31
положенного вала (В) 4 и вращения ее вокруг собственной оси, тигель 5 с механизмом подпитки и систему элект ронно-лучевого нагрева. У снаб-- жена охлаждаемым пр01)ильным валком (ВК) 13, расположенным в плоскости, перпендикулярной оси вращения 64, механизмом вращения ВК 13j устройством синхронизации линейных скоростей вращения ВК 13 и 4 и механизмом поступательного перемещения тигля. При этом механизм вращения ВК 13 быполне в виде двух параллельно установленны в корпусе и соединенных между собой посредством шестерен 15 и 16, валов
17и 18, один из которых - ведомый
18связан с ВК 13, а другой - ведущи 17, соединен с приводом. Кроме того, У снабжена устройством синхронизации перемещения тигля 5 и ВК 13 на толщину единичного кристаллизугощегося слоя,которое выполнено в виде шестерни 36, закрепленной на корпусе рейки 37,кинематически связанной посредством винт
д 5
0
вой пары 40 с механизмом 30 поступательного осевого перемещения тигля 5 Уст ройство синхронизации линейных, скоростей вращения ВК 13 и В 4 вьшолне-- но в виде двух скошенных и обращенных скосами одна к другой втулок 19 и 20. Втулка 19 жестко скреплена с корпусом 21 механизма вращения ВК 13о Втулка 20 свободно размещена на ведущем валу 1 7 с возможностью поступательного перемещения по направляющей 22 и опи- рания прямой торцовой стороной через упорный подшипник 23 на подпружиненное упругим элементом 24 в осевом направлении фрикционное колесо 25, установленное на направляющей шпонке 26 ведущего вала 17 с возможностью осевого перемещения и контактирования с- колесом 27, связанным с механизмом 2 вращения затравки и через коническую зубчатую пару колес 28 и 29 с В 4 затравки,3. 4 з.п. ф-лы, 2 ил.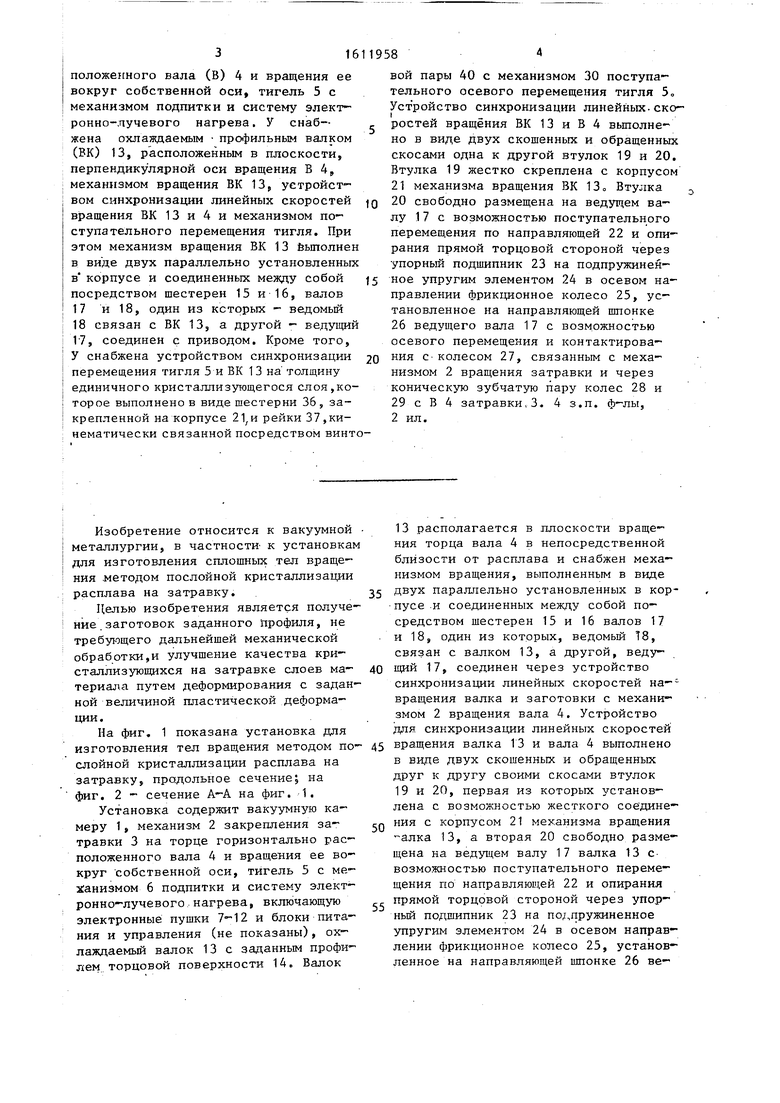


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления заготовок методом послойной кристаллизации металла на затравку | 1988 |
|
SU1602879A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2064540C1 |
| Способ изготовления тел вращения методом послойной кристаллизации и установка для его осуществления | 1989 |
|
SU1701752A1 |
| Способ изготовления тел вращения методом послойной кристаллизации расплава на затравку | 1988 |
|
SU1647033A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ МОНОКРИСТАЛЛОВ САПФИРА | 2005 |
|
RU2316621C2 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ МОНОКРИСТАЛЛОВ САПФИРА | 2005 |
|
RU2304641C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2456385C2 |
| Установка для выращивания монокристаллов тугоплавких окислов из расплава | 1985 |
|
SU1397555A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ БЕСТИГЕЛЬНОЙ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1991 |
|
RU2006536C1 |
