(21)4432070/40-27
(22)26.05.88
(46) 30.07.90. Бнш. У 28
(71)Симферопольское специальное конструкторское бюро продовольственного машиностроения
(72)Б.П.Гребенчук и Р.И.Покровский
(53)621.979:62-229.61 (088.8)
(56)Патент Японии V 49-35304,
кл. В 30 В 15/30, опублик. 20.09.74.
(54)УСТРОПСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЛИСТОВОГО МАТЕРИАЛА
(57)Изобретение относится к обработке материалов давлением.Цель изобретения - повышение надежности в работе и производительности процесса перемещения. Устройство содержит кассеты для размещения стопы листов, механизм шагового перемещения кассет, механизм выравнивания кассет
и механизм шагового перемещения стопы, связанный с пневмосетью. Механизм шагового перемещения выполнен в виде шагового конвейера, а кассе- ты закреплены на шаговом конвейере. Механизм выравнивания содержит упор,
установленный по од,ну сторону из сторон шагового конвейера, и направляющую, установленную по другую сторону шагового конвейера. В направляющей установлена приводная ползугака, несущая пластинчатые пружины, расположенные перпендикулярно к направляющей. На пластинчатых пружинах установлена плита, несущая датчик и шарнирно закрепленный двуплечий рычаг, взаимодействующий с датчиком. Плита приводится в колебательное движение от электромагнита. Механизм перемещения содержит горизонтальные направляющие, по которым перемещается каретка, несущая вертикально закрепленный силовой
цилиндр со штоком. На штоке шарнирно закреплены рычаги, несущие траверсу. На траверсе установлен вал, несущий корпус с неподвижной зажимной губкой и подвижной зажимной губкой, приводимой в движение от силового цилиндра перемещения через клин, и силовые цилиндры поворота, связанные через цепную передачу с валом. 1 з.п. ф-лы, 3 ил.
СП
оо
-
оо со

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1981 |
|
SU1013054A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018441C1 |
| Устройство для выдачи и ориентации штучных заготовок | 1987 |
|
SU1479178A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1982 |
|
SU1015993A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
Изобретение относится к обработке материалов давлением. Цель изобретения - повышение надежности в работе и производительности процесса перемещения. Устройство содержит кассеты для размещения стопы листов, механизм шагового перемещения кассет, механизм выравнивания кассет и механизм шагового перемещения стопы, связанный с пневмосетью. Механизм шагового перемещения выполнен в виде шагового конвейера, а кассеты закреплены на шаговом конвейере. Механизм выравнивания содержит упор, установленный по одну из сторон шагового конвейера, и направляющую, установленную по другую сторону шагового конвейера. В направляющей установлена приводная ползушка, несущая пластинчатые пружины, расположенные перпендикулярно к направляющей. На пластинчатых пружинах установлена плита, несущая датчик и шарнирно закрепленный двуплечий рычаг, взаимодействующий с датчиком. Плита приводится в колебательное движение от электромагнита. Механизм перемещения содержит горизонтальные направляющие, по которым перемещается каретка, несущая вертикально закрепленный силовой цилиндр со штоком. На штоке шарнирно закреплены рычаги, несущие траверсу. На траверсе установлен вал, несущий корпус с неподвижной зажимной губкой и подвижной зажимной губкой, приводимой в движение от силового цилиндра перемещения через клин, и силовые цилиндры поворота, связанные через цепную передачу с валом. 1 з.п. ф-лы, 3 ил.
Изобретение относится к обработке материалов давлением и может быть использовано для перемещения листового материала.
Цель изобретения - повышение надежности в работе и производительности процесса перемещения.
