Изобретение относится к горячештам- повочному производству и может быть использовано для удаления облоя, образующегося при накатке наружного профиля на деталях типа опорных колес гусеничных движителей тракторов и других сельскохозяйственных машин.
Известна автоматическая линия изготовления опорных роликов тракторов, в которой имеется устройство для удаления облоя, содержащее приводные валки и инструментальную головку с дисковыми резцами.
Недостатком устройства является то, что после обработки облой может попасть на вращающуюся инструментальную головку, либо на вращающиеся валки, что ведет к остановке устройства или его поломке. Известна установка для обрезки облоя, содержащая станину, приводные валки для размещения обрабатываемой заготовки,
инструментальную головку, включающую установленные с возможностью вращения дисковые ножи, и привод подачи головки.
Однако известная установка обладает следующими недостатками: ненадежностью в работе потому, что облой попадает между валками и деталью, а также в другие механизмы, так как обладает инерцией вращения и становится неуправляемым, может вылететь в любом направлении. Кромз того, так как деталь на приводных валках вращается под действием собственного веса, то возможно ее пробуксовывание, что также ведет к ненадежности.
Целью изобретения - повышение надежности за счет обеспечения возможности принудительного удаления облоя.
Использование установки для обрезки облоя позьоляит создать безопасные условия труда, так как обрезанный облой повисает на захвате, а также повысить
Х| 00
о о
4 СЛ
надежность работы за счет того, что облой сбрасывается на лотки ориентировано и во время обрезки поджимается роликом.
