I Изобретение относится к горячештампо- I вечному производству, в частности к попе- I речной прокатке изделий типа опорных |роликов тракторов, и может быть исполь- ровано для двухстороннего удаления облоя, возникающего при прокатке. Цель изобретения - повышение надежности в работе путем устранения врезания дисковых резцов в реборды обрабатываемых роликов.
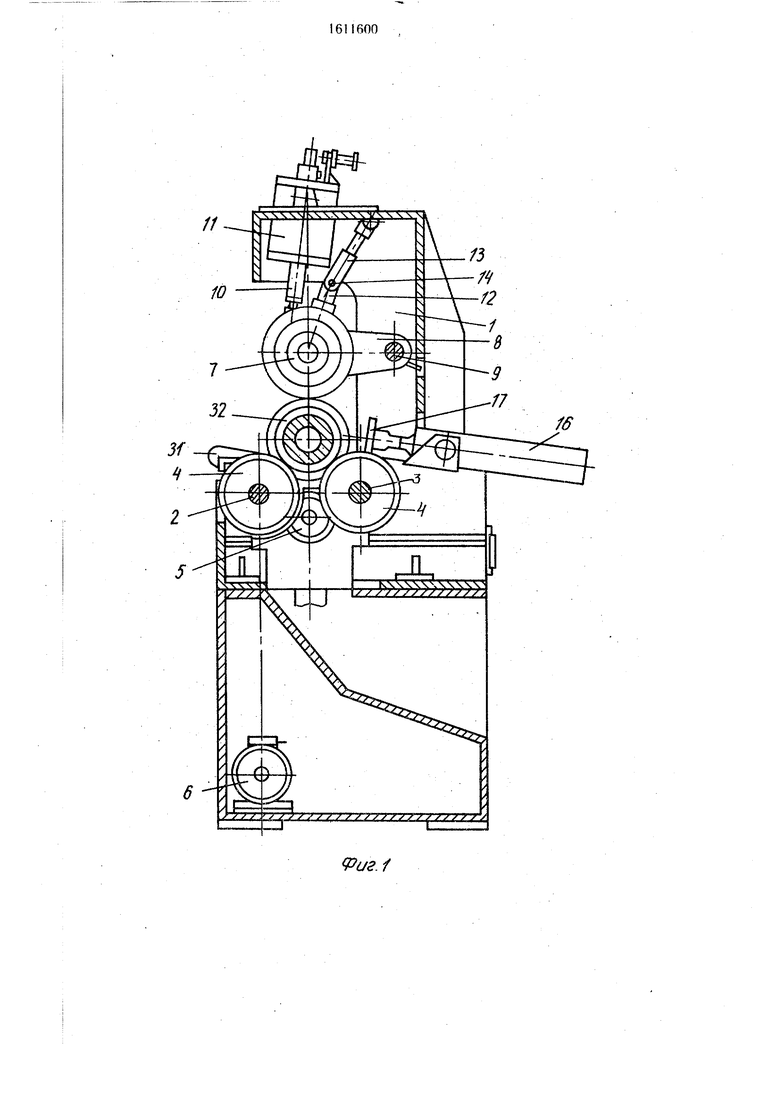
На фиг. 1 изображена установка для удаления облоя, разрез; на фиг. 2 - инструментальная головка в разведенном состоянии в момент подхода к детали; на фиг. 3 - то же, в рабочем состоянии в процессе обрезки облоя.
Устройство содержит станину 1, в кото- :)ой установлены на ведущем 2 и ведомом 3 валах приводные валки 4 механизма центрирования и привода изделия, .кинематически связанные между собой пос- эедством зубчатой передачи через паразитную щестерню 5. Профиль. приводных валков выполнен соответствующим профилю Изделия. Приводные валки 4 приводятся во вращение от электродвигателя б через кли- ноременную передачу и редуктор (не показаны).