| СПОСОБ ВЫТЯГИВАНИЯ КРИСТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2006537C1 |

Изобретение относится к вакуумной металлургии, в частности к установкам для изготовления тел вращения методом послойной кристаллизации расплава на затравку. Цель - получение заготовок с закристаллизованными слоями материала заданного профиля, не требующего дальнейшей механической обработки, и улучшение качества кристаллизующихся на затравке слоев материала путем деформирования их с заданной величиной пластической деформации. Установка (У) содержит вакуумную камеру 1, механизм 2 закрепления затравки 3 на торце горизонтально расположенного вала (В) 4 и вращения ее вокруг собственной оси, тигель 5 с механизмом подпитки и систему электронно-лучевого нагрева. У снабжена охлаждаемым профильным валком (ВК) 13, расположенным в плоскости, перпендикулярной оси вращения В 4, механизмом вращения ВК 13, устройством синхронизации линейных скоростей вращения ВК 13 и В 4 и механизмом поступательного перемещения тигля. При этом механизм вращения ВК 13 выполнен в виде двух параллельно установленных в корпусе и соединенных между собой посредством шестерен 15 и 16 валов 17 и 18, один из которых - ведомый 18 связан с ВК 13, а другой - ведущий 17 соединен с приводом. Кроме того, У снабжена устройством синхронизации перемещения тигля 5 и ВК 13 на толщину единичного кристаллизующегося слоя, которое выполнено в виде шестерни 36, закрепленной на корпусе 21, и рейки 37, кинематически связанной посредством винтовой пары 40 с механизмом 30 поступательного осевого перемещения тигля 5. Устройство синхронизации линейных скоростей вращения ВК 13 и В 4 выполнено в виде двух скошенных и обращенных скосами одна к другой втулок 19 и 20. Втулка 19 жестко скреплена с корпусом 21 механизма вращения ВК 13. Втулка 20 свободно размещена на ведущем валу 17 с возможностью поступательного перемещения по направляющей 22 и опирания прямой торцовой стороной через упорный подшипник 23 на подпружиненное упругим элементом 24 в осевом направлении фрикционное колесо 25, установленное на направляющей шпонке 26 ведущего вала 17 с возможностью осевого перемещения и контактирования с колесом 27, связанным с механизмом 2 вращения затравки и через коническую зубчатую пару колес 28 и 29 с В 4 затравки 3. 4 з.п.ф-лы, 2 ил.
Изобретение относится к вакуумной еталлургии, в частности к установкам для изготовления сплошных тел вращения методом послойной кристаллизации расплава на затравку.
Целью изобретения является получение .заготовок заданного профиля, не требующего дальнейшей механической обработки,и улучшение качества кристаллизующихся на затравке слоев материала путем деформирования с заданной величиной пластической деформации.
