Фиг.1
над заготовкой 40 - по средней линии разъема, а Ж - под восходящим углом к Е и закреплены на направляющих 5 и 6 конической формы, размещенных в металлических кожухах 8 и 9, зафиксированных в теле матрицы 1 щтампа для облегченного вертикального перемещения в них отъемных элементов 3 и 4 без возмож- , ности поворота вокруг их осей и выпол- 1 нены по конфигурации указанных направляющих. В соосные отверстия последних, поверх кожухов 8 и 9, на скользящей посадке вставляется снаружи стяжка 7. Причем для ускорения процесса получения указанных сборных отъемных элементов 3, 4 и направляющих 5, 6 по разовым выплавляемым моделям без традиционных пресс- форм их получают огибанием вокруг кони- ческих поверхностей промоделей или вокруг , калиброванного стержня по разметкам из листовых алюминиевых разверток, в частности для объемных элементов 3 и 4 с дополнительным монтажом поверхности Е - торцовой гипсовой закладкой, а поверхности Ж - в виде седлообразной BCTBBJ ки с монтируемыми на ней требуемой формы накладок. 14 ил.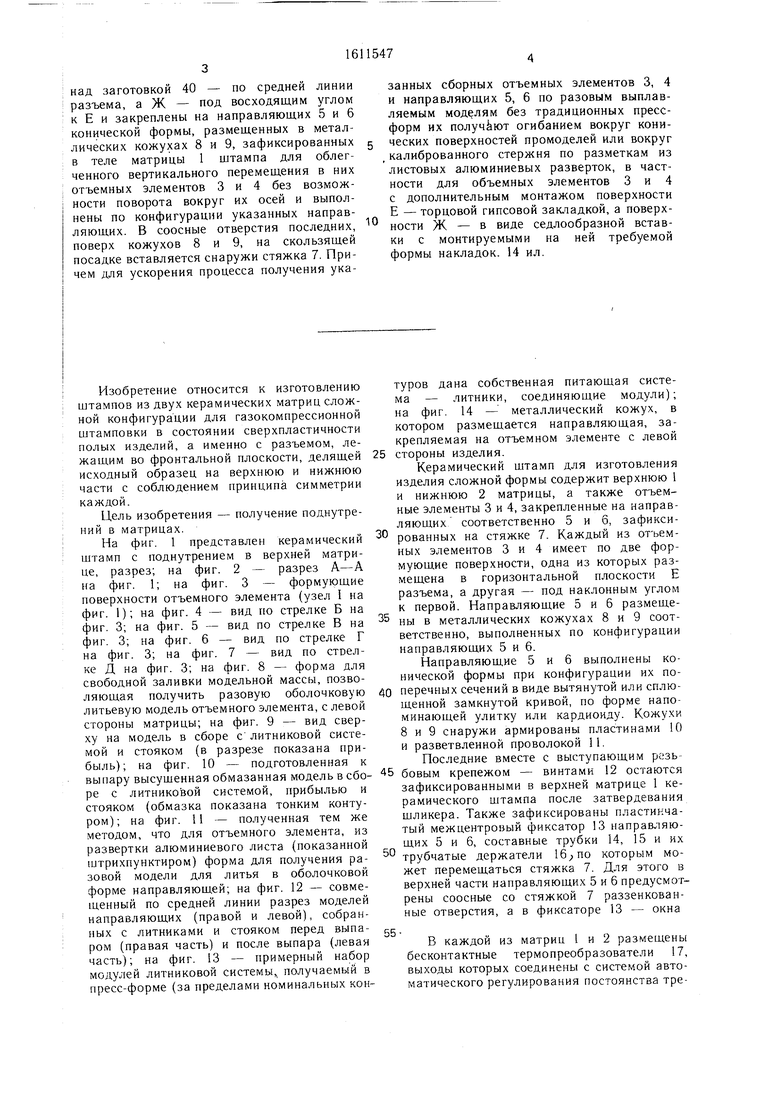
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| Опока для литья в керамические формы | 1979 |
|
SU854553A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма | 1977 |
|
SU657995A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 2004 |
|
RU2254235C1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |

