Изобретение относится к строительной индустрии, в частности к производству железобетонных напорных виброгидропрессован-ных труб.
Цель изобретения - повышение качества труб путем исключения образования трещин при их распалубке.
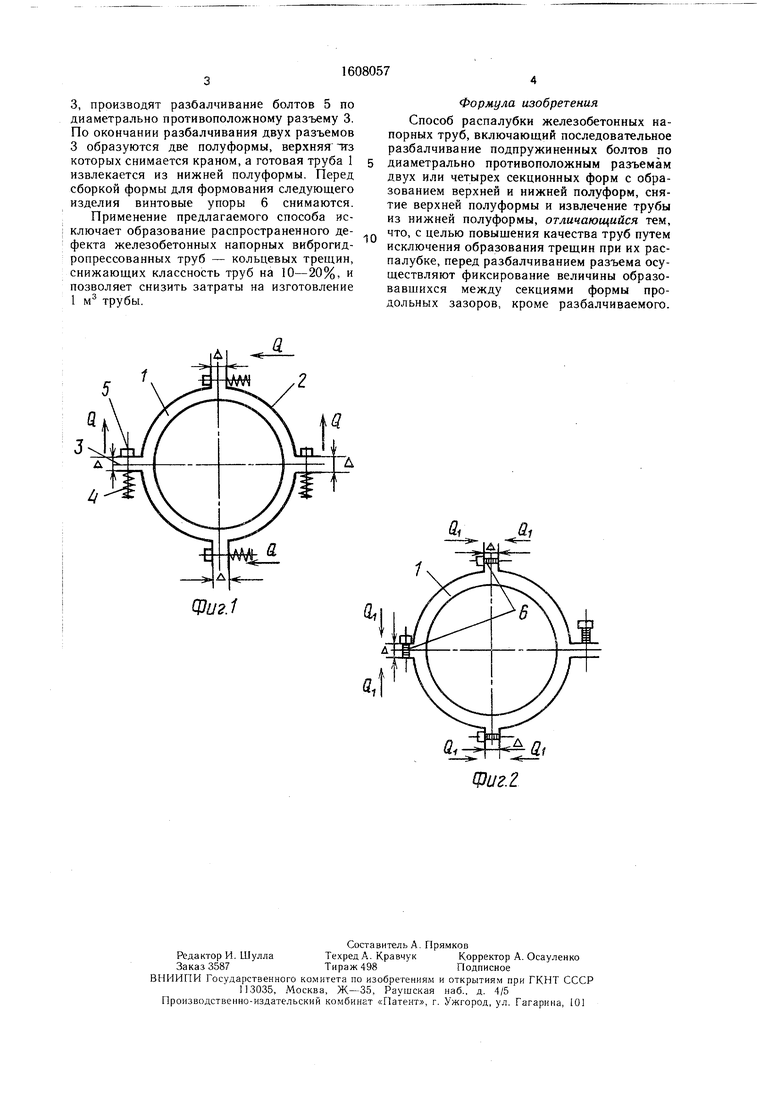
На фиг. 1 показано положение секций формы после изготовления трубы; на фиг. 2 - места установки фиксаторов в разъемах секций формы.
Способ распалубки железобетонных напорных труб осуществляется следующим образом.
При изготовлении напорной трубы 1 методом гидропрессования происходит радиальное перемещение секций 2 формы с образованием зазора Д в разъемах 3 и обжатие пружин 4 подпружиненных болтов 5 с созданием сжимающего усилия Q.
После сброса давления гидропрессования усилия Q в болтах 5, первоначально возникшне как реакции на действие давления, превращаются в активные упругие силы Qi, действующие через секции 2 формы на тонкую стенку изготовленной трубы 1.
При последовательном разбалчивании болтов 5 нарушается равновесное напряженное состояние секций 2 формы 1, в результате происходит ее скручивание и возникновение осевых растягивающих усилий со стороны формы на трубу 1, а также создание изгибающих моментов, разрушающих трубу.
Для исключения значительных нагрузок от деформаций формы на трубу 1 перед ее распалубкой осуществляется фиксирование образовавшегося зазора А, например, посредством винтового упора 6 или клина, за исключением того разъема 3, по которому производится разбалчивар1ие подпружиненных болтов 5.
После снятия болтов 5 по одному разъему 3, не снимая винтовых упоров 6, т. е. не уменьшая зазора Д на остальных разъемах
О5
о
СХ)
о
СП
3, производят разбалчивание болтов 5 по диаметрально противоположному разъему 3. По окончании разбалчивания двух разъемов 3 образуются две полуформы, верхняя ттз которых снимается краном, а готовая труба 1 извлекается из нижней полуформы. Перед сборкой формы для формования следующего изделия винтовые упоры 6 снимаются. Применение предлагаемого способа исключает образование распространенного дефекта железобетонных напорных виброгид- ропрессованных труб - кольцевых трещин, снижающих классность труб на 10-20%, и позволяет снизить затраты на изготовление 1 м трубы.