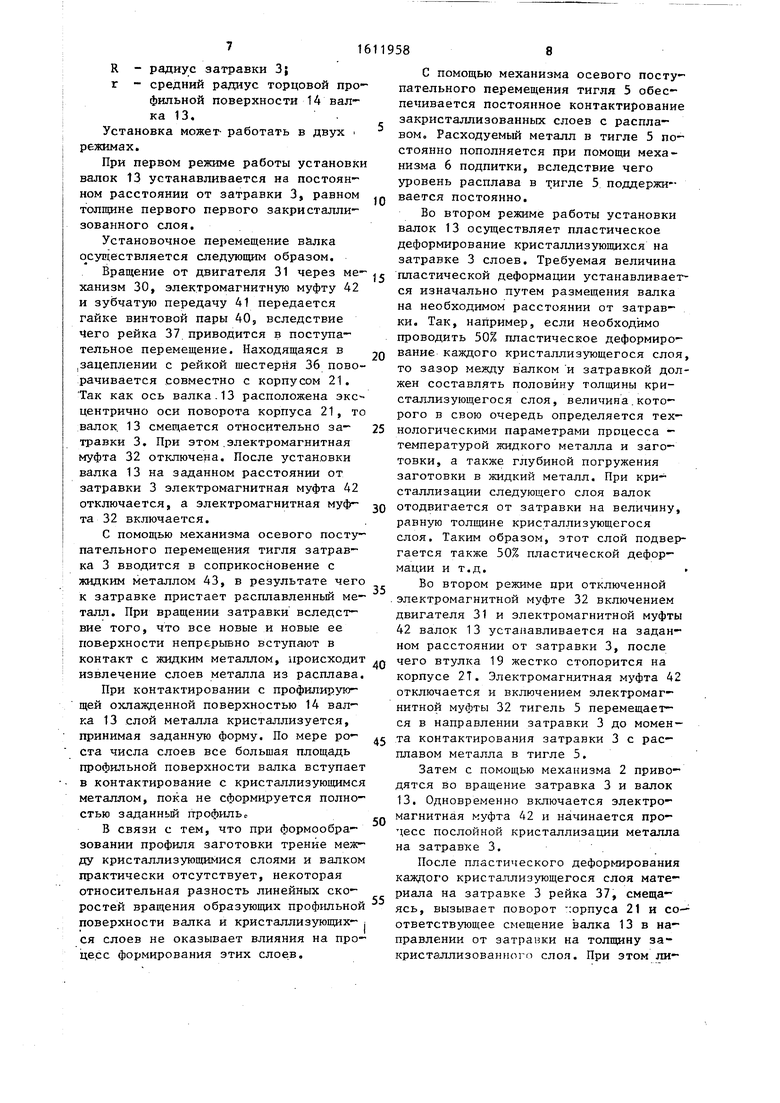
На фиг. 1 показана установка для изготовления тел вращения методом послойной кристаллизации расплава на затравку, продольное сечение; на фиг. 2 - сечение А-А на фиг. 1.
Установка содержит вакуумную камеру 1, механизм 2 закрепления затравки 3 на торце горизонтально расположенного вала 4 и вращения ее вокруг собственной оси, тигель 5 с механизмом 6 подпитки и систему электронно-лучевого нагрева, включающую электронные пушки 7-12 и блоки питания и управления (не показаны), охлаждаемый валок 13 с заданным профилем торцовой поверхности 14. Валок
5
0
13 располагается в плоскости вращения торца вала 4 в непосредственной близости от расплава и снабжен механизмом вращения, выполненным в виде двух параллельно установленных в корпусе -И соединенных между собой посредством шестерен 15 и 16 валов 17 и 18, один из которых, ведомый Т8, связан с валком 13, а другой, ведущий 17, соединен через устройство синхронизации линейных скоростей на- вращения валка и заготовки с механизмом 2 вращения вала 4. Устройство для синхронизации линейных скоростей 5 вращения валка 13 и вала 4 выполнено в виде двух скошенных и обращенных друг к другу своими скосами втулок 19 и 20, первая из которых установлена с возможностью жесткого соединения с корпусом 21 механизма вращения алка 13, а вторая 20 свободно размещена на ведущем валу 17 валка 13 с- возможностью поступательного перемещения по направляющей 22 и опирания прямой торцовой стороной через упорный подшипник 23 на под,лружиненное упругим элементом 24 в осевом направлении фрикционное колесо 25, установленное на направляющей шпонке 26 ве-
0
5
516
дущего вала 17 валка с возможностью осевого перемещения и контактирования с колесом 27, связанным с механизмом вращения затравки 3 и через коническую зубчатую пару колес 28 и 29 с валом А затравки 3, Валок 13 и корпус 21 выполнены водоозслаждаемыми, причем каналы для прохождения воды по корпусу соединены с внутренней полостью валка 13.
