Изобретение относится к переработке порошковых материалов и может быть использовано в пьезотехнике при производстве изделий из пластифицированных полимерами пьезокерамик (пьезокомпозитов).
Цель изобретения - обеспечение изготовления таблеток стабильной плотности из пьезокерамики, пластифицированной полимерами.
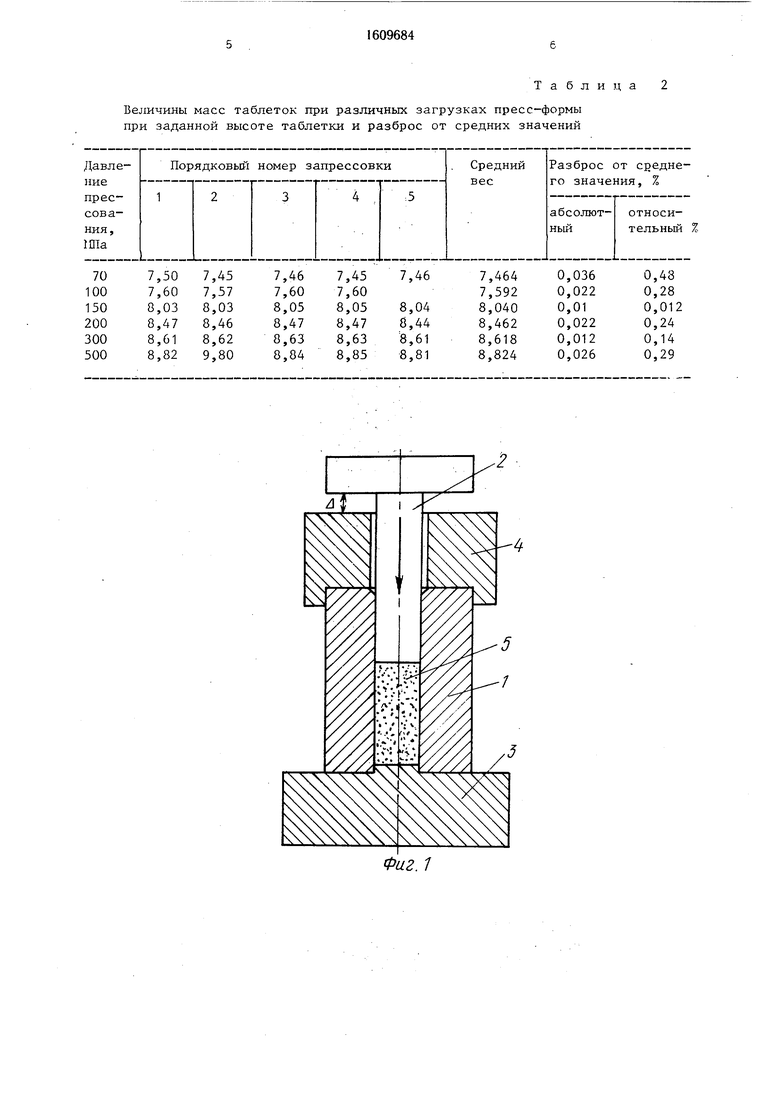
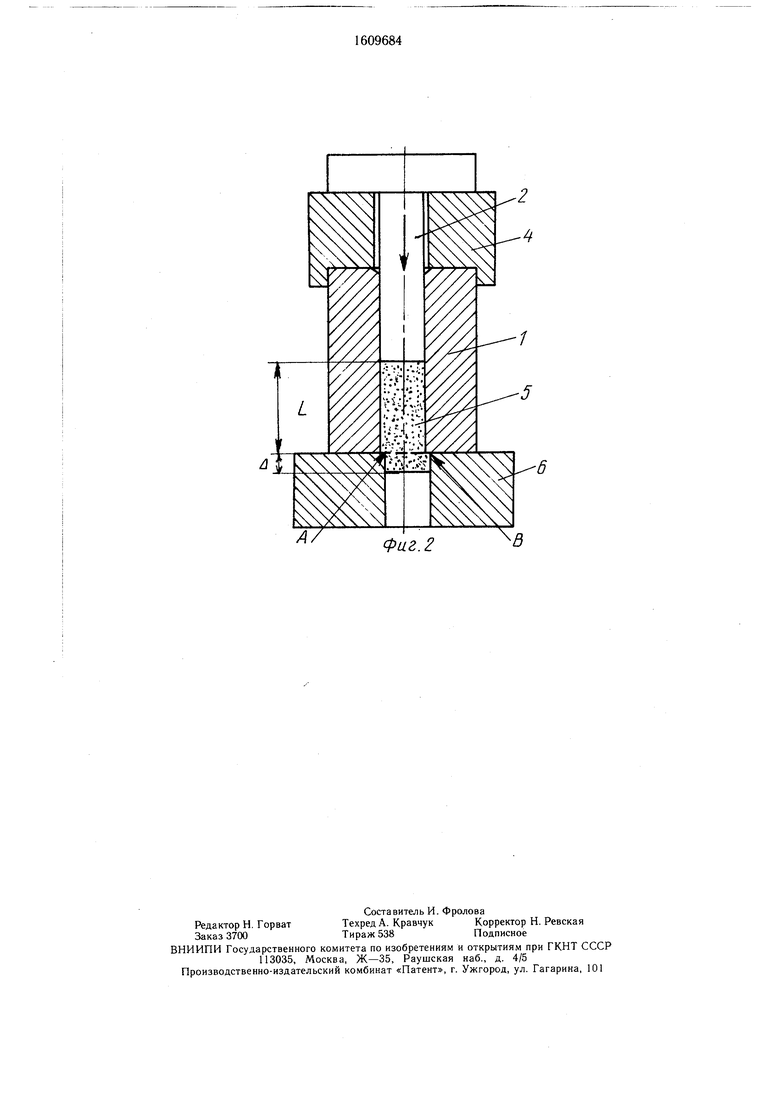
На фиг. 1 представлена пресс-форма в положении прессования; на фиг. 2 - то же, в момент удаления излишков материала от спрессованной заготовки.
