Изобретение относится к области металлургии и может быть использовано для поверхностной термообработки стальных изделий.
Целью изобретения является увеличение производительности индуктора путем увеличения интенсивности нагрева и предотвращение его разрушения.
На чертеже изображен предлагаемый
индуктор.
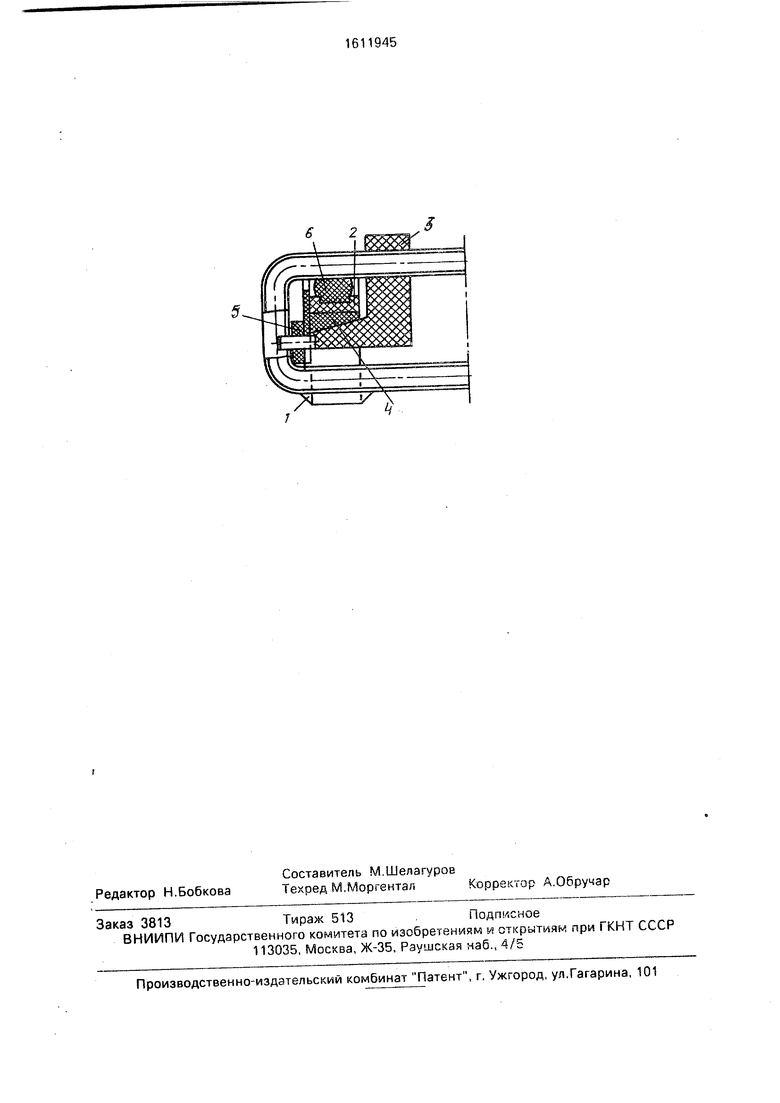
Индуктор состоит из индуктирующего провода 1, на одном его плече находится магнитопровод2, который теплоизолирован смесью определенного соотношения, состоящий из эпоксидной смолы и асбеста, ато предотвращает магнитопровод от растрескивания при резком изменении внешней температуры. Магнитопровод настроен на
частоту 0,2-14 мГц и имеет магнитную проницаемость не менее 2000 ед.
В щели магнитопровода находится плоская часть индуктирующего провода соединенная с основным проводом 1. для увеличения электропроводности индуктора, а также для защиты от коррозии индуктирующий провод покрыт тонким слоем серебра Плоская часть индуктирующего провода может изменять свое положение с целью регулирования энерговложения. Регулирование производится с помощью устройства, которое состоит из кронштейна 3, сопряженного с клиновой вставкой 4 вращением маховика 5. Эластичный элемент 6 обеспечивает устойчивое положение всей конструкции.,
Индуктор работает следующим образом.
ю
1 ел
При подключении к высокочастотному генератору деталь подается к щели магни- тбпровода 2. Нагрев происходит в два этапа. На первом этапе нагрев происходит за с«|ет магнитных потерь и индуктируемых то- . При достижении точки Кюри магнитная пЬоницаемость уменьшается до единицы
Н,)
- - - w/.rii гпцЕЭ,
втором этапе нагрев детали идет только за счет индукционных токов. На втором этапе магнитопровод 2 концентрирует индук- тиЬуемые токи только на участке щели Мсгнитопровода 2, выталкивая ток на по- веЬхность плоской части индуктирующего прЬвода 1. За счет этого достигается высо- К01нтенсивный разогрев. Для обработки поэерхности необходимо деталь перемещать относительно индуктора или индуктор относительно детали. Весь процесс проходи в закалочной среде.
