1
Изобретение относится к литейному производству и может быть использовано при изготовлении оболочковых полуформ.
Так как в основу изготовления обо-5 лочковых полуформ положено спекание (отверждение) слоя термореактивной плакированной смеси, нанесенной на нагретую до заданной температуры модель, то существенно важным фак- 10 тором является поддержание заданной температуры модели, отчего в конечном счете зависит производительность оборудования. При этом необходимо отметить, что наиболее интенсивный 15 отбор тепла от модели происходит в период формирования полуформ.
Известна карусельная машина для изготовления оболочковых полуформ, содержащая многопозиционную поворотную 20 платформу, модельную оснастку, установленную на поворотной платформе, и устройства, расположенные на соответствующих позициях для формообразования отверждения и снятия изго- 25 товленных оболочковых полуформCf.
Недостатком такой машины является отсутствие подогрева модельной оснастки на позициях формирования и вытал.кивания полуформы, вследствие чего 30
необходимо перегревать модели в печи, что ухудшает качество полуформ и уменьшает производительность.
С целью повышения производительности машина снабжена устройствами для нагрева модельной оснастки, расположенными под поворотной платформой на позициях формообразования и снятия изготовленных оболочковых полуформ, причем устройство для нагрева модельной орнастки, установлен;ное на позиции фopмиpoвaниJЧ выпол-: нено приводным.
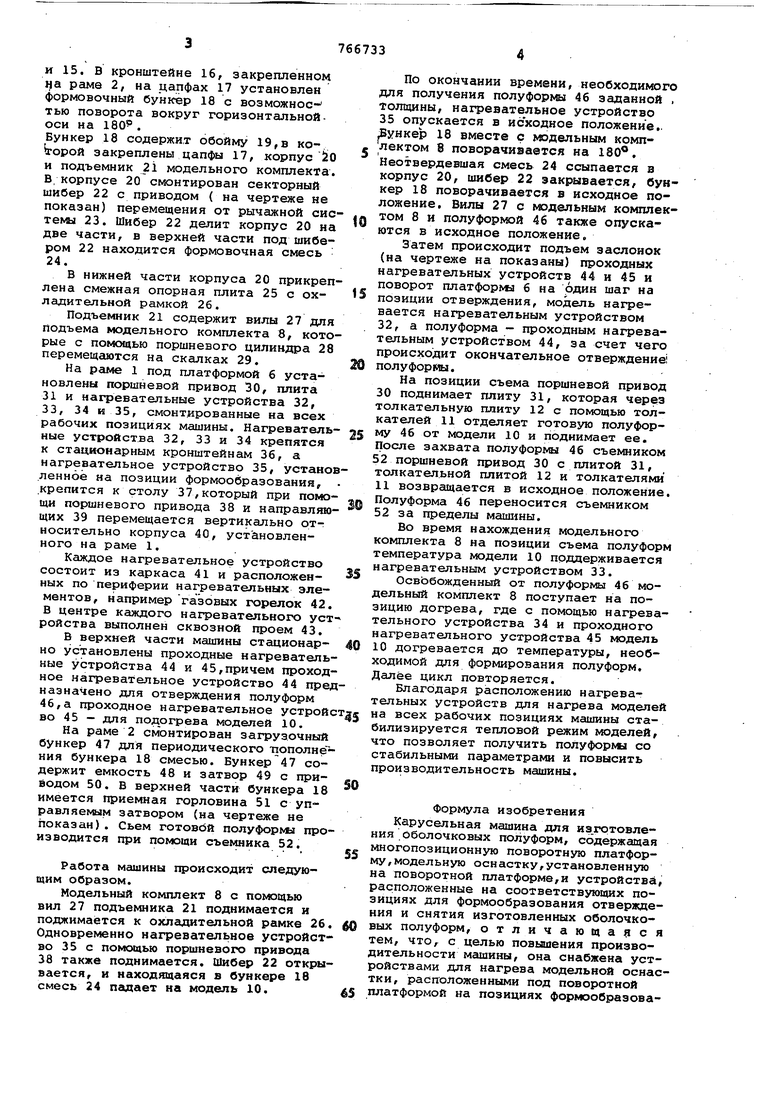
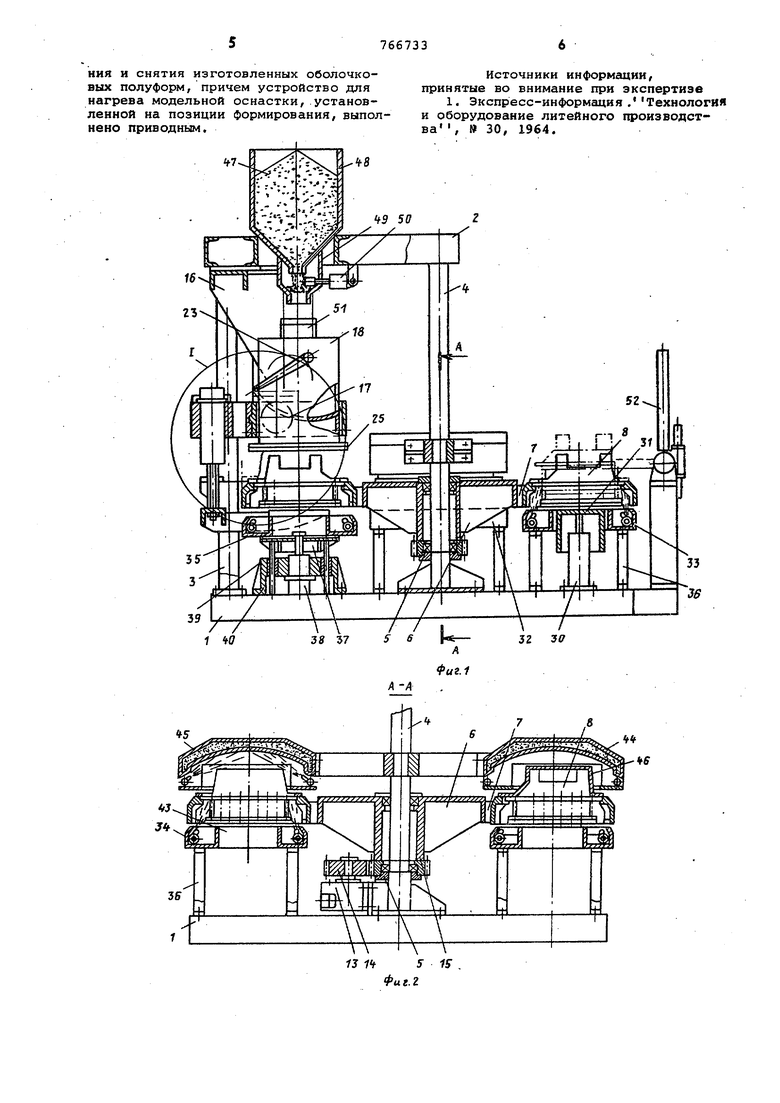
На фиг. 1 изображена предлагаемая машина, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел Г на фиг. 1 (позиция формообразования) . , . , ,
Машина выполнена следующим образом.
Нижняя и верхняя ралы 1 и 2 соединены колоннами 3 и 4. Вокруг колонны 4 на подшипниках 5 установлена платформа 6 с кронштейнами 7 для установки модельных комплектов 8.. Модельный комплект 8 включает обойму 9, модель 10, толкатели 11 и толкательную плиту 12. Вращается платформа б с помощью реечно-шестеренного привода 13 через зубчатые колеса 14 и 15. В кронштейне 16, закрепленном раме 2, на цапфах 17 установлен формовочный бункер 18 с возможноетью поворота вокруг горизонтальнойоси на 180. Бункер 18 содержит обойму 19,в которой закреплены цапфы 17, корпус itO и подъемник 21 модельного комплекта. В корпусе 20 смонтирован секторный шибер 22 с приводом ( на чертеже не показан) перемещения от рычажной системы 23. Шибер 22 делит корпус 20 на две части, в верхней части под шибером 22 находится формовочная смесь 24. В нижней части корпуса 20 прикреплена смежная