В верхней части станины 1 размещена инструментальная головка 7, установленная IB рычаге-водителе 8, закрепленном .в ста- Иине I на цапфах 9. Инструментальная роловка 7 кинематически связана со штоком ilО качающегося гидроцилиндра 11 и с кли- човым копиром 12, закрепленным на регу- пируемой тяге 13 на полуосях 14 непод- зижно относительно водила 8. I Клиновой копир 12 выполнен для удобст- а изготовления и сопряжения с рычагом 8 Цилиндрической формы с двумя наклонны- MH скосами в нижней части, образующи- Ми клин, со сквозным продольным и концентричным ему глухим отверстием больще- Го диаметра.
В верхней части клинового копира 12 Имеются лыски и поперечное сквозное от- Ьерстие для полуосей 14 крепления клинового копира 12 к тяге 13. В нижней Касти клинового копира 12 имеется сквоз- Иой прямоугольный паз 15, выполненный доль оси симметрии поперек клина. Для Ьыгрузки деталей из установки в станине 1 Закреплен гидроцилиндр 16 с толкателем 17;
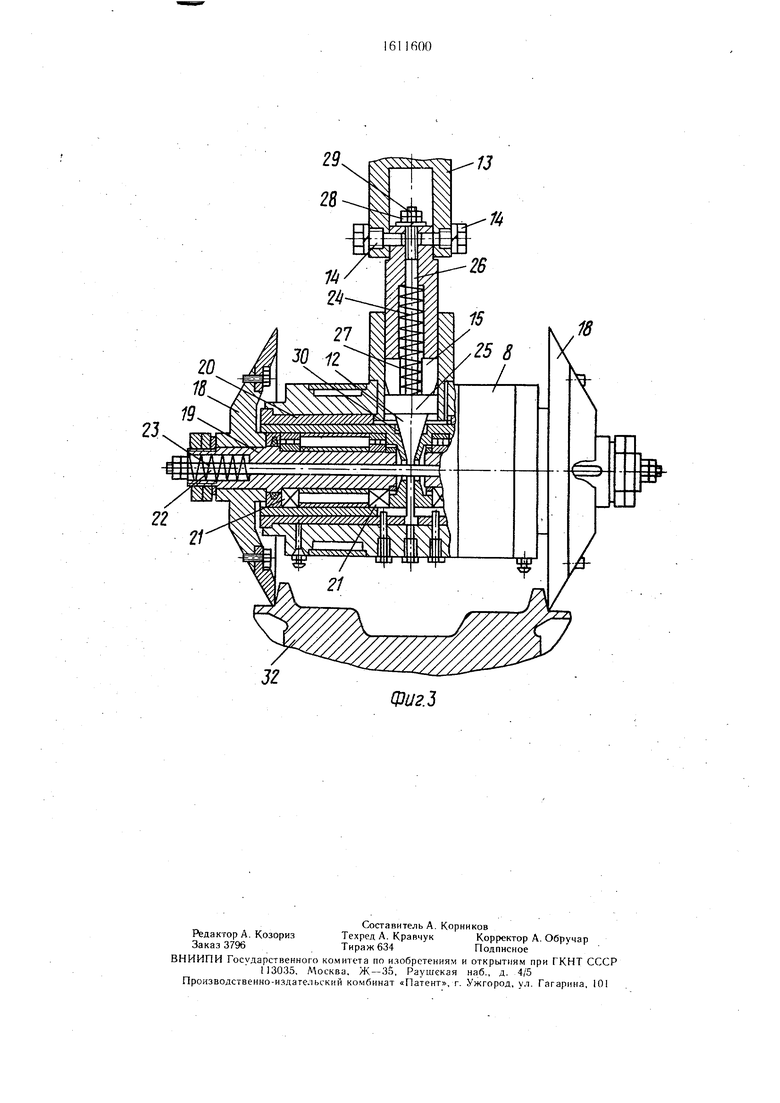
Инструментальная головка 7 (фиг. 2) содержит самовращающиеся дисковые резць 8, установленные на полых полуосях 19 & плавающих корпусах 20 на подшипниках 21. Внутренний торец плавающих кор- hycoB 20 имеет наклонный скос под углом, |ровпадающим с углом скоса клинового ко- Npa 12. Дисковые резцы 18 взаимодейст- между собой посредством стяжной 1|ипильки 22 и пружин 23 сжатия.