Установка снабжена также механизмом поступательного перемещения тигля 5, вьшолненным в виде -приводного .зубчатого дифференциального механизма 30, передающего вращение от двигателя 31 через электромагнитную муфту 32 и цепную передачу 33 передаче винт-гайка ЗА, винт 35 которой связан с тиглем 5. Тигель 5 выполнен единым блоком с механизмом 6 подпитки и установлен с возможностью совместного перемещения с механизмом 6 подпитки при движении винта 35. Кроме того, установка содержит устройство синхронизации перемещения тигля 5 и валка 13 относительно друг друга, выполненное в виде шестерни 36, закрепленной на корпусе 21, и рейки 37, установленной в направляющих 38 и 39 и кинематически связанной посредством винтовой пары АО, зубчатой передачи 41 и электромагнитной муфты 42 с дисЬ- ференциальным механизмом 30 поступательного осевого перемещения тигля 5.
При таком выполнении установки возможно проводить послойную кристаллизацию материала на затравке и получать при этом заданный профиль заготовки путем введения слоев материала в контакт с охлаждаемым вращающимся валком, имеющим заданную профильную рабочую поверхность без приложения какого-либо усилия со стороны валка к затравке, либо кристаллизацию материала на затравке можно вести одновременно с пластическим деформированием заданной величины путем приложения усилия от валка к затравке так, что величина.деформации постоянна для каждого кристаллизующегося слоя. С этой целью валок перемещается непре- рьшно от затравки на толщину очередного кристаллизующегося слоя. Одновременно с кристаллизацией слоев материала на затравке синхронизируются ли- нейные скорости вращения валка и заготовки, что способствует уменьшению трения скольжения валка о кристалли
зующийся слой до минимальной величины. Таким образом, путем введения каждого кристаллизующегося на затравке слоя материала в контакт с вращающимся охлаждаемым профил1фованным роликом возможно получать заготовку с заданным профилем закристаллизованного на ней материала, чистота поверхности которого и геометрические размеры в общем случае не требуют дальнейшей механической обработки или заготовок с минимальным допуском на дальнейшую обработку для специзделий, например 5 инструментальных дисковых фрез.
Установка работает следующим образом.
Исходные материалы 43 и 44, используемые для П слойной кристаллизации,
0 на затравке 3 помещаются в тигель 5 и в механизм 6 подпитки тигля. Затравка 3 жестко закрепляется на торце вала 4. После достижения в камере вакуума порядка 1-10 - включается
5 система электронно-лучевого нагрева и с помощью электронных пушек 8-11 производится плавка исходного материала в тигле до получения зеркала расплава. Пушкой 12 оплавляется ме0 талл, которьй в дальнейшем идет на подпитку тигля 5. Включается подача охлаждающей воды, которая по соответствующим каналам корпуса 21 и валов 17 и 18 поступает во внутреннюю полость валка 13, Механизм 2 приводит во вращение вал 4 с затравкой 3 и с пoмoп ью фрикционной пары колес 25 и 27 проводится во вращение ведущий вал 17, а следовател1 но, и вал 18 с
о валком 13, имеющем профиль, повторяющий профиль затравки 3. Валок 13 устанавливается в непосредственной близости от расплава. Одновременно пушкой 7 нагревается затравка 3 до тем-
5 пературы, величина которой устанавливается в зависимости от материала заготовки, кристаллизующегося материала и технологических режимов процесса. Передаточные числа i фрикционной
0 пары колес 25 и 27, а также зубчатых пар колес 28 - 29 и шестерен 15 - 16 выбираются из условия обеспечения соотношения, при котором выдерживается примерное равенство линейных скоро-
5 стей их контактируемых поверхностей:.,
1
Пг R -t г где n число оборотов затравки 3;
п, - число оборотов валка 13;
R - радиус затравки 3; г - средний радиус торцовой профильной поверхности 14 валка 13,
Установка может- работать в двух режимах.
