Изобретение относится к электродуговой сварке неплавящимся электродом и может быть использовано при создании, сварочных горелок.
Целью изобретения является обеспечение надежности фиксации неплавящегося электрода, упрощение конструкции сварочных горелок и уменьшение их габаритов.
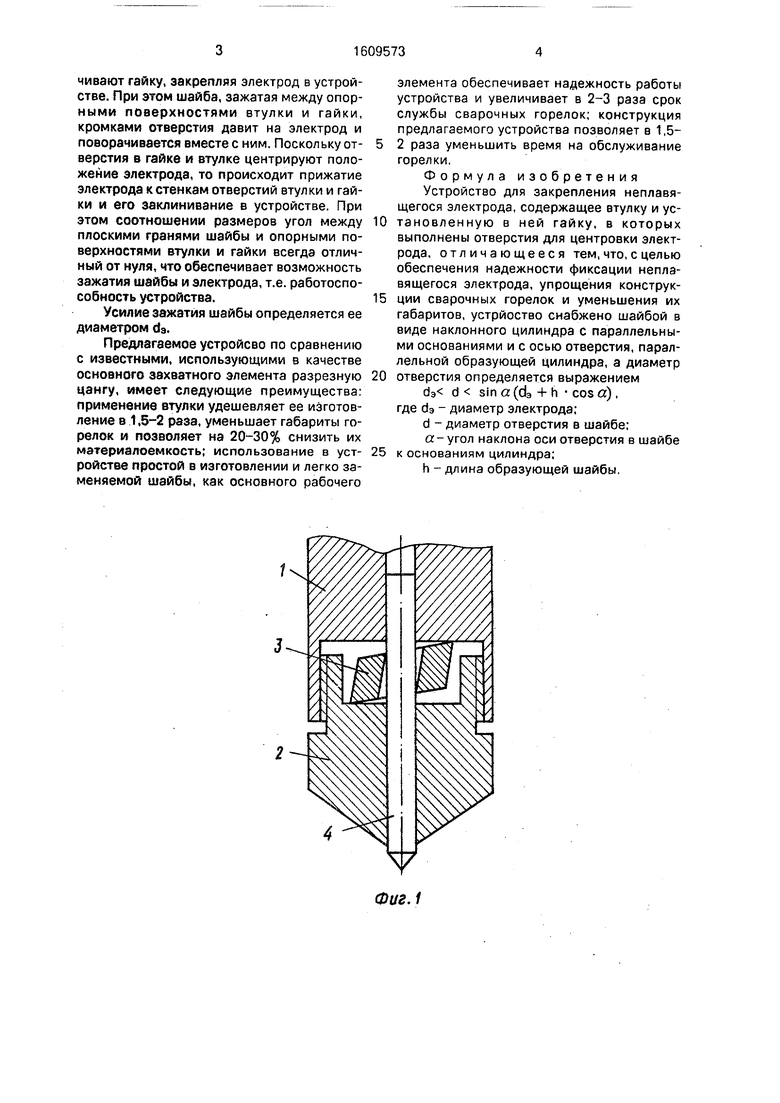
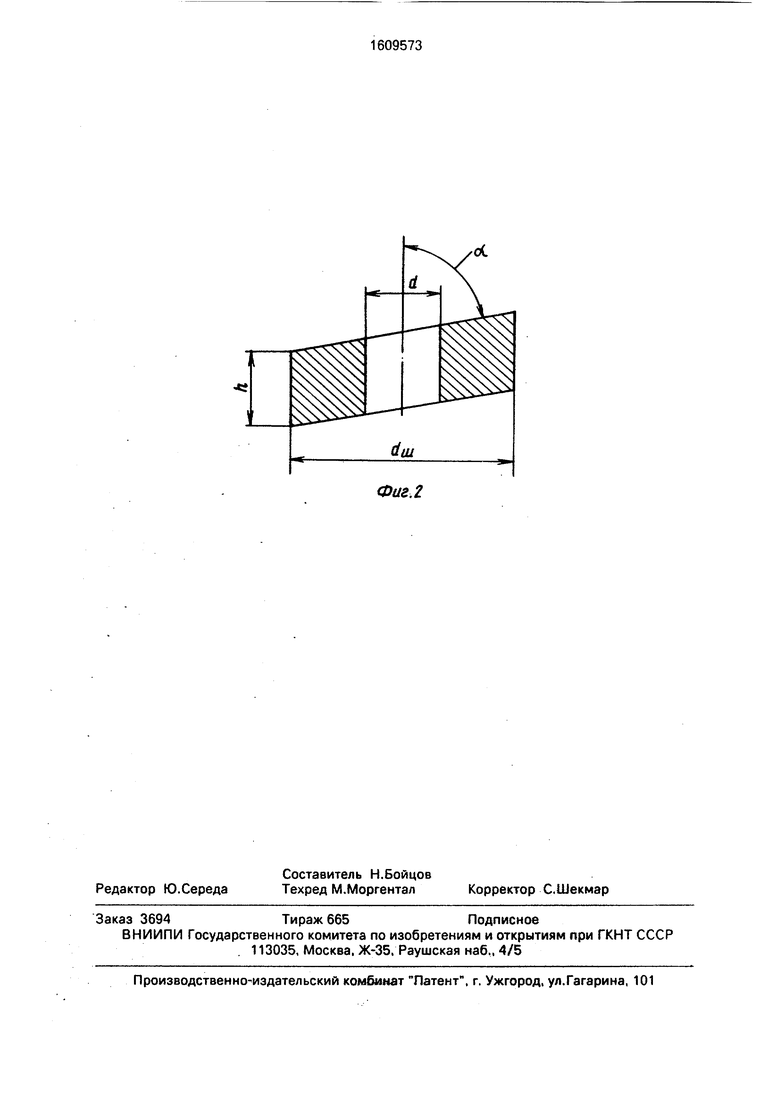
На фиг. 1 схематично представлено предлагаемое устройство для зажатия неплавящегося электрода; на фиг. 2 - шайба.
