й/г./
Изобретение относится к машиностроению, в частности к конструкции кузнечно- гфессового машиностроения.
Цель изобретения -- новышение производительности.
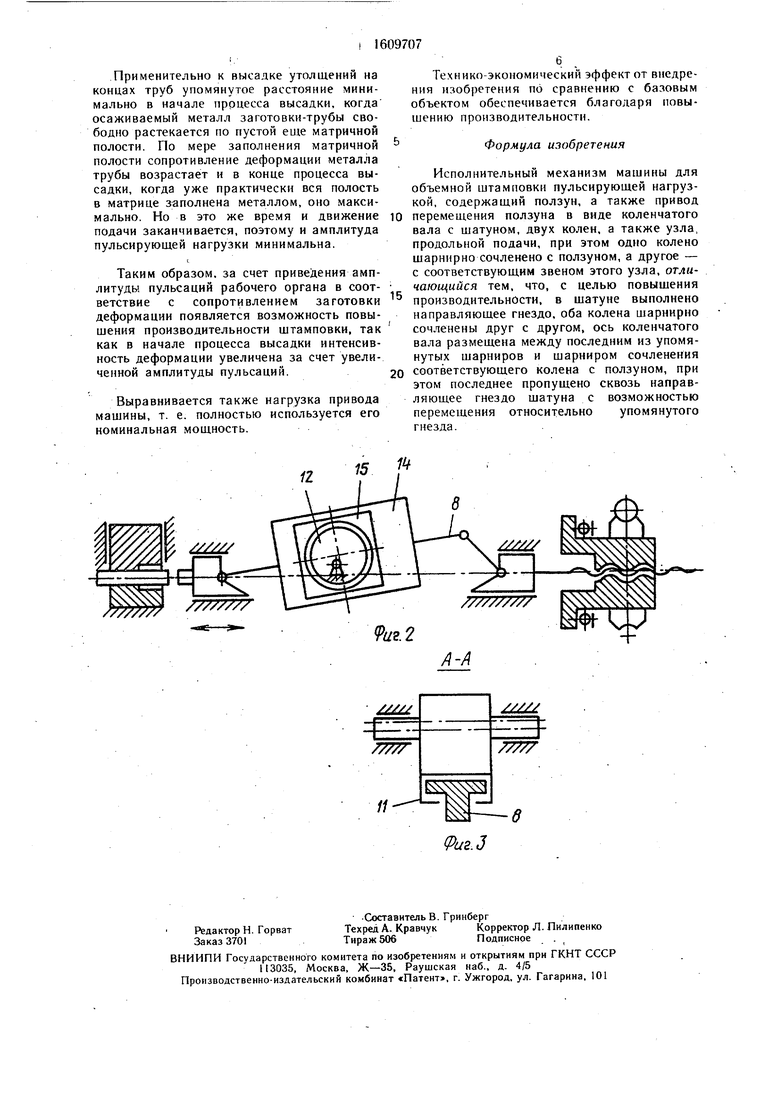
На фиг. 1 показан механизм, общий вид; на фиг. 2 - то же, с вариантом сочленения колена с шатуном; на фиг. 3 - разрез А-А на фиг. 1.
В станине 1 машины для объемной
штамповки пульсирующей нагрузкой смонтирована разъемная матрица 2 и исполнительный механизм с соответствующими приводами (не показаны).
Исполнительный механизм включает ползун 3, на котором жестко закреплен инструмент, например пуансон 4. Ползун 3 двухзвенным коленно-рычажным механизмом связан с подвижным звеном ;- винтом 5 - механизма продольной подачи инструмента. Подвижным звеном в данном случае является винт 5 винтовой передачи, гайка б которой зафиксирована от осевого перемещения и приводится во вращение червячной передачей 7. Механизм осевой подачи может быть также кулачковым - тогда подвижным звеном будет толкатель, или гидравлическим - тогда в качестве подвижного звена будет служить шток гидроцилиндра.
Коленно-рычажный механизм представляет собой два рычага (колена) 8 и 9, связанные менаду собой щарниром 10 (элементы 8-10 в совокупности образуют так назы- Баемый «ломающий рычаг). Колено 8 шар- нирно связано с ползуном 3, а колено 9 - с винтом 5.
Колено 8 имеет заведомо большую длину, чем колено 9 и с ним соединен узлом кинФматической связи 11 эксцентриковый приводной механизм 12. Колено 9 может иметь и равную с коленом 8 длину, если позволяют габариты машины.
Узел кинематической связи 11 представляет собой шатун, одна головка которого охватывает эксцентрик механизма 12, а другая, повернутая на 90° относительно первой, охватывает колено 8 с возможностью осевого скольжения последнего.