опорная плита 25 с охладительной рамкой 26. Подъемник 21 содержит вилы 27 для Подъема модельного комплекта 8, которые с помощью поршневого цилиндра 28 перемещаются на скалках 29. На раме 1 под платформой 6 установлены поршневой привод 30, плита 31 и нагревательные устройства 32, 33, 34 и 35, смонтированные на всех рабочих позициях машины. Нагревательные устройства 32, 33 и 34 крепятся к стационарным кронштейнам 36, а нагревательное устройство 35, устано ленное на позиции формообразования, крепится к столу 37,который при помощи поршневого привода 38 и направляю щих 39 перемещается вертикально относительно корпуса 40, установленного на раме 1. Каждое нагревательное устройство состоит из каркаса 41 и расположенных по периферии нагревательных элементов, например газовых горелок 42. В центре каждого нагревательного уст ройства выполнен сквозной проем 43. В верхней части машины стационарно установлены проходные нагреватель ные устройства 44 и 45,причем проход ное нагревательное устройство 44 пре назначено для отверждения полуформ 46,а проходное нагревательное устрой во 45 - для подогрева моделей 10. На раме 2 смонтирован загрузочный бункер 47 для периодического пополне ния бункера 18 смесью. Бункер 47 содержит емкость 48 и затвор 49 с приводом 50. В верхней части бункера 18 имеется приемная горловина 51 с управляемым затвором (на чертеже не показан). Сьем готовой полуформл про изводится при помощи съемника 52. Работа машины происходит следующим образом. Модельный комплект 8 с помощью вил 27 подъемника 21 поднимается и поджимается к охладительной рамке 26 Одновременно нагревательное устройст во 35 с помсхцью поршневого привода 38 также поднимается. Шибер 22 откры вается, и находящаяся в бункере 18 смесь 24 падает на модель 10. По окончании времени, необходимого ля получения полуформы 46 заданной , олщины, нагревательное устройство 5 опускается в исходное положение.. ункер 18 вместе с модельным компектом 8 поворачивается на 180°. Неотвердевшая смесь 24 ссыпается в корпус 20, шибер 22 закрывается, буккер 18 поворачивается в исходное положение. Вилы 27 с модельным комплектом 8 и полуформой 46 также опускаются в исходное положение. Затем происходит подъем заслонок (на чертеже на показаны) проходных нагревательных устройств 44 и 45 и поворот платформа 6 на один шаг на позиции отверждения, модель нагревается нагревательным устройством 32, а полуформа - проходным нагревательным устройством 44, за счет чего происходит окончательное отверждение полуформы. На позиции съема поршневой привод 30 поднимает плиту 31, которая через толкательную плиту 12 с помощью