Изобретение относится к электроннолучевой технологии и может найти применение в машиностроении при изготовлении многослойных рулонированных сосудов высокого давления и им подобных толстостенных изделий ответственного назначения, требующих предварительной подготовки необработанных торцов каждого из слоев (в том числе - переменного профиля), их эффективного разглаживания и вакуумного рафинирующего переплава на глубину до 10-20 мм.
Цель изобретения - повышение качества оплавленного слоя заданной толщины с минимальной волнистостью поверхности.
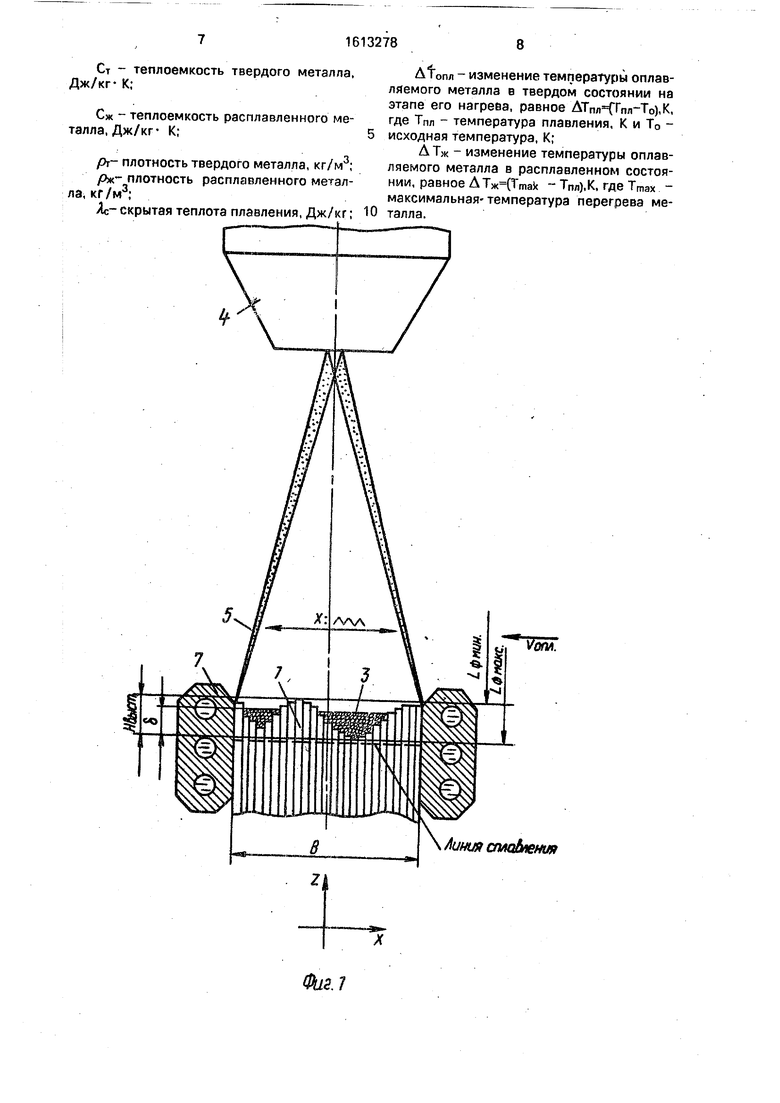
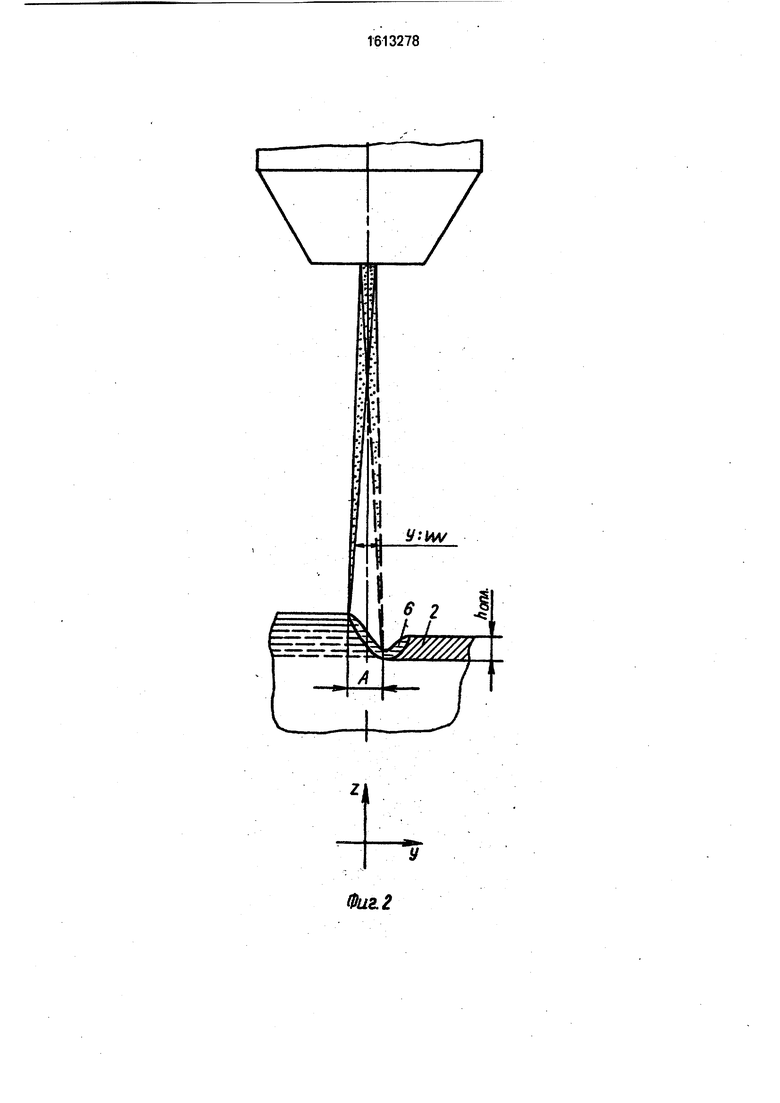
На фиг. 1 показана схема реализации способа; на фиг. 2 -условно формирование оплавленного слоя; на фиг. 3-функциональная блок-схема подключения к источникам питания отклоняющей и фокусирующей систем электронного излучателя.
Подлежащее поверхностному оплавлению изделие 1 в состоянии поставки имеет волнистую торцовую поверхность, переменный профиль которой исключает возможность высококачественной сварки при состыковке подобных листов в пакет. Оплавленный же слой 2 такую возможность обеспечивает. Во впадинах между выступами волнистой торцовой поверхности пакета распределен присадочный материал 3 в виW hO
ш
де металлической крошки, подлежащей переплаву совместно с этой поверхностью. Этот материал восполняет недостаток материала в тех случаях, когда объем, занимаемый выступами оплавленной поверхности, превышает заданную глубину оплавленного слоя, Если же объем выступов не превышает заданную глубину оплавленного слоя, то присадочный материал используется как средство для выравнивания поверхности оплавления за счет экранировки пучка плавящейся присадкой.