На фиг. 1 изображено устройство для перемещения листового материала; на
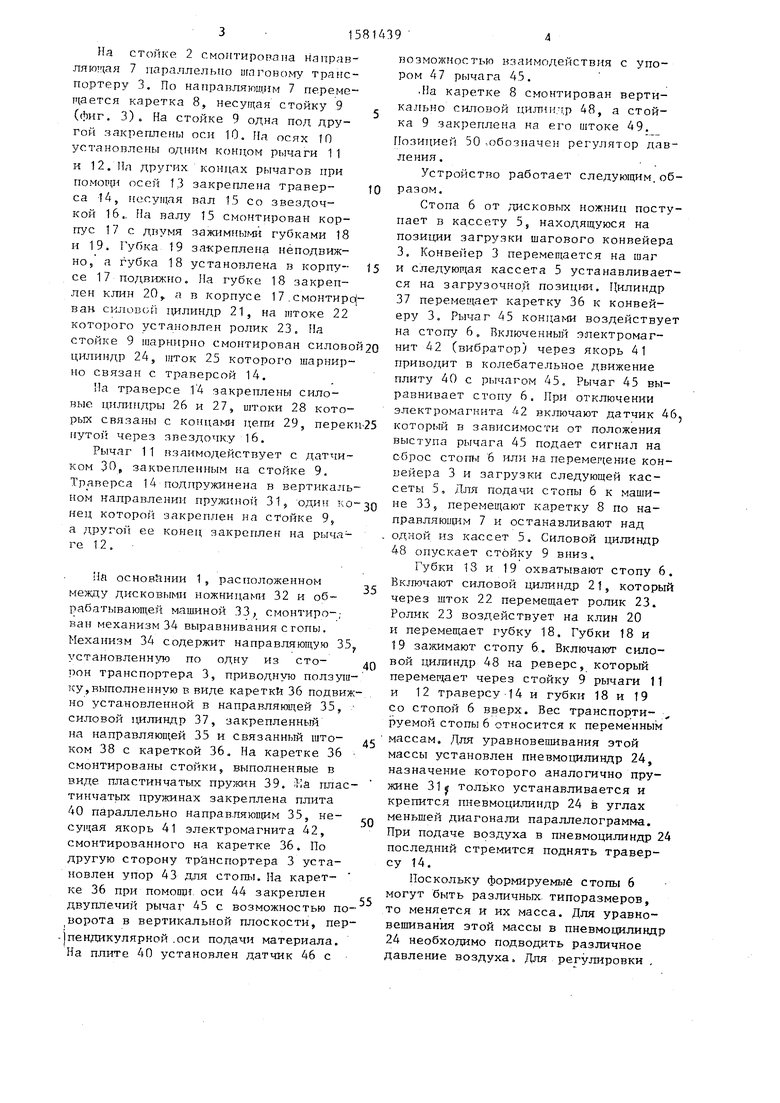
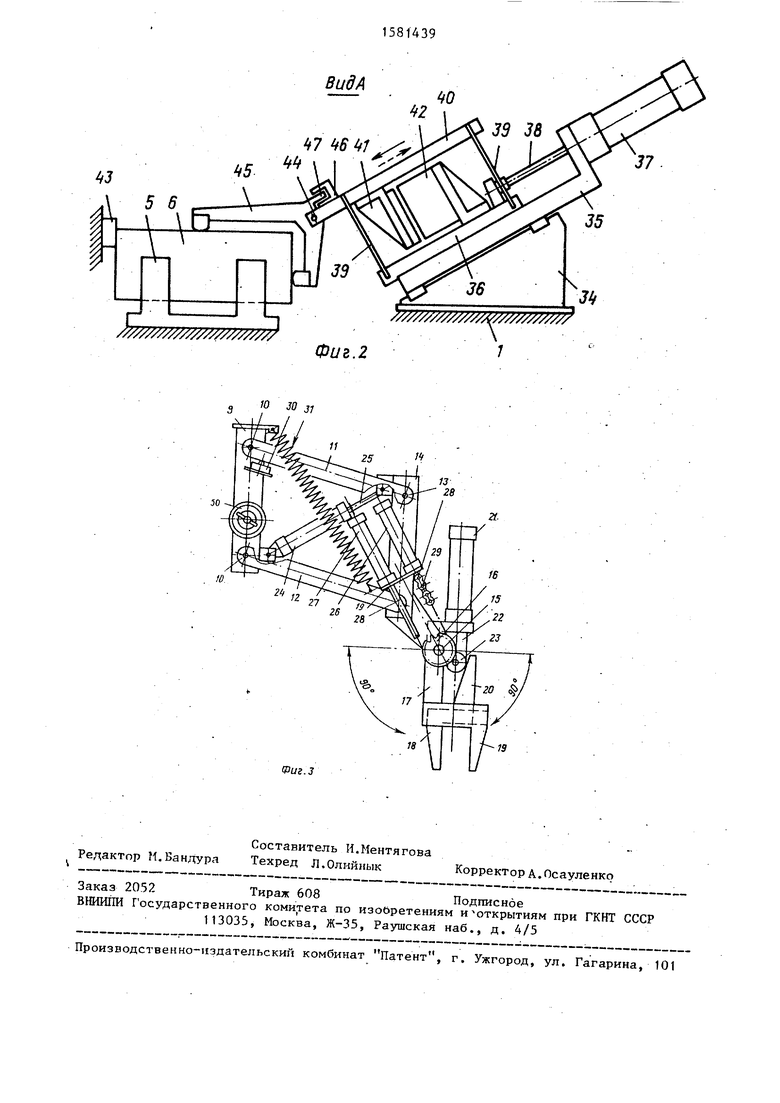
фиг. 2 - вид А на фиг. 1; на фнг.З - механизм перемещения стопы.
Устройство содержит основание 1, установленное на стойках 2, шаговый транспортер 3 с замкнутым гибким тянущим органом 4, на котором последовательно одна за другой закреплены кассеты 5 для размещения стоп 6 лис- тового материала (листов).
На стойке 2 смонтирована направляющая 7 параллельно шаговому транспортеру 3. По направляющим 7 перемещается каретка 8, несущая стойку 9 (фиг. 3) , На стойке 9 одна под другой закреплены оси 10. На осях 10 установлены одним кондом рычаги 11 и 12. На других концах рычагов при помощи осей 13 закреплена травер- са 14, несущая вал 15 со звездочкой 16. На валу 15 смонтирован корпус 17 с двумя зажимными губками 18 и 19, Губка 19 закреплена неподвижно, а губка 18 установлена в корпу- се 17 подвижно. На губке 18 закреплен клин 20,. а в корпусе 17 смонтирб ван силовой цилиндр 21, на щтоке 22 которого установлен ролик 23. На стойке 9 шарнирно смонтирован силово цилиндр 24, шток 25 которого шарнирно связан с траверсой 14.