Пресс-форма для осуществления способа состоит из матрицы 1 в виде втулки, подвижного 2 и неподвижного 3 пуансонов, опорной втулки 4. Кроме того, пресс- форма снабжена распрессовочным кольцом 5 с режущими кромками, причем отверстие кольца соответствует диаметру полости матрицы.
Способ формования таблетки осуществляют следующим образом.
В полость матрицы 1 засыпают дозированное количество порошкообразного материала, .масса которого превышает массу таблетки, затем производят одностороннее прессование заданным давлением материала путем перемещения подвижного пуансона 1. После прессования нижний пуансон 2 убирают, матрицу устанавливают на расспрес- совочное кольцо соосно ему и осуществляют частичное вталкивание заготовки путем перемещения подвижного пуансона в направлении прессования до получения в полости матрицы части заготовки, равной высоте готовой таблетки, и осуществляют удаление излишков путем отрезания вытолкнутой части заготовки, перемещая рас- прессовочное кольцо 6 относительно матрицы, которое режущими кромками срезает излишки заготовки. Затем перемещением
о: О сс
о:
ОС
4
подвижного пуансона 2 производят выталкивание из полости матрицы 1 готовой таблетки.
Уплотнение нижней торцовой части (вблизи неподвижного пуансона) зависит от стабильности дозы материала; чем больше доза, тем меньше уплотнение. При применении двухстороннего прессования зона нестабильной плотности располагается в cepej дине заготовки и при удалении торцовой части (это технически проще), может не обеспечиваться стабильность массы и механических свойств таблетки.
Предлагается применять одностороннее прессование и удалять после выталкивания заготовки после прессования торцовую часть заготовки, прилегающую к неподвижному пуансону. Это достигается выталкиванием части заготовки из полости формы, превышающей требуемую высоту таблетки, и ее отрезанием, щлифовкой или другими известными способами.
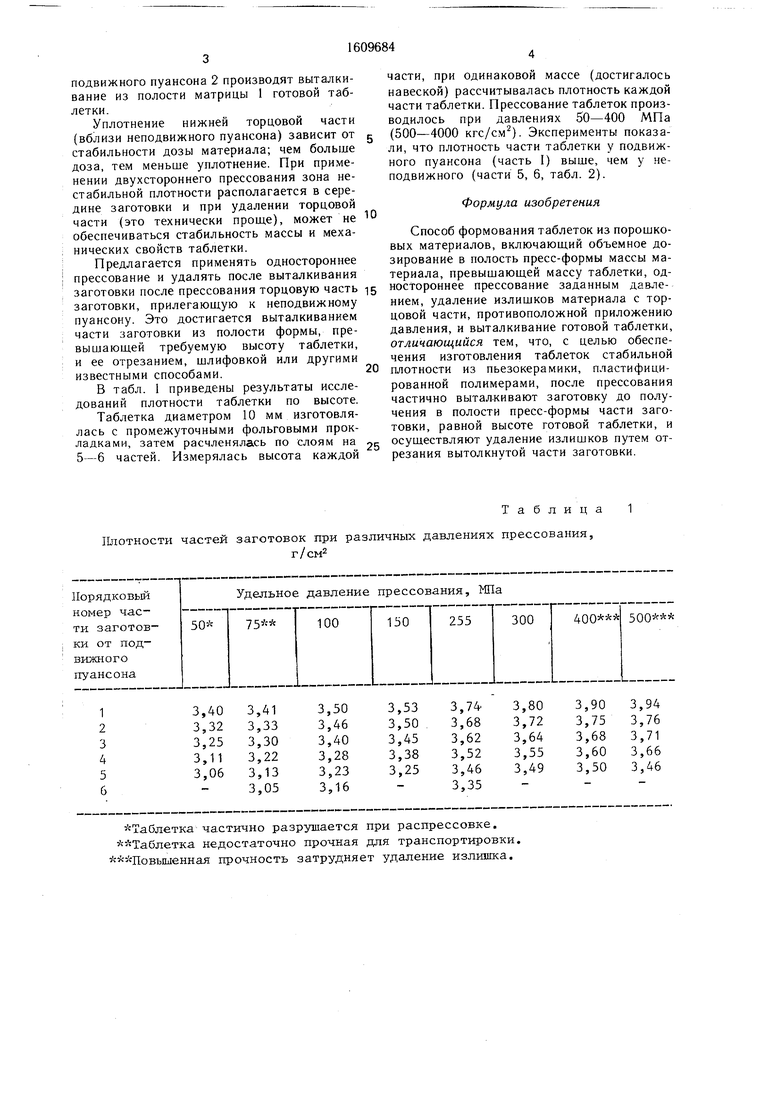
В табл. 1 приведены результаты исследований плотности таблетки по высоте.