Электронный излучатель 4 расположен над оплавленным изделием 1 и генерирует электронный пучок 5, колеблющийся (с помощью не показанной на фиг. 1 и 2 отклоняющей системы) по двум ортогональным горизонтальным координатам. Изделие 1 и пучок 5 находятся в относительном движении друг относительно друга и пучок 5 колеблют поперек направления оплавления с амплитудой, равной ширине В оплавляемой поверхности,и по направлению оплавления с амплитудой 1-3 мм; синхронно с продоль- колебаниями пучка производят его динамическую фокусировку по пилообразному закону, обеспечивая возвратнр-посту- патеяьные колебания фокуса пучка относительно оплавляемой поверхности с низкой частотой 1-5 Гц и с амплитудой ДР, равной максимальной высоте Нтах выступов исходной поверхности изделия; - . Происходит подреза- ние выступов поверхности, а порции рас- плавленного металла принудительно переносятся в заднюю часть ванны 6. При частотах менее 1 Гц источник нагрева становится квазиимпульсным ввиду выравнивания скоростей оплавления и чрезмерного смещения пятна нагрева во время импульса, что снижает степень подрезания выступов, При частотах более 5 Гц источник нагрева становится равномерно распределенным, что приводит к значительному уменьшению глубины проплавления а попытки увеличить ее за счет увеличения тока пучка сопровождаются недопустимым перегревом оплавляемой поверхности, ростом зерна в литой зоне и значительным разупрочнением зоны термического влияния.
