Изобретение относится к области кузнечного производства, а именно к способам изготовления ковкой прямоугольных в сечении поковок.
Цель изобретения - повышение коэффициента использования материала.
На фиг. 1 изображен исходный слиток; на фиг. 2 - сбиллетированная на прямоугольник поковка на фиг. 3 разрубленная поковка; на фиг. 4 - то же, при окончательной протяжке; на фиг. 5 - готовые поковки после отрубки прибыльной и донной частей.
Способ изготовления поковок прямоугольного сечения осуществляют следующим образом.
После нагрева из прибыльной части 1 слитка 2 формируют цапфу. В дальнейшем ковку ведут в два этапа. На предварительном этапе осуществляют . протяжку с кантовками на прямоугольное сечение 3. Затем производят рубку от донной до прибыльной части заготовки по ее продольной оси. При- бЪшьную часть 1 оставляют неразрубленной в виде перемычки 4. В процессе охлаждения на воздухе; и нагрева в печи на вновь образованных поверхностях 5 и 6 образуется окалина. На окончательном этапе заготовку протягивают на поковочные размеры с началом обжатий по нерубленным граням
7и 8. После этого осуществляют отрубку донной и прибыльной частей.
8результате из одного слитка 2 получают две прямоугольных в поперечном сечении поковки 9 и 10.
Изготовление на первом этапе протяжки прямоугольной в сечении заготовки обеспечивает деформирование исходной структуры внут1)и заготовки и требуемую перед рубкой форму. Перемычка 4 обеспечивает при окончательной протяжке одновременное деформирование полученных продольной рубкой заготовок. Образование на поверхностях 5 и 6 окалины предотвращает их сваривание на окончательном этапе протяжки. Начало деформировани по нерубленным граням 7 и В обусловлено необходимостью сохранения окалины между внутренними поверхнос
5
0
5
0
5
0
5
0
тями 5 и 6 заготовки на первых проходах .
Экономия металла при использований предлагаемого способа ковки одновременно двух поковок из одного слитка достигается за счет меньшего отхода на прибыльную и донную части, чем при использовании двух слитков на две поковки.
Пример. Слиток массой 30 кг из стали 40Х откован на молоте с весом подающих частей 1 т. Нагретый до 1150°С слиток протягивают на прямоугольную заготовку с размером поперечного сечения 100x130 мм, разрубают вдоль по большей стороне до прибыльной части.
После образования слоя окалины на вновь образованных поверхностях (время выдержки в печи 40 мин) заготовку протягивают на общий размер поперечного сечения 30x110 мм и отрубают донную и прибыльную части. Получают две поковки размерами 13x120x900 мм и массой 12,3 кг каждая.
Изготовление такой поковки известным способом невозможно из-за потери устойчивости поковки, что требует увеличения припуска на меньшую сторону. Это ведет к увеличению веса поковки и расхода металла.
Формула изобретения
Способ изготовления поковок прямоугольного сечения, включающий форI
мообразование цапфы из прибыльной части слитка, предварительную протяжку с кантовками на прямоугольник и окончательную протяжку с кантовками до поковочных размеров, рубку донной и прибьшьной частей, отличающийся тем, что, с целью повьшения коэффициента использования материала, перед окончательной протяжкой заготовку разделяют вдоль продольной оси по меньшей мере, на две части, начиная от донной части до прибыльной, затем перед окончательной протяжкой полуфабрикат кантуют на 90 и обжимают.
(риг.1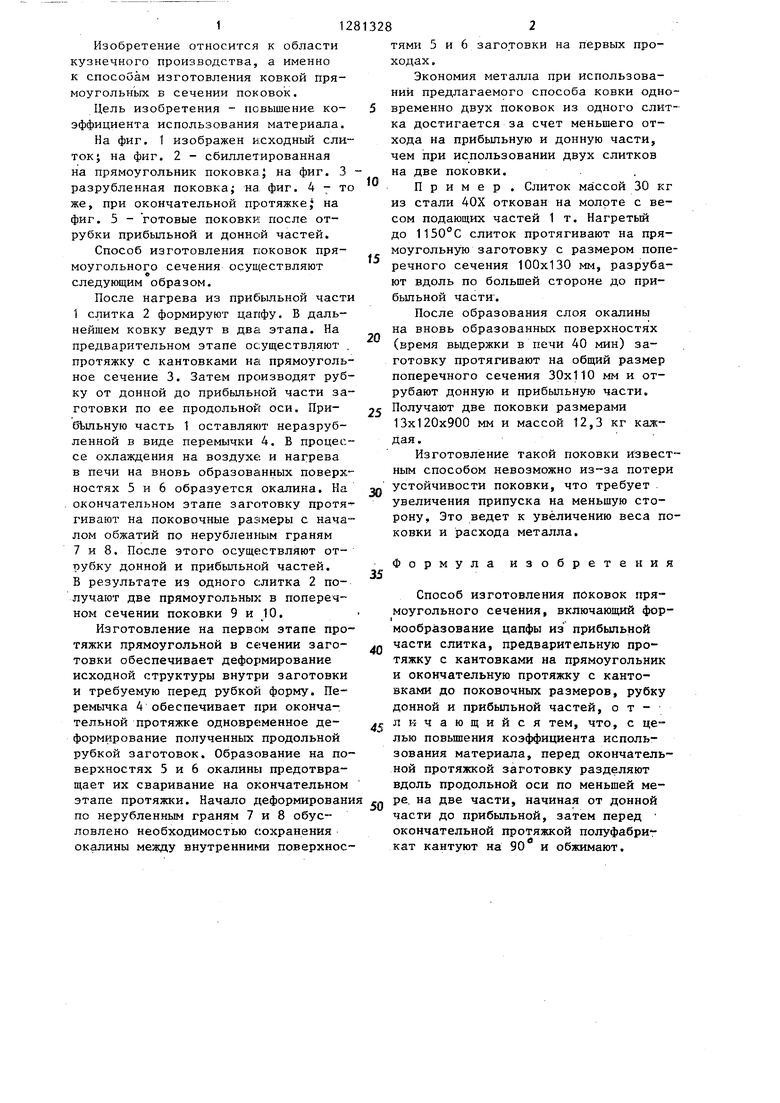
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ ковки слитков | 1979 |
|
SU804161A1 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗДЕФЕКТНЫХ ПОКОВОК ДЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА РОТОРОВ ИЛИ ВАЛОВ | 2005 |
|
RU2302921C2 |
Изобретение относится к области кузнечного производства, а именно к способам изготовления ковкой прямоугольных в сечении поковок. Целью изобретения является экономия металла. Из прибыльной части нагретого слитка формируют цапфу. Ковку ведут в два этапа. На предварительном этапе осуществляют протяжку с кантовка- ми на прямоугольное сечение. Между этапами производят рубку от донной до прибыльной частей заготовки по ее продольной оси, оставляя прибыльную часть заготовки недорубленной в виде перемычки. На окончательном этапе заготовку протягивают на поковочные -размеры с началом обжатий по нерубленным граням. После рубки донной и прибыльной частей получают одновременно две прямоугольные в сечении заготовки. Способ позволяет получать поковки с соотношением сторон поперечного сечения поковки больше, чем 1:5, которые невозможно получить традиционным способом. 5 ил. с iS (Л t 00 оо to 00
т
фиг. г
фиг.З
6 5
ас
сьс
ВНИИПИ Заказ 7189/8 Тираж |582Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
физЛ
(
| Охрименко Я.М | |||
| Технология куз- нечно-штамгювочного производства .- М.: Металлургия, 1966, с | |||
| Катодное реле | 1921 |
|
SU250A1 |