Таблетка диаметром 10 мм изготовлялась с промежуточными фольговыми прокладками, затем расчленялась по слоям на 5-6 частей. Измерялась высота каждой
0
5
5
0
части, при одинаковой массе (достигалось навеской) рассчитывалась плотность каждой части таблетки. Прессование таблеток производилось при давлениях 50-400 МПа (500-4000 кгс/см). Эксперименты показали, что плотность части таблетки у подвижного пуансона (часть I) выше, чем у неподвижного (части 5, 6, табл. 2).
Формула изобретения
Способ формования таблеток из порошковых материалов, включающий объемное дозирование в полость пресс-формы массы материала, превышающей массу таблетки, одностороннее прессование заданным давлением, удаление излишков материала с торцовой части, противоположной приложению давления, и выталкивание готовой таблетки, отличающийся тем, что, с целью обеспечения изготовления таблеток стабильной плотности из пьезокерамики, пластифицированной полимерами, после прессования частично вытал-кивают заготовку до получения в полости пресс-формы части заготовки, равной высоте готовой таблетки, и осуществляют удаление излишков путем отрезания вытолкнутой части заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения керамических материалов на основе сложных оксидов АВО3 | 2019 |
|
RU2725358C1 |
| Роторный таблеточный пресс | 1989 |
|
SU1705124A1 |
| АВТОМАТ ДЛЯ ТАБЛЕТИРОВАНИЯ ВОЛОКНИСТЫХ ПРЕССМАТЕРИАЛОВ | 1973 |
|
SU361089A1 |
| Многогнездная пресс-форма для изготовления полимерных изделий с арматурой | 1986 |
|
SU1391916A1 |
| Способ формования таблеток изпОлиМЕРНОгО МАТЕРиАлА | 1979 |
|
SU823149A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Роторный таблеточный пресс | 1974 |
|
SU512929A1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1978 |
|
SU735411A1 |
| Пресс-инструмент для прессования кольцевых таблеток | 1973 |
|
SU517515A1 |
Изобретение относится к переработке порошковых материалов и может быть использовано в пьезотехнике и производстве изделий из пластифицированных полимерами пьезокерамик. Цель изобретения - обеспечение изготовления таблеток стабильной плотности из пьезокерамики, пластифицированной полимерами. Для этого в способе, включающем объемное дозирование в полость пресс-формы массы материала, превышающей массу таблетки, одностороннее прессование заданным давлением и удаление излишков материала с торцовой части, противоположной приложению давления, и выталкивание таблетки, после прессования частично выталкивают заготовку до получения в полости пресс-формы части заготовки, равной высоте готовой таблетки, и осуществляют удаление излишков путем отрезания вытолкнутой части заготовки. 2 ил., 2 табл.
Таблица 1
Плотности частей заготовок при различных давлениях прессования,
г/см
Таблетка частично разрушается при распрессовке. Таблетка недостаточно прочная для транспортировки. лААПовыыенная прочность затрудняет удаление излишка.
Величины масс таблеток при различных загрузках пресс-формы при заданной высоте таблетки и разброс от средних значений
70 00 50 00 00 00
7,50 7,60 8,03 8,47 8,61 8,82
7,45 7,57 8,03 8,46 8,62 9,80
7,46 7,60 8,05 8,47 8,63 8,84
7,45 7,60 8,05 8,47 8,63 8,85
Таблица
7,464 7,592 8,040 8,462 8,618 8,824
0,036
0,022
0,01
0,022
0,012
0,026
0,48
0,28
0,012
0,24
0,14
0,29
Фаг. 1
А/
Фиг. 2
| Способ таблетирования волокнистых термореактивных материалов | 1961 |
|
SU150612A1 |
| Солесос | 1922 |
|
SU29A1 |