Синхронизация частот динамической фокусировки и продольных колебаний пучка по фазе обеспечивает поддержание максимальной плотности мощности на передней подрезаемой стенке по всей высоте выступов в любой момент времени.
Амплитуда продольных колебаний пучка не должна быть менее 1 мм, иначе источник нагрева становится линейным, движущимся со скоростью оплавления, и при этом снижается эффективность подрезания выступов, а остаточная волнистость увеличи- 5 вается. Если же амплитуда продольных крлебаний пучка превышаетЗ мм, то на имеющемся в настоящее время серийном оборудовании ЭЛА 60/60 (ускоряющее напряжение 60 кВ, максимальная мощность 10 60 кВт) не удается длительно обеспечить качественное оплавление поверхности с выступами высотой около 25 мм (из-за снижения ресурса работы катодного узла излучателя при работе на максимальной 15 мощности).
При оплавлении поверхности изделия 1 целесообразно использовать медный водо- охлаждаемый кристаллизатор 7, обеспечивающий поддержание заданного 0 температурного режима.
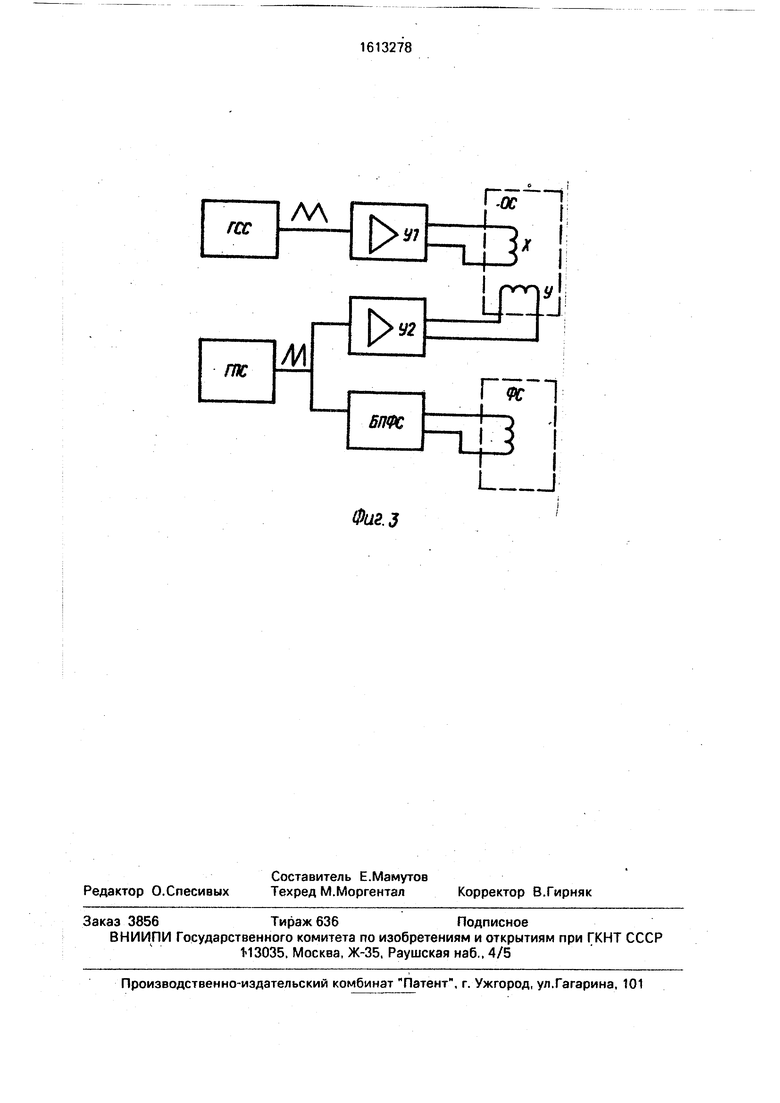
Указанные колебания пучка и его фокуса обеспечивают отклоняющая и фокусирующая системы излучателя 4 (см.фиг,3).