При первом режиме работы установк валок 13 устанавливается на постоянном расстоянии от затравки 3, равном толщине первого первого закристаллизованного слоя.
Установочное перемещение валка осуществляется следующим образом.
Во втором режиме работы установки валок 13 осуществляет пластическое деформирование кристатшизующихся на затравке 3 слоев. Требуемая величина
Вращение от двигателя 31 через ме- j пластической деформации устанавливаетханизм 30, электромагнитную муфту 42 и зубчатую передачу 41 передается гайке винтовой пары 40, вследствие Чего рейка 37 приводится в поступательное перемещение. Находящаяся в ,зацеплении с рейкой шестерня 36 поворачивается совместно с корпусом 21, Так как ось валка. 13 расположена эксцентрично оси поворота корпуса 21, то валок. 13 смещается относительно затравки 3, При этом.электромагнитная муфта 32 отключена. После устан.овки валка 13 на заданном расстоянии от затравки 3 электромагнитная муфта 42 отключается, а электромагнитная муфта 32 включается,
С помощью механизма осевого поступательного перемещения тигля затравка 3 вводится в соприкосновение с жидким металлом 43, в результате чего к затравке пристает расгславленный металл. При вращении затравки вследствие того, что все новые и новые ее поверхности непрерьтно вступают в контакт с жидким металлом, происходит извлечение слоев металла из расплава.
При контактировании с профилирующей охлаяоденной поверхностью 14 валка 13 слой металла кристаллизуется, принимая заданную форму. По мере роста числа слоев все большая площадь профильной поверхности валка вступает в контактирование с кристаллизующимся металлом, пока не сформируется полностью заданньй профильс
В связи с тем, что при формообразовании профиля заготовки трение между кристаллизующимися слоями и валком практически отсутствует, некоторая относительная разность линейных скоростей вращения образующих профильной поверхности валка и кристаллизующих-j ся слоев не оказывает влияния на процесс формирования этих слоев.
20
25
30
ся изначально путем размещения валка на необходимом расстоянии от затравки. Так, например, если необходимо проводить 50% пластическое деформирование каждого кристаллизующегося слоя, то зазор между валком и затравкой должен составлять половину толщины кристаллизующегося слоя, величина.которого в свою очередь определяется технологическими параметрами процесса - температурой жидкого металла и заготовки, а также глубиной погружения заготовки в жидкий металл. При кристаллизации следующего слоя валок отодвигается от затравки на величину, равную толщине кристаллизующегося слоя. Таким образом, этот слой подве1 - гается также 50% пластической деформации и т,д.
Во втором режиме при отключенной электромагнитной муфте 32 включением двигателя 31 и электромагнитной муфты 42 валок 13 устанавливается на заданном расстоянии от затравки 3, после чего втулка 19 жестко стопорится на корпусе 2Т, Электромагнлтная муфта 42 отключается и включением электромагнитной муфты 32 тигель 5 перемещается в направлении затравки 3 до момента контактирования затравки 3 с расплавом металла в тигле 5.
Затем с помощью механизма 2 приводятся во вращение затравка 3 и валок 13. Одновременно включается электромагнитная муфта 42 и начинается про- lecc послойной кристаллизации металла на затравке 3.
После пластического деформирования каждого кристаллизующегося слоя мате- риала на затравке 3 рейка 37, смещаясь, вызывает поворот орпуса 21 и со-- ответствующее смещение валка 13 в направлении от затравки на толщину закристаллизованного слоя. При этом ли-
35
40
45
50
8
С помощью механизма осевого поступательного перемещения тигля 5 обеспечивается постоянное контактирование закристаллизованных слоев с расплавом. Расходуемый металл в тигле 5 постоянно пополняется при помощи механизма 6 подпитки, вследствие чего уровень расплава в 1;игле 5 поддерживается постоянно.