Изобретение относится к изготовлению штампов и позволяет получить поднутрения в матрице 1 штампа для газокомпрессионной штамповки из двойной заготовки 40 полых изделий, отъемные, симметричные элементы 3 и 4 которых имеют формующие поверхности Е и Ж сложных конфигураций, где Е расположена горизонтально над заготовкой 40 - по средней линии разъема , а Ж - под восходящим углом к Е и закреплены на направляющих 5 и 6 конической формы, размещенных в металлических кожухах 8 и 9, зафиксированных в теле матрицы 1 штампа для облегченного вертикального перемещения в них отъемных элементов 3 и 4 без возможности поворота вокруг их осей и выполнены по конфигурации указанных направляющих. В соосные отверстия последних, поверх кожухов 8 и 9, на скользящей посадке вставляется снаружи стяжка 7. Причем для ускорения процесса получения указанных сборных отъемных элементов 3, 4 и направляющих 5,6 по разовым выплавляемым моделям без традиционных пресс-форм их получают огибанием вокруг конических поверхностей промоделей или вокруг калиброванного стержня по разметкам из листовых алюминиевых разверток, в частности для объемных элементов 3 и 4 с дополнительным монтажом поверхности Е - торцовой гипсовой закладкой, а поверхности Ж - в виде седлообразной вставки с монтируемыми на ней требуемой формы накладок. 14 ил.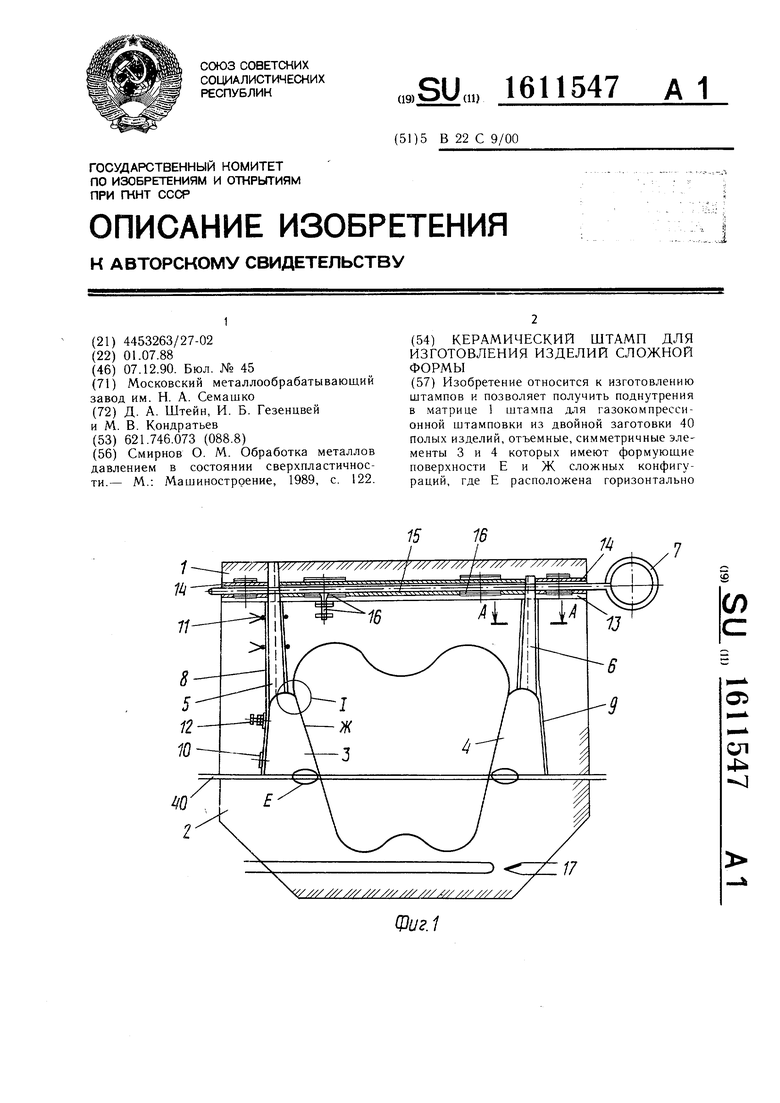
Изобретение относится к изготовлению штампов из двух керамических матриц сложной конфигурации для газокомпрессионной штамповки в состоянии сверхпластичности полых изделий, а именно с разъемом, лeJ жащим во фронтальной плоскости, делящей исходный образец на верхнюю и нижнюю части с соблюдением принципа симметрии каждой.
Цель изобретения - получение поднутрений в матрицах.