Па траверсе 14 закреплены силовые цилиндры 26 и 27, штоки 28 которых связаны с концами цепи 29, перек нутой через звездочку 16.
Рычаг 11 взаимодействует с датчиком 30, заквелленным на стойке 9. Траверса 14 подпружинена в вертикальном направлении пружиной 31, один 0 нец которой закреплен на стойке 9, а другой ее конец закреплен на рычл- ге 12.
На основании 1, расположенном
между дисковыми ножницами 32 и обрабатывающей машиной 33; смонтиро-, ван механизм 34 выравнивания стопы. Механизм 34 содержит направляющую 35
установленную по одну из сто- пон транспортера 3, приводную ползуш- ку,выполненную в виде каретки 36 подвижно установленной в направляющей 35, силовой цилиндр 37, закрепленный на направляющей 35 и связанный штоком 38 с кареткой 36. На каретке 36 смонтированы стойки, выполненные в виде пластинчатых пружин 39. Иа пластинчатых пружинах закреплена плита 40 параллельно направляющим 35, несущая якорь 41 электромагнита 42, смонтированного на каретке 36. По другую сторону транспортера 3 установлен упор 43 для стопы. На каретке 36 при помощи оси 44 закреплен двуплечий рычаг 45 с возможностью поворота в вертикальной плоскости, пер-)пендикулярной .оси подачи материала. На плите 40 установлен датчик 46 с
0 5 0
5
0
5
5
0
0
5
возможностью взаимодействия с упором 47 рычага 45.