0
Формула изобретения
Способ распалубки железобетонных напорных труб, включающий последовательное разбалчивание подпружиненных болтов по диаметрально противоположным разъемам двух или четырех секционных форм с образованием верхней и нижней полуформ, снятие верхней полуформы и извлечение трубы из нижней полуформы, отличающийся тем, что, с целью повыщения качества труб путем исключения образования трещин при их распалубке, перед разбалчиванием разъема осуществляют фиксирование величины образо- вавщихся между секциями формы продольных зазоров, кроме разбалчиваемого.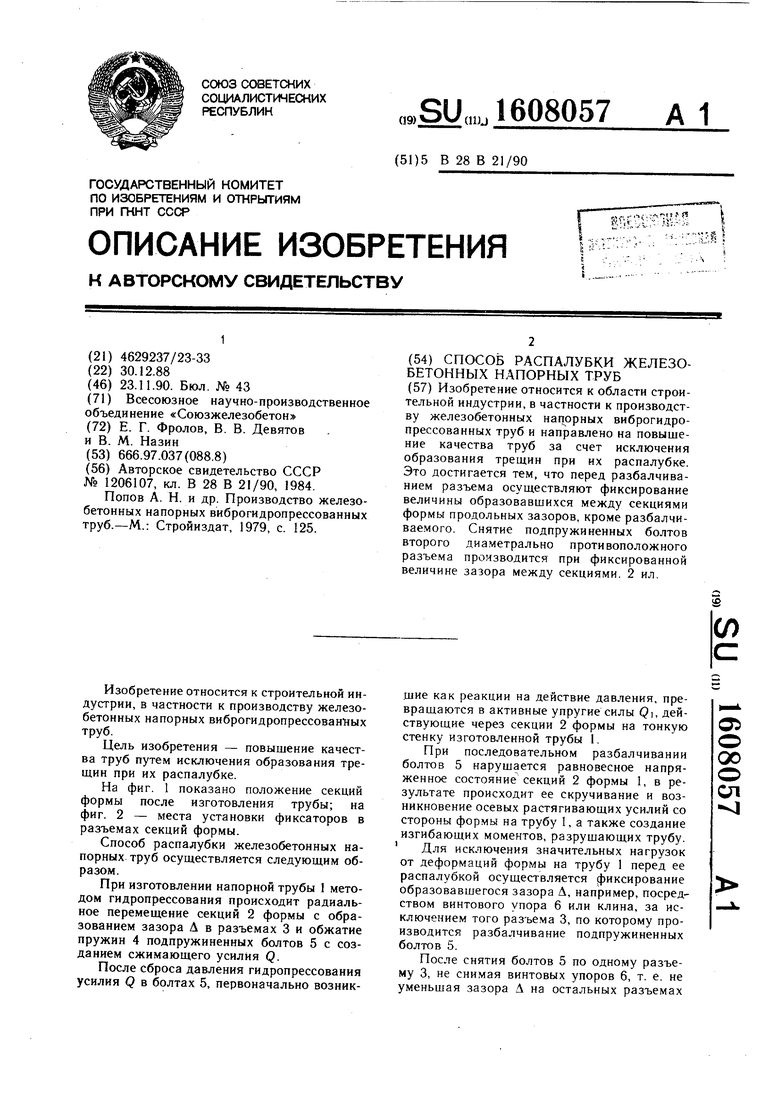
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ распалубки виброгидропрессованных труб из бетонных смесей | 1989 |
|
SU1673465A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Способ распалубки армированных виброгидропрессованных раструбных труб из бетонных смесей | 1987 |
|
SU1577976A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ С МЕТАЛЛИЧЕСКИМ ЦИЛИНДРОМ | 1991 |
|
RU2005599C1 |
| Форма для изготовления вибро-гидропрессованных труб | 1982 |
|
SU1052391A1 |
| Способ изготовления напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU996213A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1987 |
|
SU1502351A1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
Изобретение относится к строительной индустрии, в частности к производству железобетонных напорных виброгидропрессованных труб, и направлено на повышение качества труб за счет исключения образования трещин при их распалубке. Это достигается тем, что перед разбалчиванием разъема осуществляют фиксированные величины образовавшихся между секциями формы продольных зазоров, кроме разбалчиваемого. Снятие подпружиненных болтов второго диаметрально противоположного разъема производится при фиксированной величине зазора между секциями. 2 ил.
Ц3и2.1
и,
U1
| Манипулятор для открывания замков формы при распалубке трубчатых изделий из бетонных смесей | 1984 |
|
SU1206107A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Попов А | |||
| Н | |||
| и др | |||
| Производство железобетонных напорных виброгидропрессованных труб.-М.: Стройиздат, 1979, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