Пример 1. В качестве магнитопрово- да выбран феррит марки 2000 НН с магнит- нои проницаемостью 2000 ед., кондуктор настроен на частоту 14 МГц. Берут изделие из стали марки У10, включают генератор мо|Ьностью 60 кВт. помещают деталь под щель индуктора сечением 0,5 х 3 см Разо- грез происходит в воде. В результате увеличивается твердость от 30 до 65 ед ибйазуется структура мелкого мартенсита 30
Пример 2. Обрабатывают изделие
исходит увеличение твердости от 30 до Ьй ед. HRC. Образуется структура мелкого мартенсита.
Пример 4. В качестве магнитопро- b вода выбран феррит марки 6000 НН с магнитной проницаемостью 6000 ед. Индуктор настроен на частоту 0,2 МГц. Берут изделие из стали марки 40Х, включают генератор мощностью 60 кВт.. Помещают деталь под 10 щель индуктора сечением 0,5 X 3 см Разогрев происходит под маслом. В результате термообработки происходит увеличение твердости от 20 до 63 ед. HRC. Образуется структура мелкого мартенсита. 15 Использование предлагаемого индуктора позволяет увеличить производительность установки за счет увеличения КПД при непрерывно-последовательном способе Увеличение КПД происходит за счет исполь- 0 зования магнитопровода из феррита с магнитной проницаемостью не менее 2000 ед при ТОЙ же удельной мощности, что и при использовании известного индуктора Следствием этого является увеличение ско- Ь рости нагрева и получение мелкодисперсной мартенситной структуры высокой твердости,
Формула изобретения
, - - - vp.MV u , Lfi |)аг I ОДС/1к1с
из :тали марки 40Ж, включают генератор моа ностью 60 кВт с частотой 0,44 МГц По- мефют деталь под щель индуктора сечением 0,5 X 3 см . Разогрев происходит под водри, В результате термообработки непре- pыв| o-пocлeдoвaтeльным способом про- исхфдит увеличение твердости от 20 до 60 е|1. Образуется структура мелкого мар- тенфита. Термообработка проведена при; удельной мощности приблизительно равной 30 кВт/см2. Пятно единичного действуя составляет 200 мм.
Пример 3. Обрабатывают изделие из марки У 10, включают генератор мощностью 60 кВт с частотой 13,6 МГц по- мещ&ют деталь под щель индуктора сечением tf,5 X 3 см . Разогрев происходит под мас/«ом. В результате термообработки про1. Индуктор для поверхностной непрерывной термообработки ферромагнитной стали, включающий индуктирующий провод и магнитопровод, отличающийся тем 35 что, с целью увеличения производительности индуктора путем увеличения интенсивности нагрева поверхности, магнитопровод выполнен в виде кольца со щелью и выпол- нен из феррита с магнитной проницаемо- 40 стью не менее 2000 ед, а индуктирующий провод выполнен в виде трубки с плоской частью с возможностью возвратно-поступательного движения ее относительно магни- топровода, причем плоская часть ь расположена в щели магнитопровода.
2. Индуктор поп. 1, отличающий- с я тем, что, с целью предотвращения разрушения, магнитопровод покрыт смесью асбеста и эпоксидной смолы.
Формула изобретения
6 2
| название | год | авторы | номер документа |
|---|---|---|---|
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| Устройство для термообработки плоских деталей | 1988 |
|
SU1615195A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЧУГУНА И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2428487C1 |
| Способ термообработки сварных соединений полос и устройство для его осуществления | 1987 |
|
SU1544817A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |
Изобретение относится к металлургии и может быть использовано для поверхностной термообработки стальных изделий. Целью изобретения является повышение производительности индуктора путем увеличения интенсивности нагрева и предотвращения его разрушения. Индуктор состоит из индуктирующего провода, на одном плече которого находится магнитопровод, который теплоизолирован смесью, состоящей из эпоксидной смолы и асбеста. Это предохраняет магнитопровод от растрескивания при резком изменении температуры. В щели магнитопровода находится плоская часть индуктирующего провода, она может изменять свое положение для регулирования энерговложения. Индуктор позволяет при той же удельной мощности, которая используется в известном устройстве, значительно интенсифицировать нагрев, вследствие чего получается мелкодисперсная мартенситная структура высокой твердости. 1 ил.
| Слухоцкий А.Е | |||
| Индукторы | |||
| - Л., 1979, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