Конструктивно колено 8 может быть в поперечном сечении круглое, прямоугольное, тавровое или иное сечение. При тавровом сечении головкой щатуна может охватываться только верхний тавр (фиг. 3).
Коленно-рычажный механизм 8-10 в совокупности с эксцентриковым механизмом 11 и 12 составляют единый механизм для получения пульсирующего движения, обеспечивающего пульсирующую нагрузку пуансона 4 на обрабатываемую заготовку 13.
По другому варианту исполнения (фиг. 2) колено 8 выполнено с продольным пазом 14, а эксцентриковый механизм 12 расположен в этом пазу. В этом исполнении за счет цаза колено 8 имеет возможность осевого перемещения относительно механизма 12, функции узла связи 11 в этом случае выполняют продольные направляющие паза 14 в сочетании с кулисным камнем 15 (колено 8 в этом случае есть не что иное, как кулиса).
Исполнительный механизм работает следующим образом.
После зажима заготовки 13 в матрице 2 пуансону 4 придается пульсирующее движение. Для этого приводится во вращение эксцентрик механизма 12, в результате чего связанный с ним коленно-рычажный механизм 8 и 9 соверщает поперечные колебания («изломы в шарнире 10 с частотой до 1500 колебаний в минуту в зависимости от усилия высадки). Так как колено 9 упирается в винт 5, в результате чередующихся «изломов и выпрямлений ползун 3, а с ним и пуансон 4, получают продольное колебательное (пульсирующее) движение, которое при последующем контакте с заготовкой создает
0 пульсирующую нагрузку.
Эксцентрик механизма 12, кроме основной функции фиксации толкателя, одновременно выполняет также и функции шарнира, вокруг , которого щатун 11 колеблется в соответствии с изменением пространственного поло5 жения колена 8 в процессе колебательных движений - щатун 11, поворачиваясь на эксцентрике как на шарнире, при любом наклоне колена 8 занимает всегда перпендикулярное положение к колесу 8. Затем (или одновременно с тем) вращением гайки 6 при помощи червячной передачи 7 приводится в осевое перемещение винт 5, движение которого через колеблющиеся звенья 9 и 8 передаются на ползун 3 - происходит движение подачи последнего на заго- товку 13.
Совместным движением подачи и пульсирующей нагрузкой пуансона 4 происходит высадка заготовки 13, при этом ее металл деформируется преимущественно за счет пульсирующей нагрузки, подача происходит
0 по мере осадки металла заготовки.
В процессе подачи колено 8, продолжая совершать поперечные колебания, скользит (перемещается) через узел 11 в сторону заготовки 13. При этом в результате увеличения расстояния от шарнира, связывающего
это колено с ползуном, до узла 11 амплитуда поперечных колебаний коленно-рычажного механизма уменьшается, так как при низменном эксцентриситете механизма 12 увеличивается величина упомянутого расстояния. Уменьщение амплитуды пульсирующей нагрузки приблизительно пропорционально увеличению сопротивления деформации металла заготовки по мере заполнения матричной полости в процессе высадки. Чем больше увеличивается по мере подачи
5 это расстояние, тем меньше амплитуда колебаний, а значит,-меньше глубина деформации заготовки за одно колебание (за один импульс усилия).
0
Применительно к высадке утолщений на концах труб упомянутое расстояние минимально в начале процесса высадки, когда осаживаемый металл заготовки-трубы свободно растекается по пустой еще матричной полости. По мере заполнения матричной полости сопротивление деформации металла трубы возрастает и в конце процесса высадки, когда уже практически вся полость в матрице заполнена металлом, оно максиТехнико-экономический эффект от внедрения изобретения по сравнению с базовым объектом обеспечивается благодаря повышению производительности.
Формула изобретения
Исполнительный механизм мащины для объемной штамповки пульсирующей нагрузкой, содержащий ползун, а также привод
мально. Но в это же время и движение ш перемещения ползуна в виде коленчатого подачи заканчивается, поэтому и амплитуда вала с щатуном, двух колен, а также узла,
продольной подачи, при этом одно колено шарнирно сочленено с ползуном, а другое - с соответствующим звеном этого узла, отличающийся тем, что, с целью повышения производительности, в шатуне выполнено направляющее гнездо, оба колена щарнирно
пульсирующей нагрузки минимальна.
с
Таким образом, за счет приведения амплитуды пульсаций рабочего органа в соответствие с сопротивлением заготовки деформации появляется возможность повы- щения производительности штамповки, так как в начале процесса высадки интенсивность деформации увеличена за счет увеличенной амплитуды пульсаций.
Выравнивается также нагрузка привода мащины, т. е. полностью используется его номинальная мощность.