толкателей 11 отделяет готовую полуформу 46 от модели 10 и поднимает ее. После захвата полуформы 46 съемником 52 поршневой привод 30 с плитой 31, толкательной плитой 12 и толкателями 11 возвращается в исходное положение. Полуформа 46 переносится съемником 52 за пределы машины. Во время нахождения модельного комплекта 8 на позиции съема полуформ температура модели 10 поддерживается нагревательным устройством 33. Освобожденный от полуформы 46 модельный комплект 8 поступает на позицию догрева, где с помощью нагревательного устройства 34 и проходного нагревательного устройства 45 модель 10 догревается до температуры, необходимой для формирования полуформ. Далее цикл повторяется. Благодаря расположению нагревательных устройств для нагрева моделей на всех рабочих позициях машины стабилизируется тепловой режим моделей, что позволяет получить поЛуфорлы со стабильными параметрами и повысить производительность машины. Формула изобретения Карусельная машина для изготовления Оболочковых полуформ, содержащая многопозиционную поворотную платформу, модельную оснастку,установленную на поворотной платформе,и устройства, расположенные на соответствующих позициях для формообразования отверждения и снятия изготовленных оболочковых полуформ, отличающаяся тем, что, с целью повышения производительности машины, она снабжена устройствами для нагрева модельной оснастки, расположенными под поворотной платформой на позициях формообразования и снятия изготовленных оболочковых полуформ, причем устройство для нагрева модельной оснастки, установленной на позиции формирования, выполнено приводным.
Источники информации, принятые во внимание при экспертизе
1. Экспресс-информация .Технология и оборудование литейного производства, 30, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная карусельная машина для изготовления оболочковых полуформ | 1981 |
|
SU939162A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ| БН5ЛИО»?ПйПОЛУФОРМ'^' | 1972 |
|
SU331840A1 |
| Машина для изготовления оболочковых полуформ | 1981 |
|
SU948532A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| Устройство для поворота модельногоКОМплЕКТА пРи изгОТОВлЕНииОбОлОчКОВыХ пОлуфОРМ | 1976 |
|
SU799901A1 |
| Формовочный бункер машины для из-гОТОВлЕНия ОбОлОчКОВыХ пОлуфОРМ | 1979 |
|
SU846067A1 |
| Комплексно-механизированная линия для изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU1004004A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Многопозиционная формовочная машина для изготовления литейных форм | 1976 |
|
SU741784A3 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
V
27
-W
//