Устройство (фиг. 1) состоит из втулки 1. ввинчивающейся в нее гайки 2 и шайбы 3, в отверстия которых вставляется неплавящийся электрод 4. Шайба 3 выполнена в виде наклонного цилиндра с параллельными основаниями и с осью отверстия параллельной образующей цилиндра, а диаметр отверстия шайбы (фиг. 2) определяется соотношением
da d sin а (da -Ь h cos a), где da - диаметр электрода;
d - диаметр отверстия в шайбе;
h - длина образующей шайбы;
а- угол наклона оси отверстия в шайбе к основаниям цилиндра.
Устройство работает следующим образом.
Шайбу 3 устанавливают в полость гайки 2 и слегка ввинчивают гайку в втулку 1. В отверстие гайки вставляют электрод 4. пропуская его сквозь шайбу в отверстие втулки. При незажатой шайбе электрод свободно движется внутри устройства. Затем завиню ел со
чивают гайку, закрепляя электрод в устройстве. При этом шайба, зажатая между опорными поверхностями втулки и гайки, кромками отверстия давит на электрод и поворачивается вместе с ним. Поскольку от- верстия в гайке и втулке центрируют положение электрода, то происходит прижатие электрода к стенкам отверстий втулки и гайки и его заклинивание в устройстве. При этом соотношении размеров угол между плоскими гранями шайбы и опорными поверхностями втулки и гайки всегда отличный от нуля, что обеспечивает возможность зажатий шайбы и электрода, т.е. работоспособность устройства.
Усилие зажатия шайбы определяется ее диаметром da.
Предлагаемое устройсво по сравнению с известными, использующими в качестве основного захватного элемента разрезную цангу, имеет следующие преимущества: применение втулки удешевляет ее изготовление в 1,5-2 раза, уменьшает габариты горелок и позволяет на 20-30% снизить их материалоемкость; использование в уст- ройстве простой в изготовлении и легко заменяемой шайбы, как основного рабочего
элемента обеспечивает надежность работы устройства и увеличивает в 2-3 раза срок службы сварочных горелок; конструкция предлагаемого устройства позволяет в 1,5- 2 раза уменьшить время на обслуживание горелки.
Формула изобретения
Устройство для закрепления неплавящегося электрода, содержащее втулку и ус- тановленную в ней гайку, в которых выполнены отверстия для центровки электрода, отличающееся тем, что, с целью обеспечения надежности фиксации неплавящегося электрода, упрощения конструкции сварочных горелок и уменьшения их габаритов, устрйоство снабжено шайбой в виде наклонного цилиндра с параллельными основаниями и с осью отверстия, параллельной образующей цилиндра, а диаметр отверстия определяется выражением
d3 d sin а (dg -f h cos a), где da - диаметр электрода:
d - диаметр отверстия в шайбе;
о:-угол наклона оси отверстия в шайбе к основаниям цилиндра;
h - длина образующей шайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Способ вырезки сквозных цилиндрических отверстий | 1988 |
|
SU1634389A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для сварки неплавящимся электродом | 1991 |
|
SU1814602A3 |
| ЭЛЕКТРОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОЙ УСТАНОВКИ | 2004 |
|
RU2287413C2 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2318642C1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
Изобретение относится к электродуговой сварке неплавящимся электродом и может быть использовано при создании сварочных горелок. Цель изобретения - обеспечение надежности фиксации неплавящегося электрода, упрощение конструкции и уменьшение габаритов сварочных горелок. Устройство для закрепления неплавящегося электрода содержит в качестве захватного элемента шайбу 3 в виде наклонного цилиндра с параллельными основаниями. В шайбе 3 имеется отверстие, ось которого параллельна образующей цилиндра. Диаметр D отверстия определяется соотношением DэΔ*98SINΑ(Dэ+H.COSΑ) в зависимости от диаметра Dэ неплавящегося электрода 4, длины H образующей шайбы и угла α наклона оси отверстия в шайбе к ее основаниям. Заклинивание электрода 4 происходит при зажатии шайбы между втулкой 1 и гайкой 2, имеющими отверстия для его центровки. 2 ил.
Фиг.1
Фиг.2
| Лебедев В.А. | |||
| Никитченко В.П | |||
| Захваты для импульсной подачи электродной проволоки | |||
| - Автоматическая сварка, 1984 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Патент США №4461948, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