Поставленная цель достигается тем, что установка для обрезки облоя, содержащая станину, приводные валки для размещения обрабатываемой заготовки, инструментальную головку, включающую установленные с возможностью вращения дисковые ножи, и привод подачи головки, снабжена механиз- мами сьема облоя по числу дисковых ножей, а станина - закрепленными на ее боковых стенках кронштейнами, при этом каждый механизм съема облоя выполнен в виде основной поворотной оси, проходящей через соответствующую пару кронштейнов, захвата С-образной формы, закрепленного на упомянутой оси между кронштейнами, основного рычага, закрепленного на той же оси снаружи одного из кронштейнов, до- .полнительной поворотной оси, проходящей через указанную пару кронштейнов, дополнительного рычага, закрепленного на дополнительной оси снаружи упомянутого кронштейна и связанного с основным рычагом посредством тяги, подпружиненного кулачка, также закрепленного на дополнительной оси между кронштейнами, валка с подкатным роликом на одном его конце, шарнирно смонтированного под подпружиненным кулачком на боковой стенке станины с возможностью качания, привода качания валка в виде гидроцилиндра, шток которого связан с другим концом валка, и упора, закрепленного на валке с возможностью взаимодействия с подпружиненным кулачком.
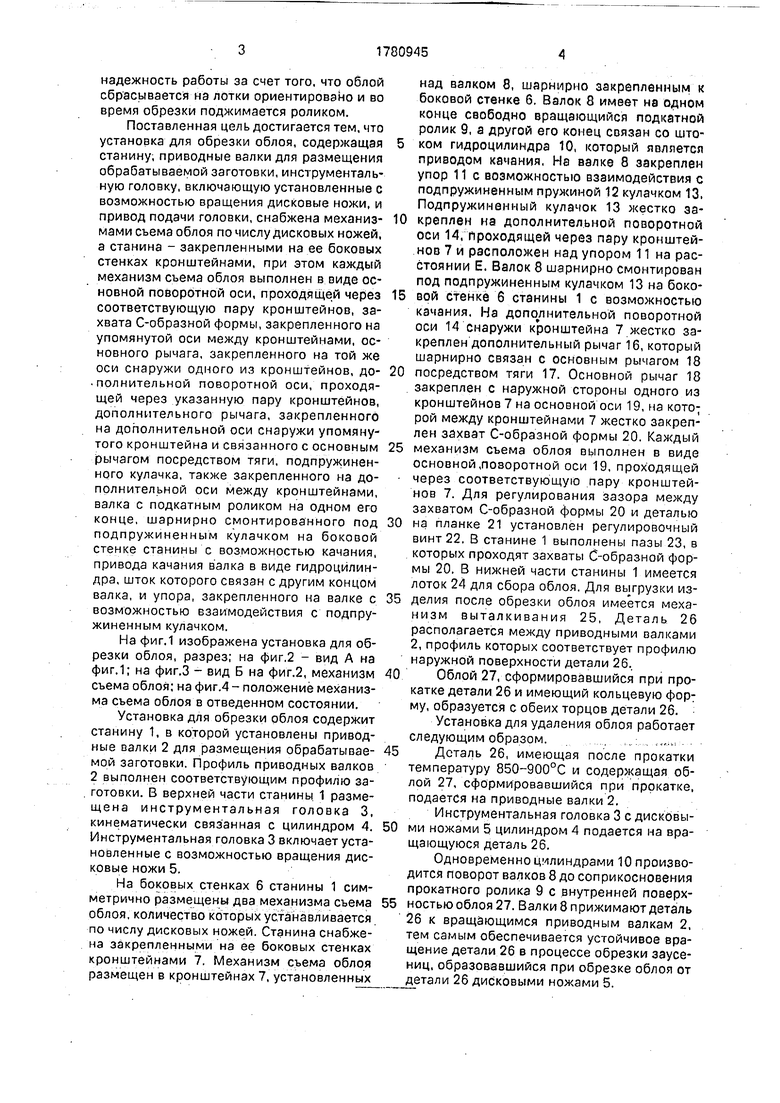
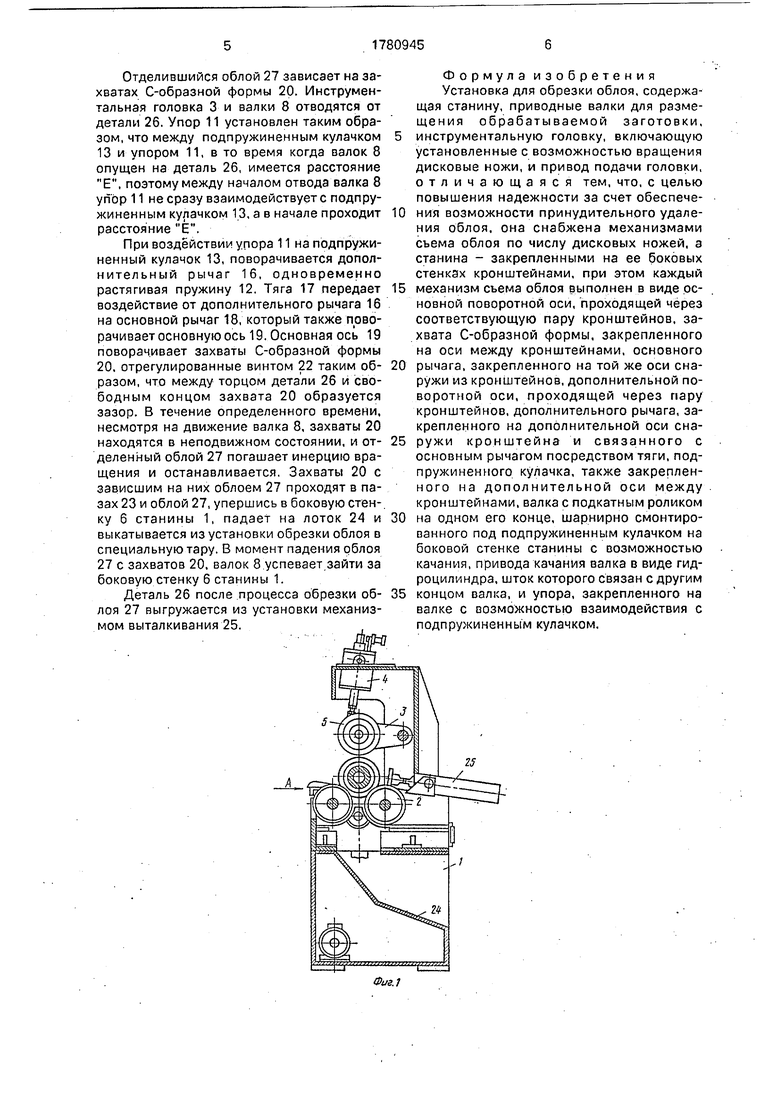
На фиг.1 изображена установка для обрезки облоя, разрез; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.2, механизм съема облоя; на фиг.4 - положение механизма съема облоя в отведенном состоянии.
