Изобретение относится к металлургии, преимущественно к литейному производству, а именно к технологии изготовления литейных форм, и может быть использовано в формовочных i машинах для средних и крупных форм.
Целью изобретения я эляется улучшение качества литых деталей путем повышения равномерности уплотнения и увеличения газопроницаемости.
В сыпучий материал вводят ингредиент (вспениваемый полистирол) в количестве 0,5 - 2,5% от объема смеси. На него воздейству1от энергоносителем, вызывая тем самым вспенивание гранул полистирола. Увеличиваясь в объеме, ингредиент оказывает внутреннее давление на окружающий материал, в результате чего происходит качественное уплотнение сыпучего материала.
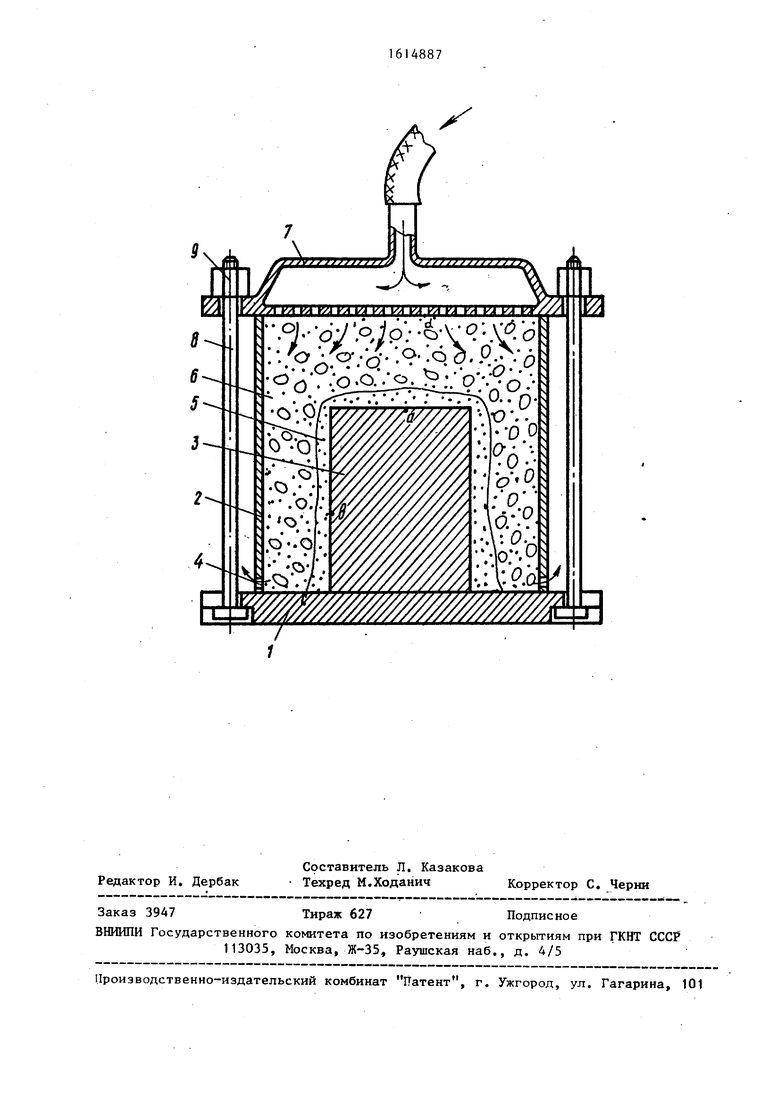
На чертеже представлена линейная форма для отливки цилиндрической детали.
Пример. На подмодельную плиту 1 устанавливают по центру опоки 2 модель цилиндра 3. На цилиндрической поверхности опоки просверлены отверстия 4. Модель обкладьшают слоем облицовочной смеси 5. В опоку 2 засыпают наполнительную смесь 6, в сое-, таве которой имеется ингредиент (поI листирол) в количестве 1,5 об.%.
На опоку накладывают пустотелую контрладовую плиту 7, имеющую отверстия, которую болтами 8 и гайками 9 прикрепляют к подмодельной плите 1 .
Через отверстия в -плите подается энергоноситель (перегретый пар с
. температурой 120 С), который, проходя сквозь наполнительный слой 6,
(Л
с
4
СХ) 00
ч
I вспенивает полистирол и выходит чё |рез отверстия 4, I Результаты проведенных опытов (сведены в таблицу.
Использование способа уплотнения сыпучих материалов позволяет получить равиомерную плотность без использования прессовых механизмов, увеличить газопроницаемость смеси, |Т,е, улучшить качество литых дета- |лей.
Ф о
Р м у л а
изобретен и
j I. Способ уплотнорня сьшучих ма- ,Ггериалов, преимущественно формовоч- . нь1х смесей, включающий подачу сыпучего материала в опоку и его уплотнение статической нагрузкой, отличающийся тем, что, : целью улучшения качества литых деталей путем повьш1енйя равномерности уплотнения и увеличения газопро- тацаемости, перед уплотнением сьшу- чего материала в него вводят увелиo
чиваювдиеся в объеме ингредиенты, а статическую нагрузку осуществляют воздействием знергоносителя на них.
2.Способ по п. , отличающийся тем, что в качестве увеличивающегося в объеме ингредиента используют вспениваемый полистирол в количестве 0,5 - 2,5 об.% от объема уплотняемой смеси.
3.Способ по пп. и 2,: о т - личающийся тем, что воздействие на ингредиент осуществляют путем продувки знергоносителем сьшучего материала,
4.Способ по пп. 1 - 3, о т - личающийся тем, что в ка- честре знергоносителя используют
0 перегретый пар с температурой 115 ио.с.
5.Способ по пп. 1 - 3, о т л и чающийся тем, что в качест5 ве энероносителя используют горячий воздух с температурой 140 - .:
5
-..-MisM dО: У///////:й/////А ю ..
о о

| название | год | авторы | номер документа |
|---|---|---|---|
| Прессовая головка для уплотнения сыпучих материалов | 1988 |
|
SU1687361A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| Способ изготовления литейных форм | 1980 |
|
SU908483A1 |
| Способ изготовления литейных форм | 1989 |
|
SU1764775A1 |
| Способ изготовления литейных форм и устройство для его осуществления | 1980 |
|
SU997954A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1983 |
|
SU1103934A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
Изобретение относится к литейному производству, в частности к технологии изготовления разовых литейных форм. Цель изобретения - улучшение качества литых деталей путем повышения равномерности уплотнения и увеличения газопроницаемости. Способ заключается в том, что в сыпучий материал, засыпанный в опоку, вводят увеличивающиеся в объеме ингредиенты (вспениваемый полистирол) и воздействуют на смесь энергоносителем (перегретый пар, горячий воздух). Изобретение позволяет получить равномерную плотность без использования прессовых механизмов. 4 з.п. ф-лы, 1 ил. 1 табл.
| Матвеенко И.В., Тарский В.Л | |||
| Оборудование литейных цехов | |||
| М,: Машиностроение, 1985, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
