| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| Способ подготовки к работе валков листопрокатных станов | 1988 |
|
SU1574302A1 |
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2009 |
|
RU2391157C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть кварто | 1986 |
|
SU1388129A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПОДУШЕК РАБОЧЕГО ВАЛКА КЛЕТИ КВАРТО | 1998 |
|
RU2137561C1 |
| Способ установки рабочих валков листопрокатной клети кварто | 1978 |
|
SU776681A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
Изобретение относится к прокатному производству, а точнее к настройке элементов клети перед последующей их эксплуатацией. Цель изобретения - сокращение времени обкатки и получение более упрочненной и качественной поверхности опорного валка. После завалки валкового комплекта в клеть между ними создают взаимное прижатие, прикладывают усилия к шейкам рабочих валков и укороченным нажимным роликам, проводят обкатку поверхности опорных валков на холостом ходу. Во время обкатки опорные валки смещаются возвратно-поступательно относительно оси, создавая более интенсивный режим упрочнения поверхности опорных валков. 2 ил.
Изобретение относится к прокатному производству, точнее к мероприятиям по настройке элементов клети перед последующей их эксплуатацией.
Целью изобретения является сокращение времени обкатки и получение более упрочненной и качественной поверхности опорного валка.
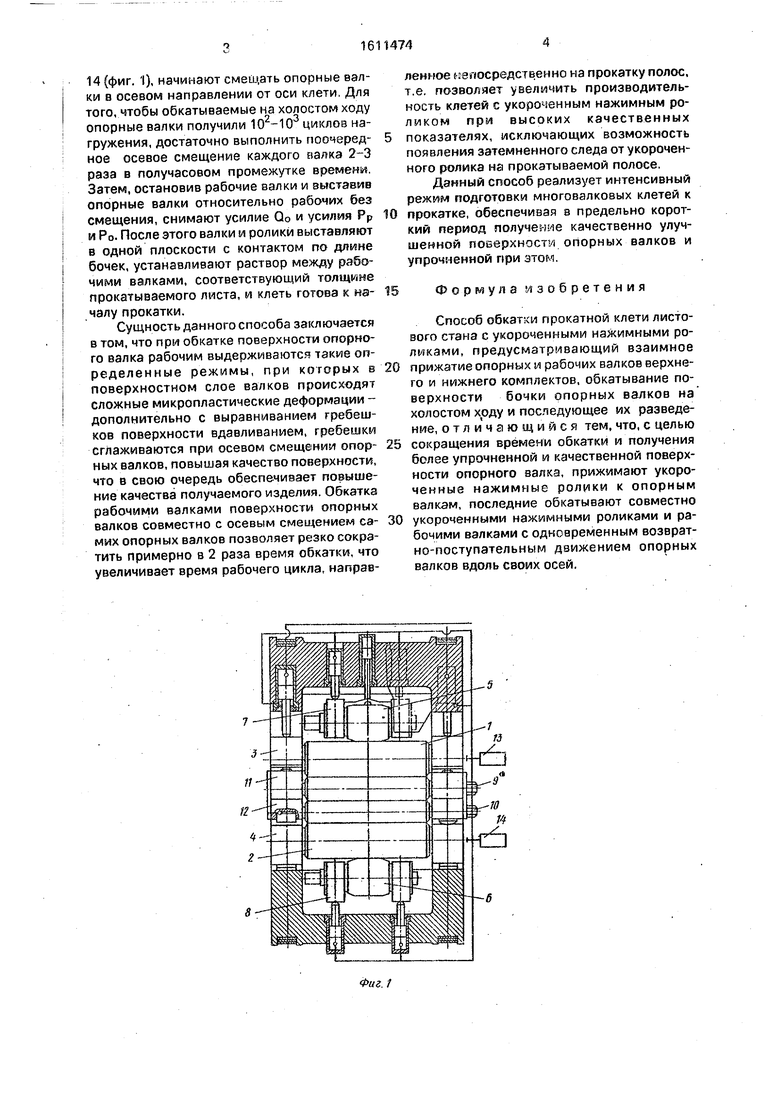
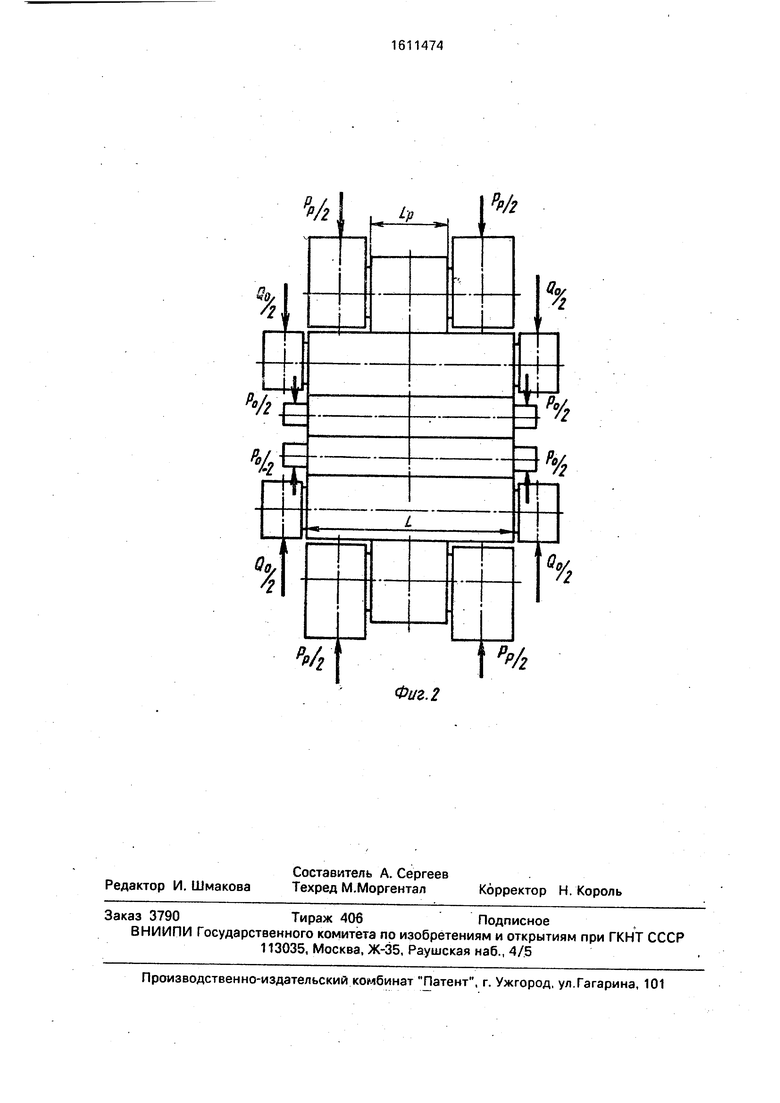
На фиг, 1 представлена прокатная клеть листового стана с укороченными нажимными роликами; на фиг. 2 - схема предварительного нагружения элементов прокатной
лЛв I И,
Прокатная клеть листового стана с укороченными нажимными роликами содержит опорные валки 1 и 2. шейки которых опираются на подшипники, установленные в подушках 3 и 4, нажимные укороченные ролики 5 и 6, размещенные соответственно в подушках 7 и 8, рабочие валки 9 и 10
шейки которых опираются на подшипники размещенные в подушках 11 и 12
После завалки в станину клети подушек с валками и роликами, нажимными винтами (не показаны) воздействуют на подушки 3
верхнегоопорноговалка1исоздаютусилие QO взаимного прижатия валков, после чего к шейкам рабочих валков прикладывают радиальные усилия РО. а к шейкам укороченных нажимных роликов - усилия Pp. Усилия и Рр равномерно распределены по шейкам валков и роликов, направлены попарно навстречу друг другу. Затем, подав на валки смазочно-охлаждающую жидкость, осуществляют вращение валков-обкатывание рабочими валками и роликами бочки опорных валков на холостом ходу в течение циклов нагружения.