Установка для обрезки облоя содержит станину 1. в которой установлены приводные валки 2 для размещения обрабатывае- мой заготовки. Профиль приводных валков 2 выполнен соответствующим профилю заготовки. В верхней части станины 1 размещена инструментальная головка 3, кинематически связанная с цилиндром 4. Инструментальная головка 3 включает установленные с возможностью вращения дисковые ножи 5.
На боковых стенках 6 станины 1 симметрично размещены два механизма съема облоя, количество которых устанавливается по числу дисковых ножей. Станина снабжена закрепленными на ее боковых стенках кронштейнами 7. Механизм съема облоя размещен в кронштейнах 7, установленных
над валком 8, шарнирно закрепленным к боковой стенке 6, Валок 8 имеет на одном конце свободно вращающийся подкатной ролик 9, а другой его конец связан со штоком гидроцилиндра 10, который является приводом качания, На валке 8 закреплен упор 11 с возможностью взаимодействия с подпружиненным пружиной 12 кулачком 13. Подпружиненный кулачок 13 жестко закреплен на дополнительной поворотной оси 14, проходящей через пару кронштейнов 7 и расположен над упором 11 на расстоянии Е. Валок 8 шарнирно смонтирован под подпружиненным кулачком 13 на боковой стенке 6 станины 1 с возможностью качания. На дополнительной поворотной оси 14 снаружи кронштейна 7 жестко закреплен дополнительный рычаг 16, который шарнирно связан с основным рычагом 18 посредством тяги 17. Основной рычаг 18 закреплен с наружной стороны одного из кронштейнов 7 на основной оси 19, на кото; рой между кронштейнами 7 жестко закреплен захват С-образной формы 20. Каждый механизм съема облоя выполнен в виде основной .поворотной оси 19, проходящей через соответствующую пару кронштейнов 7. Для регулирования зазора между захватом С-образной формы 20 и деталью на планке 21 установлен регулировочный винт 22, В станине 1 выполнены пазы 23, в которых проходят захваты С-образной формы 20. В нижней части станины 1 имеется лоток 24 для сбора облоя. Для выгрузки изделия после обрезки облоя имеется механизм выталкивания 25, Деталь 26 располагается между приводными валками 2, профиль которых соответствует профилю наружной поверхности детали 26.
Облой 27, сформировавшийся при прокатке детали 26 и имеющий кольцевую форму, образуется с обеих торцов детали 26.
Установка для удаления облоя работает следующим образом.
Деталь 26, имеющая после прокатки температуру 850-900°С и содержащая облой 27, сформировавшийся при прокатке, подается на приводные валки 2.
Инструментальная головка 3 с дисковыми ножами 5 цилиндром 4 подается на вращающуюся деталь 26.
Одновременно цилиндрами 10 производится поворот валков 8 до соприкосновения прокатного ролика 9 с внутренней поверхностью облоя 27. Валки 8 прижимают деталь 26 к вращающимся приводным валкам 2, тем самым обеспечивается устойчивое вращение детали 26 в процессе обрезки заусениц, образовавшийся при обрезке облоя от детали 26 дисковыми ножами 5.