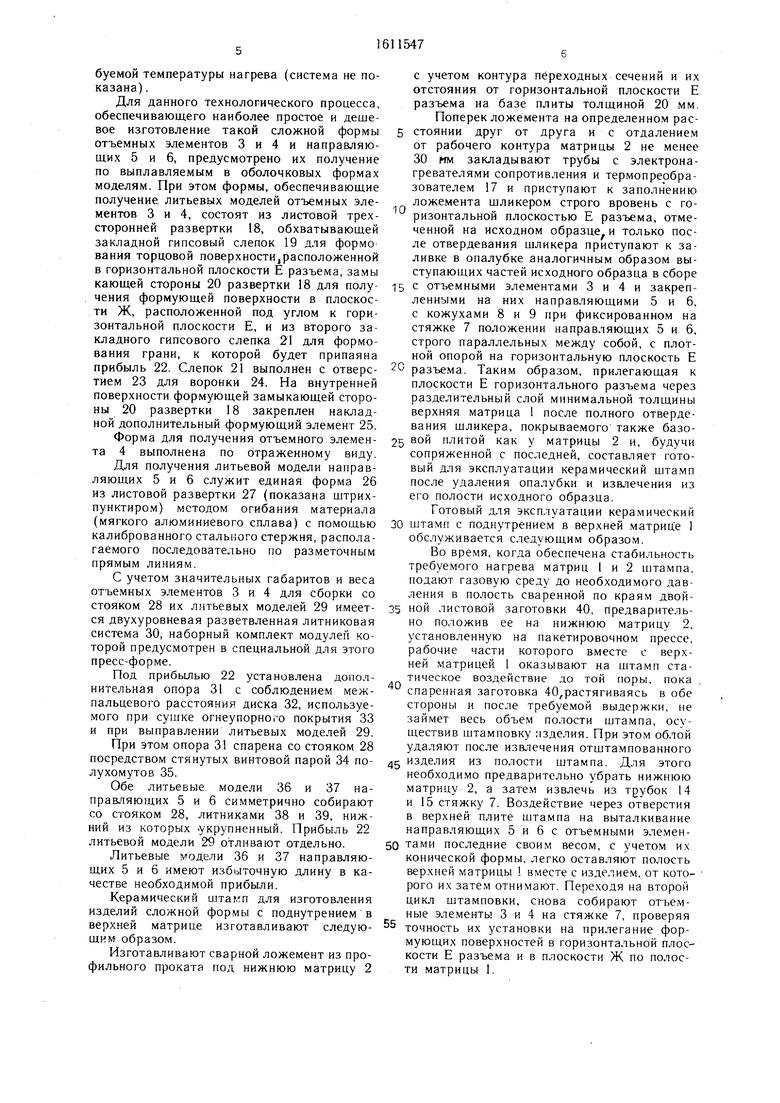
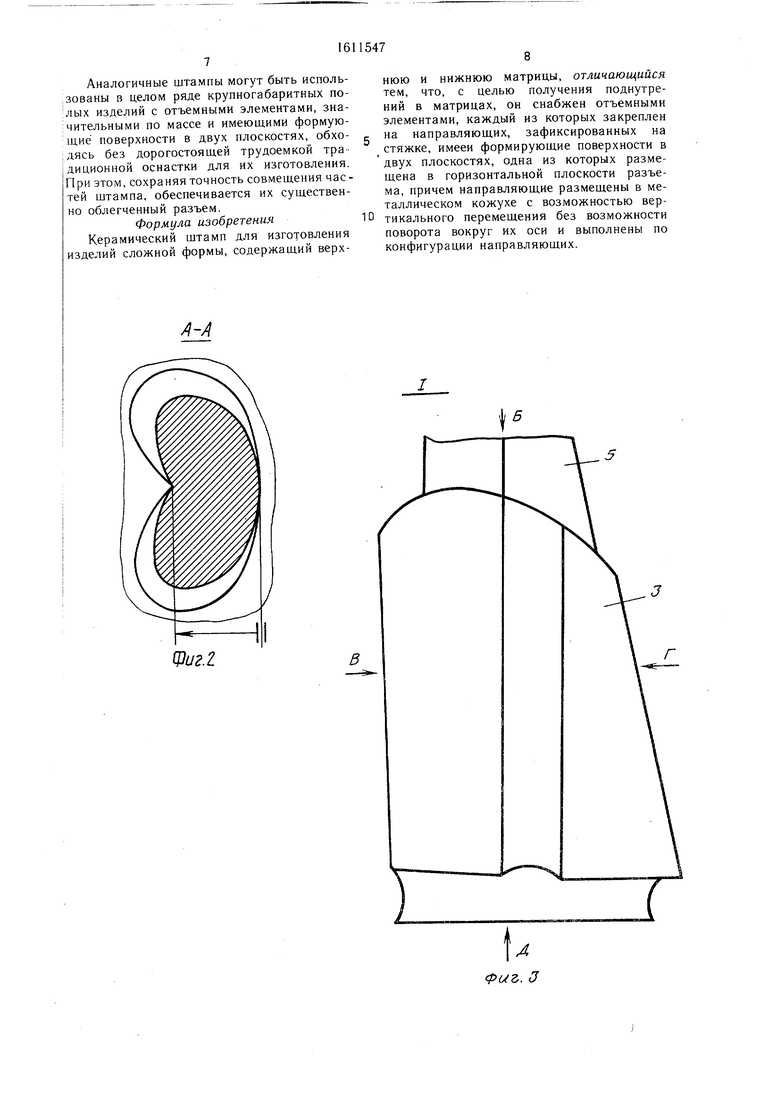
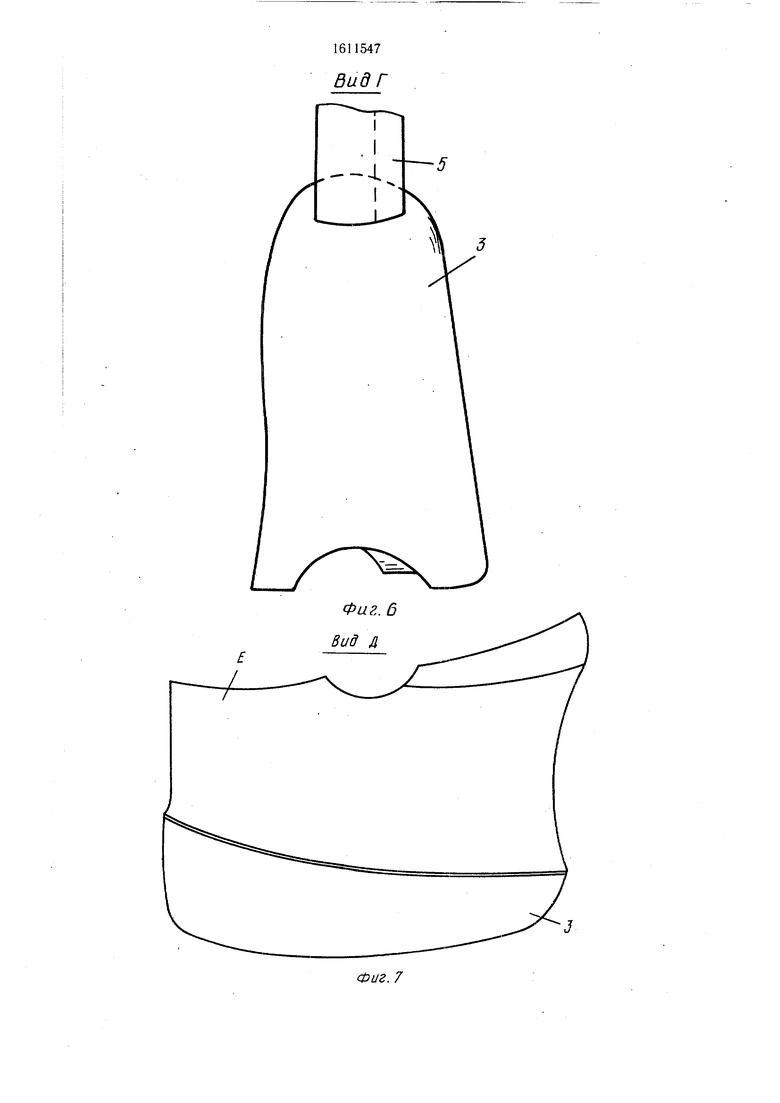
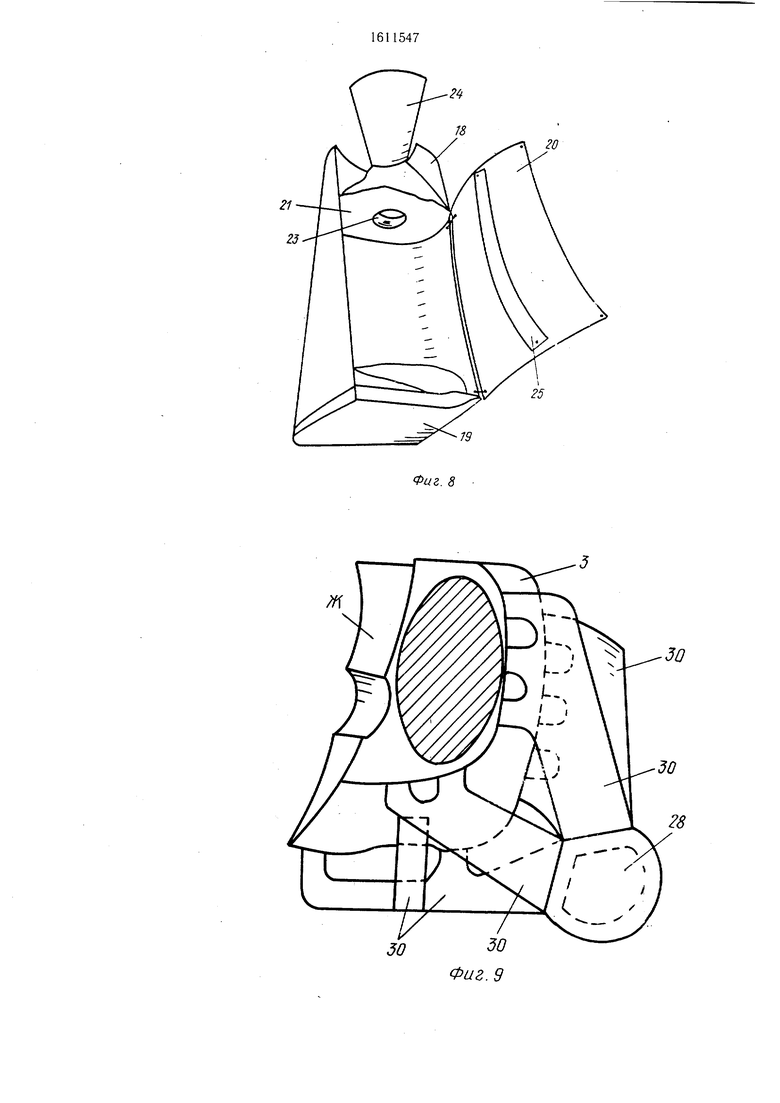
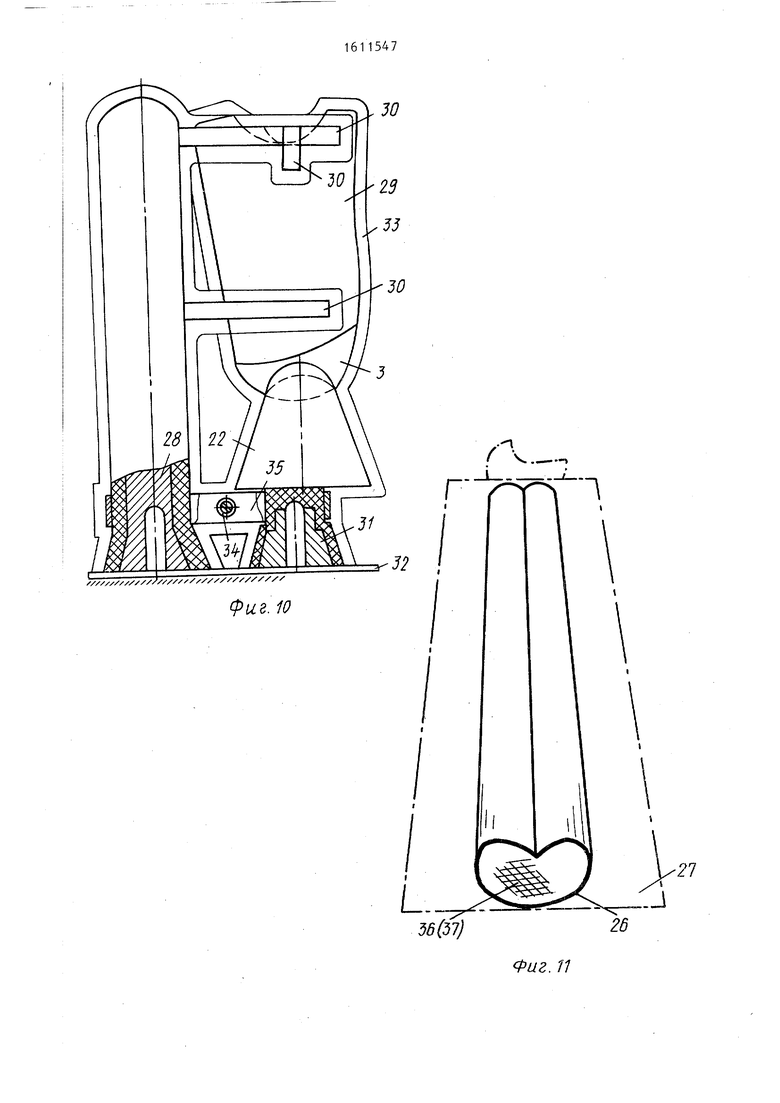
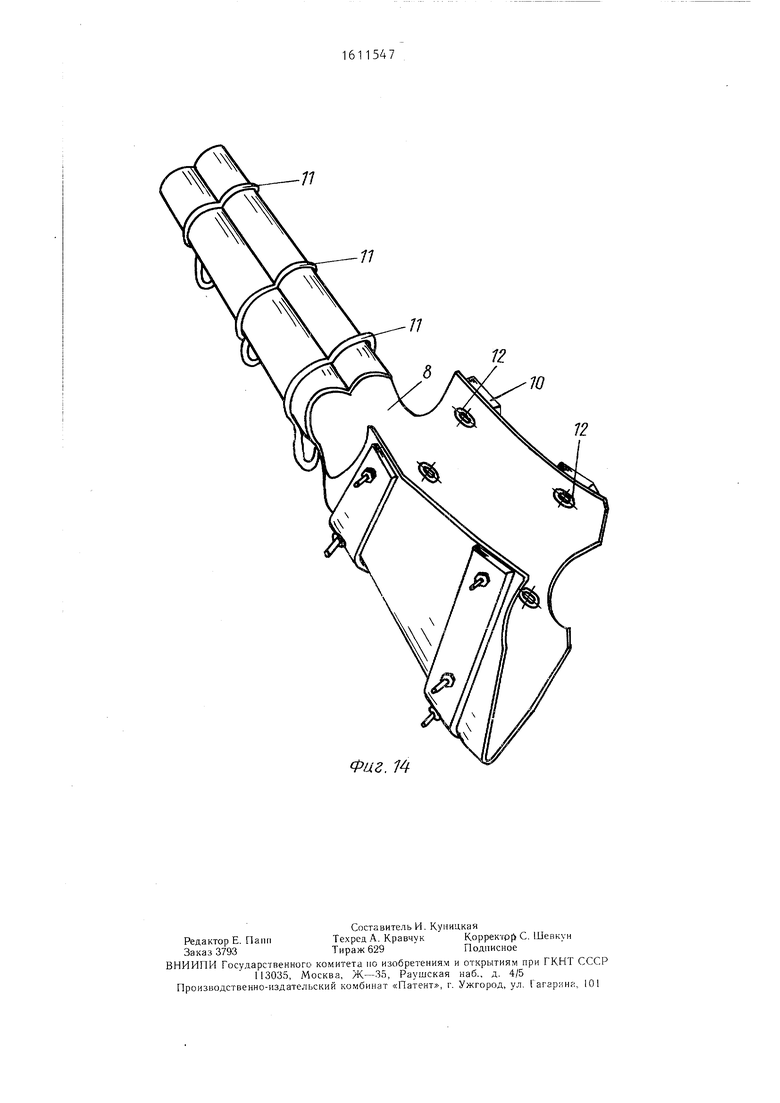
На фиг. 1 представлен керамический штамп с поднутрением в верхней матрице, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - формующие поверхности отъемного элемента (узел 1 на фиг. 