Технико-экономический эффект от внедрения изобретения по сравнению с базовым объектом обеспечивается благодаря повышению производительности.
Формула изобретения
продольной подачи, при этом одно колено шарнирно сочленено с ползуном, а другое - с соответствующим звеном этого узла, отличающийся тем, что, с целью повышения производительности, в шатуне выполнено направляющее гнездо, оба колена щарнирно
сочленены друг с другом, ось коленчатого вала размещена между последним из упомянутых шарниров и шарниром сочленения
соответствующего колена с ползуном, при этом последнее пропущено сквозь направляющее гнездо щатуна с возможностью перемещения относительно упомянутого гнезда.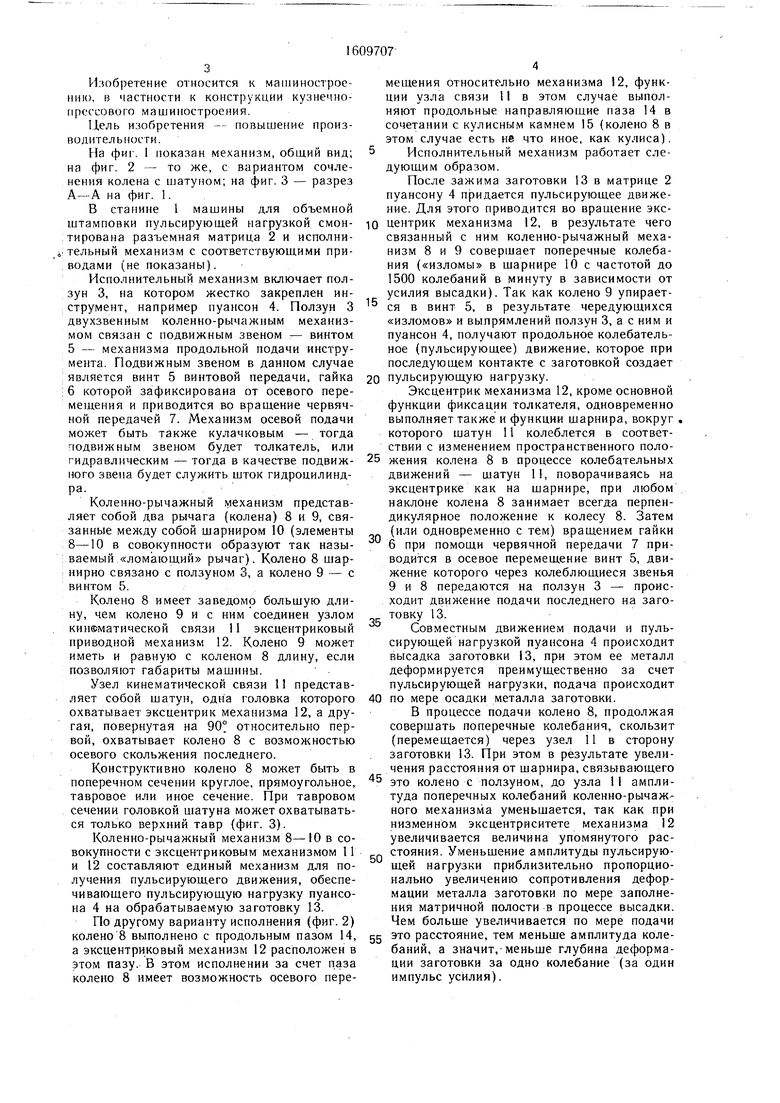
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс | 1980 |
|
SU903201A1 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Горизонтально-ковочная машина | 1985 |
|
SU1291268A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1258704A1 |
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Пресс для штамповки в разъемной матрице | 1986 |
|
SU1353665A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
Изобретение относится к кузнечно-прессовому оборудованию, в частности к конструкции исполнительных механизмов машин для объемной штамповки пульсирующей нагрузкой. Цель изобретения - повышение производительности. Благодаря возможности колена 8 скользить в шатуне 11 во время работы эксцентрикового механизма 12 и червячно-винтового механизма (элементы 5, 6 и 7) изменяется расстояние от шарнира сочленения колена 8 с ползуном 3 до места его сочленения с шатуном 11. Это изменение обеспечивает возможность увеличения производительности машины, так как в начале процесса технологической операции интенсивность деформации увеличена за счет увеличенной амплитуды пульсаций. 3 ил.
/////
/////
ТТТТТ
77
| Установка для штамповки пульсирующей нагрузкой | 1984 |
|
SU1216020A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| ,:54) ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ: МАШИНЫ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ПУЛЬСИРУЮШЕЙ НАГРУЗКОЙ | |||