Отделившийся облой 27 зависает на захватах С-образной формы 20. Инструментальная головка 3 и валки 8 отводятся от детали 26. Упор 11 установлен таким образом, что между подпружиненным кулачком 13 и упором 11, в то время когда валок 8 опущен на деталь 26, имеется расстояние Е, поэтому между началом отвода валка 8 упор 11 не сразу взаимодействует с подпружиненным кулачком 13, а в начале проходит расстояние Е.
При воздействии упора 11 на подпружиненный кулачок 13, поворачивается дополнительный рычаг 16, одновременно растягивая пружину 12. Тяга 17 передает воздействие от дополнительного рычага 16 на основной рычаг 18, который также поворачивает основную ось 19. Основная ось 19 поворачивает захваты С-образной формы 20, отрегулированные винтом 22 таким образом, что между торцом детали 26 и свободным концом захвата 20 образуется зазор. В течение определенного времени, несмотря на движение валка 8, захваты 20 находятся в неподвижном состоянии, и отделенный облой 27 погашает инерцию вращения и останавливается, Захваты 20 с зависшим на них облоем 27 проходят в пазах 23 и облой 27, упершись в боковую стенку 6 станины 1, падает на лоток 24 и выкатывается из установки обрезки облоя в специальную тару. В момент падения облоя 27 с захватов 20, валок 8 успевает зайти за боковую стенку 6 станины 1.
Деталь 26 после процесса обрезки облоя 27 выгружается из установки механизмом выталкивания 25.
Формула изобретения Установка для обрезки облоя, содержащая станину, приводные валки для размещения обрабатываемой заготовки,
инструментальную головку, включающую установленные с возможностью вращения дисковые ножи, и привод подачи головки, отличающаяся тем, что, с целью повышения надежности за счет обеспечения возможности принудительного удаления облоя. она снабжена механизмами съема облоя по числу дисковых ножей, а станина - закрепленными на ее боковых стенках кронштейнами, при этом каждый
механизм съема облоя выполнен в виде основной поворотной оси, проходящей через соответствующую пару кронштейнов, захвата С-образной формы, закрепленного на оси между кронштейнами, основного
рычага, закрепленного на той же оси снаружи из кронштейнов, дополнительной поворотной оси, проходящей через пару кронштейнов, дополнительного рычага, закрепленного на дополнительной оси снаружи кронштейна и связанного с основным рычагом посредством тяги, подпружиненного кулачка, также закрепленного на дополнительной оси между кронштейнами, валка с подкатным роликом
на одном его конце, шарнирно смонтированного под подпружиненным кулачком на боковой стенке станины с возможностью качания, привода качания валка в виде гидроцилиндра, шток которого связан с другим
концом валка, и упора, закрепленного на валке с возможностью взаимодействия с подпружиненным кулачком.
&/дА
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обрезки облоя | 1989 |
|
SU1611600A1 |
| Устройство для обрезки торцового облоя | 1988 |
|
SU1623853A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Устройство для обработки пластмассовых изделий | 1984 |
|
SU1186510A1 |
| СТАНОК ДЛЯ ПОДРЕЗКИ | 1972 |
|
SU360173A1 |
| Автоматическая линия для изготовления опорных роликов трактора | 1988 |
|
SU1572792A2 |

Использование: в горячештамповочном производстве при накатке наружного профиля на деталях типа опорных колес гусеничных движителей тракторов. Сущность изобретения: на боковых стенках станины симметрично размещены два механизма съема облоя. расположенные в кронштейнах. Кронилейны закреплены над валком, имеющим с одной стороны свободно вращающийся подкатной ролик, а с другой стороны соединенным со штоком цилиндра. Над упором валка с зазором расположен подпружиненный кулачок, жестко закрепленный на дополнительной поворотной оси между кронштейнами. Упор и подпружиненный кулачок пневматически связаны рычагами. Между кронштейнами жестко на основной оси закреплен С-образной формы захват.4 ил.
22
1 21 Я Фиг.З
| Автоматическая линия изготовления опорных роликов тракторов | 1984 |
|
SU1252131A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для обрезки облоя | 1989 |
|
SU1611600A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