Отклоняющая система ОС содержит ка- 5 тушки X и У для смещения, пучка по соответствующим горизонтальным координатам. Через усилитель тока У1 катушка X электрически связана со стандартным генератором специальных сигналов ГСС, управляющим, 0 поперечной разверткой пучка. Через усилитель У2 катушка У электрически связана с генератором пилообразных сигналов ГПС, который имеет раздельную регулировку этих сигналов по каналам продольного от- 5 клонения пучка и фокусировки. Фокусирующая система ФС через блок питания фокусирующей системы также связана элек- тричес ки с блоком ГПС.
Во время оплавления ток в ОС изменя- 0 ют по треугольному закону для обеспечения поперечных колебаний на всей ширине В оплавляемой поверхности и по пилообразному закону для обеспечения в процессе продольного отклонения пучка плавного на-. 5 растания величины тока и его быстрый . сброс (плавное отклонение пучка обеспечивают в направлении, противоположном направлению перемещения источника нагрева).
0 Основные параметры рабочего режима оплавления выбирают по формуле
In UycK V - УОПЛ В Lonfl X,
Х(Ст -рг -АТпл- Л Ож+Сж -рж -АТж).
где In - ток электронного пучка А; UycK-ускоряющее напряженнее; rj- КПД электронного пучка; Vonfl - скорость оплавления, м/с; В - ширина оплавляемой поверхности, м;
1опл - глубина оплавляемой зоны.м;
Ст - теплоемкость твердого металла, ж/кг -К;
Сж - теплоемкость расплавленного меалла, Дж/кг К;
РГ - плотность твердого металла, кг/м ;
РЖ- плотность расплавленного метала,
АС - скрытая теплота плавления, Дж/кг; йТпл - изменение температуры оплавляемого металла в твердом состоянии на этапе его нагрева, равное АТпл (Тпл - То), К, где Тпл - температура плавления, К иТо - исходная температура. К; АТж - изменение температуры оплавляемого металла в расплавленном состоянии, равное АТж (Ттах- - Тпл), К, где Ттах - максимальная температура перегрева металла.
При построении этой формулы учтен принцип местного влияния применительно к расплавлению выступов и необходимость обеспечить сплавление оплавляемого слоя с основным металлом по всей обрабатываемой поверхности. Учтена также технологическая необходимость в некотором превышении заданной глубины оплавляемого слоя и экономические соображения, касающиеся рационального расходования присадочного металла.
Изобретение реализовано, в частности, на серийной электронно-лучевой установке У-788 при использовании серийного оборудования ЭЛА 60/60. Оплавлению подлежали торцы колец-имитаторов рулонированных сосудоввысокого давления диаметром 1600 мм с толщиной стенки 100 мм. Их изготовили методом плотной намотки из листЬвой конструкционной низкоуглеродистой стали 08Г2СФБ толщиной 5 мм, причем их торцы не. были подвергнуты механической обработке.
При оплавлении использована сыпучая присадка - крупка сварочной проволоки Св-ОЗГСМГ.
Оплавленные торцы колец механически обрабатывали и затем производили однопроходную электронно-лучевую сварку.
Реализация изобретения включала следующие этапы: вначале на обрабатываемой поверхности определяли максимальную высоту выступов (Нвыст): затем подсчитали требуемую глубину оплавления ипл (ипл Нвыст/1,29+1...2). Затем равномерно заполнили впадины сыпучим приса дочным материалом. Включив электронный излучатель, обеспечили поперечные колебания маломощного пучка с амплитудой, равной ширине оплавляемой поверхности.
Затем сфокусировали пучок на уровне вершин выступов, включили генератор ГПС и задали амплитуду продольных колебаний пучка и режим его динамической фокусировки. Затем включили рабочий ток пучка, наплавили сварочную ванну на всю ширину оплавляемой поверхности и обеспечили рабочее перемещение излучателя.
В данном случае на режиме: In 0,320А;
,08 м,- ,001 м; Уопл 2,8 м/ч;
fnonepeMHafl 100 Гц; 1продольн. 5 Гц; ( 15
мм; Нвыст. 20 мм получен бездефектный и гладкий оплавленнь й слой глубиной 17 мм, а процесс оплавления был устойчивым.
Технико-экономическая эффективность изобретения определяется возможностью изготовления толстостенных многослойных изделий типа сосудов высокого давления
при высоком качестве сварных соединений. Стоимостная оценка этой эффективности зависит как от конкретной стоимости каждого изделия, так и от масштабов их изготовления.