.На каретке 8 смонтирован вертикально силовой цилинтр 48, а стойка 9 закреплена на его штоке 49. Позицией 50 обозначен регулятор давления.
Устройство работает следующим.образом.
Стопа 6 от дисковых ножниц поступает в кассету 5, находящуюся на позиции загрузки шагового конвейера 3. Конвейер 3 перемещается на шаг и следующая кассета 5 устанавливается на загрузочной позиции. Цилиндр 37 перемещает каретку 36 к конвейеру 3. Рычаг 45 концами воздействует на стопу 6„ Включенный электромагнит 42 (вибратор) через якорь 41 приводит в колебательное движение плиту 40 с рычагом 45, Рычаг 45 выравнивает стопу 6. При отключении электромагнита 42 включают датчик 46, который в зависимости от положения выступа рычага 45 подает сигнал на сброс стопы 6 или на перемещение конвейера 3 и загрузки следующей кассеты 5, Для подачи стопы 6 к машине 33, перемещают каретку 8 по направляющим 7 и останавливают над . одной из кассет 5, Силовой цилиндр 48 опускает стойку 9 вниз.
Губки 13 и 19 охватывают стопу 6. Включают силовой цилиндр 21, который через шток 22 перемещает ролик 23. Ролик 23 воздействует на клин 20 и перемещает губку 18. Губки 18 и 19 зажимают стопу 6. Включают силовой цилиндр 48 на реверс, который перемещает через стойку 9 рычаги 11 и 12 траверсу 14 и губки 18 и 19 со стопой 6 вверх. Вес транспорти- „ руемой стопы 6 относится к переменным массам. Для уравновешивания этой массы установлен пневмоцилиндр 24, назначение которого аналогично пружине 31 у только устанавливается и крепится пневмоцилиндр 24 в углах меньшей диагонали параллелограмма. При подаче воздуха в пневмоцилиндр 24 последний стремится поднять траверсу 14.
Поскольку формируемые стопы 6 могут быть различных типоразмеров, то меняется и их масса. Для уравновешивания этой массы в пневмоцилиндр 24 необходимо подводить различное давление воздуха„ Для регулировки ,
51581
авления воздуха применяется рёгуля- ор 50 давления.
Включают силовые цилиндры 26 и 27, оторые через цепь 29, звездочку 16 и вал 15 поворачивают корпус 1/ на 90°. Каретка 8 перемещается к машине 33.
Формула изобретения
19б
крепчечнпго на клретке5н якоря установленного на плите с возможностью взаимодействия с электромагнитом, ме - ханнзм перемещения стопы- выполнен в виде горизонтальной направляющей, установленной над шаговым транспортером приводной каретки, смонтированной в горизонтальной направляющей, 0 силового цилиндра подъема со штоком подъема, вертикально смонтированного на каретке, двух рычагов, шарнирно закрепленных одним концом на штоке подъема с возможностью по- 5 ворота в вертикальной плоскости и подпруженных в вертикальном направлении, траверсы, шарнирно закрепленной на свободных концах рычагов, уравновешивающего силового 0 цилиндра, шарнирно закрепленного на штоке подъема и шарнирно связанного с траверсой, вала со звездочкой, установленного на траверсе, корпуса, закрепленного на валу и несущего не- 5 подвижную и подвижную зажимные губ- ки,клина,закрепленного на подвижной зяжимнпч губке,силового цилиндра перемещения с штоком перемещения, установленного в корпусе, клина, закреп- 30 ленного на подвижной зажимной губке, ролика, смонтированного на штоке перемещения с возможностью взаимодействия с клином, силовых цилиндров поворота, смонтированных на траверсе; и цепи, перекинутой через звездочку и связанной с силовыми цилиндрами поворота.
35
40
л
556
И
--v I I I f I
(й ifi
7/
/WW/W/////////////////
w/////////////w/////S/S/ /V/ Фиг.21
3 0 JO J7
№
Фиг.з
tt
2L
