией, соответствующей конфигурации канавок основной секции, на нечетных дополнительных секциях выполнены дополнительные пазы, сопряженны с соответствующими дополнительными канавками, и дополнительные механизм для создания сжимающих усилий, а калибрующие части канавок и дополнительных канавок выполнены соответственно на протяжении всех последующих секций, включая последнюю.
2. Валок поп,1, о тличаю- щ и и с я тем, что дополнительный паз и дополнительная канавка на до
5
0
o
5
0
5
0
концах секций, при этом начало каждого из клиньев, размещеЯных у одного из торцов валка, сдвинуто по направлению к торцам валка относительно конца соответствующего клина предыдущей пары на величину вытяжки изделия.
4.Валок по пп.1-3, отличающийся тем, что пары клиньев выполнены симметрично относительно оси симметрии развертки валка.
5.Валок по пп.1иЗ, отличающийся тем, что, с целью повышения качества, дополнительный паз и дополнительная канавка, размещенные перед основной парой секций, расположены со смещением к одному из торцов валка, а пазы и канавки основной пары секций и дополнительные пазы и дополнительные канавки на последующих дополнительных парах секций смещены один относительно другого- и относительно канавки дополнительной пары секций, расположенной перед основной парой секции, в направлении
к противоположному торцу валка.
6.Валок по пп.1,3,5, о т л и - чающийся тем, что он снабжен дополнительными клиньями, установленными на четных секциях у торца валка, в направлении которой смещены дополнительный паз и дополнительная канавка, размещенные перед основной парой секций, при этом дополнительные клинья установлены параллельно оси симметрии развертки валка, а клинья, размещенные на нечетных секциях, установлены также параллельно оси симметрии развертки и сопряжены с , дополнительными клиньями на нечетных секциях.
7.Валок по пп.1 и2, отличающийся тем, что механизм для создания сжимающих усилий выпол


| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для получения буртов на заготовках,имеющих форму тел вращения | 1980 |
|
SU965577A2 |
| Валок для получения буртов на заготовках, имеющих форму тел вращения | 1978 |
|
SU780938A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Прокатная клеть с многовалковым калибром | 1986 |
|
SU1340842A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |







Изобретение относится к обработке металлов давлением, в частности к поперечноклиновой прокатке профильных изделий. Цель изобретения - расширение технологических возможностей, за счет обеспечения получения на заготовке более двух буртов. Валок выполнен их 1, II, III, IY, Y, YI. На четных секциях размещены канавки, имеющие формующие суживающиеся части PI-YI, образованные канавочными клиньями LI-YI и MI-YI для истечения в них нагретого в районе пазов металла и механизмы для создания сжимающих усилий. Механизмы для создания сжимающих усилий могут быть выполнены в виде пар клиньев CI-YI DI-YI, расположенных на противоположных торцах заготовки. Расстояние между клиньями выполнено с учетом вытяжки изделия. Эти механизмы могут быть выполнены в виде пары гидроцилиндров, что снижает требование к заготовке, касающееся перпендикулярности торцов заготовки к ее оси. Калибрующие части канавок могут быть выполнены с увеличенной шириной для вхождения в них готового бурта без контакта с их стенками. Это исключает их смятие после формирования. Канавки и пазы могут быть расположены симметрично относительно оси симметрии развертки валка. Это позволяет формировать удвоенное количество буртов. Канавки и пазу могут располагаться последовательно по одному, начиная от одного торца заготовки и кончая другим. Это позволяет повысить качество изделий за счет повышения точности их линейных размеров. Нагретая в зонах пазов KI-YI заготовка прокатывается между валками. В пазы под действием сжимающих усилий клиньев CI-YI и DI-YI истекает металл. Собранный в пазах металл обжимается канавочными клиньями LI-YI и MI-YI, формуется в бурты, в формующей части канавки PI-YI. Затем бурты калибруются в калибрующей части канавки QI-YI и на протяжении всех последующих секциях, включая последнюю. 8 з.п. ф-лы. 10 ил.
полнительной паре секций, расположен- д ней в виде пары гидроцилиндров со
ной перед основной парой секций, выполнены по оси симметрии развертки
.валка, а пазы и канавки основной секции и дополнительные пазы и дополнительные кана:вки на последующих дополнительных секциях смещены симметрично относительно оси симметрии развертки и один относительно другого по нап.равлению к торцам валка.
50
55
штоками, каждый из которых располо у соответствующего торца валка, пр этом на штоках гидроцилиндров уста новлены с возможностью свободного вращения рабочие части.
0
5
штоками, каждый из которых расположен у соответствующего торца валка, при этом на штоках гидроцилиндров установлены с возможностью свободного вращения рабочие части.
установленного у противоположногония качества, калибрующие части канаторца валка, при этом на штоке гидро-вок и дополнительных канавок, распоцилиндра установлена с возможностьюложенных соответственно на протяжении
свободного вращения рабочая часть.всех последующих секций, включая пос леднюю, выполнены с шириной, большей
щ и и с я тем, что, с целью повыше-и дополнительных канавок.
Б В
Г
Д
Д д
И
И
Н
%
В В
г
д
/УГ
и
к
Фаг. 1
р
3
V ,, г . V . . .V . . I L 1C L |.СЛ ILL.,.
щ
Фиг. 2
2
л-д
ss
Фиг.д
5
Фиг. 6
Фиг. 7
Г4
«
Фиг. 9
IS
| Валок для получения буртов на заготовках,имеющих форму тел вращения | 1980 |
|
SU965577A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