Одновременно устройством осевой сдвижки, например гидроцилиндрами 13 и
О
14 (фиг. 1), начинают смеодать опорные валки в осевом направлении от оси клети, Для того, чтобы обкатываемые на холостом ходу опорные валки получили 10-10 циклов на- гружения, достаточно выполнить поочередное осевое смещение каждого валка 2-3 раза в получасовом промежутке времени. Затем, остановив рабочие валки и выставив опорные валки относительно рабочих без смещения, снимают усилие Qo и усилия Рр и Ро. После этого валки и ролики выставляют в одной плоскости с контактом по длине бочек, устанавливают раствор ме:жду рабочими валками, соответствующий толщине прокатываемого листа, и клеть готова к началу прокатки.
Сущность данного способа заключается в том, что при обкатке поверхности опорного валка рабочим выдерживаются такие определенные режимы, при которых в поверхностном слое валков происходят сложные микропластические деформации - дополнительно с выравниванием гребешков поверхности вдавливанием, гребешки сглаживаются при осевом смещении опорных валков, повышая качество поверхности, что в свою очередь обеспечивает повышение качества получаемого изделия. Обкатка рабочими валками поверхности опорных валков совместно с осевым смещением самих опорных валков позволяет резко сократить примерно в 2 раза время обкатки, что увеличивает время рабочего цикла, направ0
ленное { шлосредственно на прокатку полос, т.е. позволяет увеличить производительность клетей с укороченным нажимным роликом при высоких качественных показателях, исключающих возможность появления затемненного следа от укороченного ролика на прокатываемой полосе.
Данный способ реализует интенсивный режмм подготовки многовалковых клетей к прокатке, обеспечивая в предельно короткий период получение качественно улучшенной nosepxHOCTii опорных валков и упрочненной при этом.
5 Формула изобретения
Способ обкатки прокатной клети листового стана с укороченными нажимными роликами, предусматривающий взаимное
0 прижатие опорных м рабочих валков верхнего и нижнего комплектов, обкатывание поверхности бочки опорных валков на холостом ходу и последующее их разведение, отл и чающийся тем, что, с целью
5 сокращения времени обкатки и получения более упрочненной и качественной поверхности опорного валка, прижимают укороченные нажимные ролики к опорным валкам, последние обкатывают совместно
0 укороченными нажимными роликами и рабочими валками с одновременным возвратно-поступательным движением опорных валков вдоль своих осей.
V
V/
V.
Ос, 2
V,
/;
V/
V,
(,
°/2
Я
%
Фиг. 2
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| , ОБКАТКИ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА С УКОРОЧЕННЫМИ НАЖИМНЫМИ РОЛИКАМИ | |||