Для более точного базирования дисковых резцов 18 относительно торцов обрабатываемых роликов, исключающего врезание резов 18 в тело реборды при опускании инструментальной головки 7, она снабжена регулируемым механизмом 24 фикса- 5 Ции разведенного положения резцов 18, .встроенным в клнновой копир 12. Механизм 24 фиксации разведенного положения резцов 18 включает в себя плоскую прямоугольную распорную пластину 25, сопря- женную с прямоугольным пазом 15, выполненным в клиновом копире 12. Пластина 25 имеет расположенную по оси ее симметрии жесткую тягу 26, встроенную с зазором в продольное сквозное отверстие в клиновом копире 12. Тяга 26 проходит
5 через пружину 27, расположенную между распорной пластиной 25 и клиновым копиром 12 и входит в глухое продольное отверстие, расположенное соосно сквозному отверстию в клиновом копире 12.
Q Для того, чтобы можно было точно отрегулировать высоту дисковых торцов от обрабатываемой детали, на которой они будут резко сходиться, тяга 26 имеет резьбовой конец, выходящий за пределы клинового копира 12, на котором установлены
5 гайки 28 и контргайка 29.
Наклонные поверхности клинового копира 12 обращены к дисковым резцам, а на наклонных поверхностях плавающих корпу-. сов 20 имеются прямоугольные полугнезда выполненные соосно прямоугольному пазу 15
0 клннового копира 12. Шнр ина полугнезд 30 (несколько) превышает толщину сопрягаемой с ними распорной пластины 25, ширина которой меньще ширины клинового копира 12. Для подачи детали в установку и удаления ее из установки имеются на5 правляющие 31..
Установка работает следующим образом;
Деталь 32 с облоем после прокатки
поступает на направляющие 31, и по ним
Q скатывается на прнводные валки 4. От электродвигателя 6 включается вращение, приводных валков 4, деталь 32 под собственным весом начинает вращаться. В верхнем положении инструментальной головки 7 дисковые резцы 18 .под действием клино5 вого Копира 12 находятся в разведенном состоянии. Распорная пластина 25 под действием собственного веса и пружины 27 опускается в гнездо, образованное полугнездами 30 разведенных плавающих корпусов 20. При этом ширина полученного гнезда от
0 полного воздействия на корпусах 20 клинового копира 12 больше ширины распорной пластины 25.
На гидроцилиндр 11 поступает команда на опускание штоком 10 водила 8. Инструментальная головка 7 опускается вместе с
водилом 8, которое поворачивается на цапфах 9. Клиновой копир 12, закрепленный на регулируемой тяге 13. подвешенной на полуосях 14 к станине 1, не меняет своей
f
высоты при опускании водила 8 с резцовой головкой 7, поэтому при опускании резцовая головка 7 перемещается вместе с распорной пластиной 25 и тягой 26 относительно клинового копира 12,
Под действием пружин 23 и сужающегося клинового копира 12 при опускании головки 7 дисковые резцы 18 должны сближаться в осевом направлении по клиновому копиру 12, однако распорная пластина 25, находящаяся в полугнезде 30 между разведенными плавающими корпусами 20 и перемещаемая вниз вместе с инструментальной головкой 7, не позволяет им сходиться.
Таким образом, до определенного хода инструментальная головка 7 опускается с разведенными дисковыми резцами 18. Длина этого хода зависит от длины тяги 26, жестко связанной с пластиной 25 и выступающей своей резьбовой частью из клинового копира 12. Длина тяги 26 регулируется гайкой 28 и контргайкой 29- чем длиннее тяга 26, тем дольше опускается инструментальная головка 7 с разведенными резцами 18. Когда инструментальная головка 7 опускается в зону торцов наружной реборды детали 32, длина тяги 26, выступающая из клинового копира 12, выбирается, и при дальнейшем опускании инструментальной головки 7 распорная пласти- на 25 остается посредством гаек на клиновом копире. Дальнейшее опускание инструментальной головки 7 выводит распорную пластину 25 из гнезда, образованого плавающими корпусами 20, которые од действием пружин 23 сходятся в осеом направлении до соприкосновения с торами детали 32.