Во втором режиме работы установки валок 13 осуществляет пластическое деформирование кристатшизующихся на затравке 3 слоев. Требуемая величина
пластической деформации устанавливает0
5
0
ся изначально путем размещения валка на необходимом расстоянии от затравки. Так, например, если необходимо проводить 50% пластическое деформирование каждого кристаллизующегося слоя, то зазор между валком и затравкой должен составлять половину толщины кристаллизующегося слоя, величина.которого в свою очередь определяется технологическими параметрами процесса - температурой жидкого металла и заготовки, а также глубиной погружения заготовки в жидкий металл. При кристаллизации следующего слоя валок отодвигается от затравки на величину, равную толщине кристаллизующегося слоя. Таким образом, этот слой подве1 - гается также 50% пластической деформации и т,д.
Во втором режиме при отключенной электромагнитной муфте 32 включением двигателя 31 и электромагнитной муфты 42 валок 13 устанавливается на заданном расстоянии от затравки 3, после чего втулка 19 жестко стопорится на корпусе 2Т, Электромагнлтная муфта 42 отключается и включением электромагнитной муфты 32 тигель 5 перемещается в направлении затравки 3 до момента контактирования затравки 3 с расплавом металла в тигле 5.
Затем с помощью механизма 2 приводятся во вращение затравка 3 и валок 13. Одновременно включается электромагнитная муфта 42 и начинается про- lecc послойной кристаллизации металла на затравке 3.
После пластического деформирования каждого кристаллизующегося слоя мате- риала на затравке 3 рейка 37, смещаясь, вызывает поворот орпуса 21 и со-- ответствующее смещение валка 13 в направлении от затравки на толщину закристаллизованного слоя. При этом ли-
5
0
5
0
ейная скорость рабочей поверхности алка увеличивается соответственно величению линейной скорости закриталлизованного слоя на затравке 3, величение линейной скорости рабочей 1оверхиости валка осуществляется следствие совместного с корпусом 21 оворота втулки 19, которая, поворачиаясь, взаимодействует своей скошен- JQ ной поверхностью с втулкой 20, вызывая ее перемещение по корпусу 21. Втулка 20 через подшипник 23 перемещает, колесо 25 фрикционной передачи по колесу 27, вследствие чего изменя- ется передаточное число фрикционной передачи, а следовательно, и число оборотов валка 13.
В результате применения предлагаемой установки возможно получать го- 20 товые изделия фигурного профиля с улучшенной макроструктурой без приложения кдкой-либо нагрузки по сравнению с изделиями, получаемыми литьем, изготавливать изделия из металлов и 25 сплавов, трудно поддающихся различным видам механической обработки. При этом снижается расход дефицитного материала, поскольку не все изделие, а только его периферийная часть - рабо- зо чая изготавливается из спецматериала, а сама заготовка может быть изготовлена из любого другого материала, изделия получаются в заданных геометри- -1еских размерах и с высокой чистотой поверхности профиля, что не требует механической обработки фигурного профиля, для которой требуется спецосна- стка.
Кроме того, путем пластического Q деформирования каждого из кристаллизующегося на затрвке слоя материала возможно получать заготовки заданного профиля с тонкодисперсной микроструктурой,45
Формула из обретения
5 Установка по п. 1, отличающая с я тем, что механизм поступательного перемещения тигля выполнен в виде приводного зубчатого /щфференциала, кинематически связанного электромагнитной муфтой и винтовой передачей с тиглем.
31
10
| Целиков А, И., Романчиков Б | |||
| Ф, Гидравлические наишмные механизмы для систем автоматизации прокатных станов в СССР и за рубежом | |||
| - Кета/шургичес- кое оборудование | |||
| М, : HИИинфop Tя кJv1aш5 1974, № 8, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Мовчан Б | |||
| А., Малашенко И | |||
| С | |||
| Жаростойкие покрытия, осаж/1,аемые в вакууме | |||
| Киев, Наукова думка, 1983, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