Формулаизобретения Способ электронно-лучевого оплавления в нижнем положении при относительном взаимном перемещении оплавляемого
изделия и электронного пучка, колеблющегося по двум ортогональным горизонтальным координатам, отличающийся тем, что, с целью повышения качества оплавленного слоя заданной толщины с минимальной волнистостью поверхности, электронный пучок колеблют поперек на- правления оплавления с амплитудой, равной ширине оплавляемой поверхности изделия, и по направлению оплавления с
амплитудой 1-3 мм, синхронно с продольными колебаниями пучка производят его динамическую фокусировку по пилообразному закону с частотой 1-5 Гц и с амплитудой, равной максимальной высоте выступов
исходной поверхности изделия, причем во впадинах исходной поверхности перед ее оплавлением распределяют присадочный материал в виде металлической крошки, а основные параметры рабочего режима оплавления выбирают по формуле
1п UycK f УОПЛ В 1-опл X (Ст -рг АТпл + Сж -рж АТж)
где In - ток электронного пучка. А:
UycK - ускоряющее напряжение. В; ;;-КПД электронного пучка; Voпл - скорость оплавления, м/с; В - ширина оплавляемой поверхности, м; Loпл - глубина оплавленной зоны, м;
CT - теплоемкость твердого металла, Дж/кг- К;
Сж - теплоемкость расплавленного металла, Дж/кг- К;
плотность твердого металла, /Ьк - плотность расплавленного металла, кг/м ;
Лс- скрытая теплота плавления, Дж/кг;
0
АТопл - изменение температуры оплавляемого металла в твердом состоянии на этапе его нагрева, равное АТпл Гпл-То),К. где Тпл - температура плавления, К и То - исходная температура. К;
АТж - изменение температуры оплавляемого металла в расплавленном состоянии, равное ATx a mak - Тпл),К, где Ттах - максимальная-температура перегрева металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оплавления поверхности детали | 1990 |
|
SU1799703A1 |
| СПОСОБ ОБРАБОТКИ ЭЛЕКТРОДОВ ИЗОЛИРУЮЩИХ ПРОМЕЖУТКОВ ВЫСОКОВОЛЬТНЫХ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 2008 |
|
RU2384911C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ МЕТАЛЛА С РЕГУЛИРОВАНИЕМ ТЕПЛОВЛОЖЕНИЯ | 2022 |
|
RU2804862C1 |
| Способ подготовки кромок под сварку | 1987 |
|
SU1504024A1 |
| Способ многослойной электронно-лучевой сварки | 2018 |
|
RU2688033C1 |
| Способ наплавки | 1985 |
|
SU1337219A1 |
| Способ многослойной электронно-лучевой сварки в узкий зазор | 1987 |
|
SU1530381A1 |
| Способ вневакуумной электронно-лучевой обработки | 1985 |
|
SU1328114A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2699431C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2007499C1 |
Изобретение относится к электронно-лучевой технологии и может найти применение в машиностроении при изготовлении многослойных рулонированных сосудов высокого давления и им подобных толстостенных изделий ответственно назначения, требующих предварительной подготовки необработанных торцов каждого из слоев (в том числе переменного профиля), их эффективного разглаживания и вакуумного рафинирующего переплава на глубину до 10-20 мм. Цель изобретения - повышение качества оплавленного слоя заданной толщины с минимальной волнистостью поверхности. Осуществляют однопроходное электронно-лучевое оплавление торцов состыкованных листов с формированием оплавленного слоя. Во впадинах исходной поверхности распределяют сыпучий присадочный материал. Во время оплавления электронный пучок колеблют вдоль и поперек направления сварки и одновременным этим обеспечивают его динамическую фокусировку. Основные параметры рабочего режима сварки выбирают из формулы, приведенной в описании изобретения. 3 ил.
ФтёЛ
ЛинияашЛнения
Фиг. 2
Фиг.з
| Долгополое И.А., Мусарыгин В.В | |||
| и Евграфов Н.Н | |||
| Поверхностная обработка электронным лучом стыкуемых кромок деталей из гидридообразующих металлов перед электронно-лучевой сваркой | |||
| В сб | |||
| Электронно-лучевая сварка, Материалы конференции | |||
| М.: МДНТП, 1986, с.111-116. |