Таким образом, дисковые резцы 18 подходят к обрабатываемой детали с гарантированным зазором, имея возможность самоустанавливаться по торцам обрабатываемой детали, исключая врезание резцов в смещенную реборду детали. Касание детали 32 происходит верхней точкой внутренней боковой поверхности дисковых рез- цов 18. После самоустанавливания дисковых резцов 18 по детали 32 и выравнивания скоростей вращения режущей кромки резцов 18 и обрабатываемой детали 32 происходит рабочее опускание инструментальной головки 7 и срезание резцами 18 5 имеющегося облоя. Срезанный облой падает. Подается команда гидроцилиндру 11 на подъем водила 8 с инструментальной головкой 7. Инструментальная головка 7 во время подъема взаимодействует с клино- 1 вым копиром 12.
Под действием клина плавающие корпуса 20 дисковых резцов 18 расходятся Пока корпуса 20 резцов 18 не разощ- лись на полную ширину распорной пластины 25, подпружиненная пружиной 27 пл.ас- 15 тина 25 отталкивается корпусами 20, тяга 26 выходит наружу из клинового копира 12. Поднявшись в верхнее положение, резцы 18 расходятся на всю ширину клина, и плавающие корпуса 20 своими полугнездами 30 .Q создают гнездо, ширина которого превышает ширину распорной пластины 25. Последняя под действием пружины 27 и собственного веса заходит в гнездо, фиксируя разведенное положение резцов 18 и препятствуя их сближению при опускании ин- 5 струментальной головки 7 во время следующего цикла. После обрезки облоя подается команда на гидроцилиндр 16 выгрузки, который своим толкателем 17 выталкивает деталь 32 по направляющим 31 из станка. В установку подается очередная деталь. Цикл повторяется.
Формула изобретения Установка для обрезки облоя, содержа, щая приводные валки, предназначенные для размещения заготовки, инструментальную головку с установленными с возможностью вращения в корпусах дисковыми резцами .привод подачи головки и клиновой копир, отличающаяся тем, что, с целью повыще- ния надежности, установка снабжена меха- 0 низмом фиксации резцов, выполненным в виде пластины, соединенной с подпружиненной относительно копира тягой, причем пластина размещена в пазу, выполненном в клиновом копире, и имеет возможность взаимодействия с гнездами, выполненными в 5 корпусах резцов параллельно пазу.
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления опорных роликов тракторов | 1985 |
|
SU1348142A2 |
| Автоматическая линия изготовления опорных роликов тракторов | 1984 |
|
SU1252131A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Устройство к металлорежущему станку | 1976 |
|
SU603551A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Установка для обрезки облоя | 1991 |
|
SU1780945A1 |
| СПОСОБ И МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ КОМПЛЕКСНЫХ КОНТУРОВ АСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2397844C1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
Изобретение относится к области горячештамповочного производства, в частности к поперечной прокатке изделий типа опорных роликов тракторов, и может быть использовано для двухстороннего удаления облоя, возникающего при прокатке. Целью изобретения является повышение надежности работы путем устранения врезания дисковых резцов 8 реборды обрабатываемых роликов. В верхнем положении инструментальной головки дисковые резцы 18 под действием копира 12 разведены. Распорная пластина 25 введена в гнезда, выполненные в плавающих корпусах 20 резцов 18. При опускании головки она перемещается вместе с пластиной 25 и тягой 26 относительно клинового копира 12. Распорная пластины 25 не позволяет резцам сходиться. Когда головка опускается в зону торцов реборды детали 32, выбирается длина тяги 26, пластина 25 выводится из гнезд корпусов 20 и дисковые резцы 18 сходятся в осевом направлении до контакта с торцами детали 32. Далее осуществляется срезание облоя. При обратном ходе головки пластина 25 заходит в гнезда корпусов 20, фиксируя резцы 18 в разведенном положении. 3 ил.
иг.1
13
18
Физ.
| Автоматическая линия изготовления опорных роликов тракторов | 1984 |
|
SU1252131A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