1); на фиг. 4 - вид по стрелке Б на фиг. 3; на фиг. 5 - вид по стрелке В на фиг. 3; на фиг. 6 - вид по стрелке Г на фиг. 3; на фиг. 7 - вид по стрелке Д на фиг. 3; на фиг. 8 - форма для свободной заливки модельной массы, позволяющая получить разовую оболочковую литьевую модель отъемного элемента, с левой стороны матрицы; на фиг. 9 - вид сверху на модель в сборе с литниковой системой и стояком (в разрезе показана прибыль); на фиг. 10 - подготовленная к выпару высушенная обмазанная модель в сборе с литнико5вой системой, прибылью и стояком (обмазка показана тонким контуром); на фиг. 11 - полученная тем же методом, что для отъемного элемента, из развертки алюминиевого листа (показанной штрихпунктиром) форма для получения paj зовой модели для литья в оболочковой форме направляющей; на фиг. 12 - coBMej щенный по средней линии разрез моделей направляющих (правой и левой), собранных с литниками и стояком перед выпа- ром (правая часть) и после выпара (левая часть); на фиг. 13 - примерный набор модулей литниковой системы, получаемый в пресс-форме (за пределами номинальных контуров дана собственная питающая система - литники, соединяющие модули); на фиг. 14 - металлический кожух, в котором размещается направляющая, 3aj крепляемая на отъемном элементе с левой 5 стороны изделия.
Керамический штамп для изготовления изделия сложной формы содержит верхнюю 1 и нижнюю 2 матрицы, а также отъемные элементы 3 и 4, закрепленные на направ- ляющихГ соответственно 5 и б, зафикси- 0 рованных на стяжке 7. Каждый из отъемных элементов 3 и 4 имеет по две формующие поверхности, одна из которых размещена в горизонтальной плоскости Е разъема, а другая - под наклонным углом к первой. Направляющие 5 и 6 размеще- 5 ны в металлических кожухах 8 и 9 соответственно, выполненных по конфигурации направляющих 5 и 6.
Направляющие 5 и 6 выполнены конической формы при конфигурации их по- 40 перечных сечений в виде вытянутой или сплющенной замкнутой кривой, по форме напоминающей улитку или кардиоиду. Кожухи 8 и 9 снаружи армированы пластинами 10 и разветвленной проволокой 11.
Последние вместе с выступающим резь- 45 бовым крепежом - винтами 12 остаются зафиксированными в верхней матрице 1 керамического штампа после затвердевания щликера. Также зафиксированы пластинчатый межцентровый фиксатор 13 направляющих 5 и 6, составные трубки 14, 15 и их 5 трубчатые держатели 16 по которым может перемещаться стяжка 7. Для этого в верхней части направляющих 5 и 6 предусмотрены соосные со стяжкой 7 раззенкован- ные отверстия, а в фиксаторе 13 - окна
В каждой из матриц I и 2 размещены бесконтактные термопреобразовател и 17, выходы которых соединены с системой автоматического регулирования постоянства требуемой температуры нагрева (система не показана) .
Для данного технологического процесса, обеспечивающего наиболее простое и дешевое изготовление такой сложной формы отъемных элементов 3 и 4 и направляющих 5 и 6, предусмотрено их получение по выплавляемым в оболочковых формах моделям. При этом формы, обеспечивающие получение литьевых моделей отъемных элементов 3 и 4, состоят из листовой трехсторонней развертки 18, обхватывающей закладной гипсовый слепок 19 для формования торцовой поверхности расположенной в горизонтальной плоскости Е разъема, замы кающей стороны 20 развертки 18 для получения формующей поверхности в плоскости Ж, расположенной под углом к горизонтальной плоскости Е, и из второго закладного гипсового слепка 21 для формования грани, к которой будет припаяна прибыль 22. Слепок 21 выполнен с отверстием 23 для воронки 24. На внутренней поверхности формующей замыкающей стороны 20 развертки 18 закреплен накладной дополнительный формующий элемент 25.
Форма для получения отъемного элемента 4 выполнена по Отраженному виду.
Для получения литьевой модели направляющих 5 и 6 служит единая форма 26 из листовой развертки 27 (показана штрих- пунктиром) методом огибания материала (мягкого алюминиевого сплава) с помощью калиброванного стального стержня, располагаемого последовательно по разметочным прямым линиям.
С учетом значительных габаритов и веса отъемных элементов 3 и 4 для сборки со стояком 28 их литьевых моделей 29 имеется двухуровневая разветвленная литниковая система 30, наборный комплект модулей которой предусмотрен в специальной для этого пресс-форме.
Под прибылью 22 установлена дополнительная опора 31 с соблюдением межпальцевого расстояния диска 32, используемого при сушке огнеупорного покрытия 33 и при выправлении литьевых моделей 29.
При этом опора 31 спарена со стояком 28 посредством стянутых винтовой парой 34 полухомутов 35.
Обе литьевые модели 36 и 37 направляющих 5 и 6 симметрично собирают со стояком 28, литниками 38 и 39, нижний из которых .укрупненный. Прибыль 22 литьевой модели 29 отливают отдельно.
Литьевые модели 36 и 37 направляющих 5 и 6 имеют избыточную длину в качестве необходимой прибыли.
Керамический штамп для изготовления изделий сложной формы с поднутрением в верхней матрице изготавливают следующим образом.
Изготавливают сварной ложемент из профильного проката под нижнюю матрицу 2
с учетом контура переходных сечений и их отстояния от горизонтальной плоскости Е разъема на базе плиты толщиной 20 мм. Поперек ложемента на определенном рас- 5 стоянии друг от друга и с отдалением от рабочего контура матрицы 2 не менее 30 им закладывают трубы с электронагревателями сопротивления и термопреобразователем 17 и приступают к заполнению ложемента шликером строго вровень с горизонтальной плоскостью Е разъема, отмеченной на исходном образце и только после отвердевания шликера приступают к заливке в опалубке аналогичным образом выступающих частей исходного образца в сборе 15 с отъемными элементами 3 и 4 и закрепленными на них направляющими 5 и 6, с кожухами 8 и 9 при фиксированном на стяжке 7 положении направляющих 5 и 6, строго параллельных между собой, с плотной опорой на горизонтальную плоскость Е 20 разъема. Таким образом, прилегающая к плоскости Е горизонтального разъема через разделительный слой минимальной толщины верхняя матрица 1 после полного отвердевания щликера, покрываемого также базо- 25 вой плитой как у матрицы 2 и, будучи сопряженной с последней, составляет готовый для эксплуатации керамический штамп после удаления опалубки и извлечения из его полости исходного образца.
Готовый для эксплуатации керамический 30 штамп с поднутрением в верхней матрице 1 обслуживается следующим образом.
Во время, когда обеспечена стабильность требуемого нагрева матриц I и 2 штампа, подают газовую среду до необходимого давления в полость сваренной по краям двой- 5 ной листовой заготовки 40, предварительно положив ее на нижнюю матрицу 2, установленную на пакетировочном прессе, рабочие части которого вместе с верхней матрицей 1 оказывают на штамп статическое воздействие до той поры, пока спаренная заготовка 40,растягиваясь в обе стороны и после требуемой выдержки, не займет весь объем полости штампа, осуществив штамповку изделия. При этом облой удаляют после изв чечения отштампованного 5 изделия из полости штампа. Для этого необходимо предварительно убрать нижнюю матрицу 2, а затем извлечь из тдубок 14 и 15 стяжку 7. Воздействие через отверстия в верхней плите штампа на выталкивание направляющих 5 и 6 с отъемными элемен- 0 тами последние своим весом, с учетом их конической формы, легко оставляют полость верхней матрицы вместе с изделием, от кото- рого их затем отнимают. Переходя на второй цикл штамповки, снова собирают отъемные элементы 3 и 4 на стяжке 7, проверяя S точность их установки на прилегание формующих поверхностей в горизонтальной плоскости Е разъема и в плоскости Ж по полости матрицы 1.
Аналогичные штампы могут быть использованы в целом ряде крупногабаритных полых изделий с отъемными элементами, значительными по массе и имеющими формующие поверхности в двух плоскостях, обходясь без дорогостоящей трудоемкой тра диционной оснастки для их изготовления. При этом, сохраняя точность совмещения частей штампа, обеспечивается их существенно облегченный разъем.
Формула изобретения
Керамический штамп для изготовления изделий сложной формы, содержащий верхФиг.г
нюю и нижнюю матрицы, отличающийся тем, что, с целью получения поднутрений в матрицах, он снабжен отъемными элементами, каждый из которых закреплен на направляющих, зафиксированных на стяжке, имеем формирующие поверхности в двух плоскостях, одна из которых размещена в горизонтальной плоскости разъема, причем направляющие размещены в металлическом кожухе с возможностью вер- 0 тикального перемещения без возможности поворота вокруг их оси и выполнены по конфигурации направляющих.
/
5
J
м
. 3
Фиг. 5
Вид Г
J
Фиг. 7
т
20
25
19
Фиг. 8
30
I 30
26
иг. 11
Фиг. /J
-77
Фаг. П
12
Ю
12
| Смирнов О | |||
| М | |||
| Обработка металлов давлением в состоянии сверхпластичнос- jn.- М.: Машиностроение, 1989, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
