Изобретение относится к литейному производству, а именно к методам изготовления и уплотнения формовочных, в том числе и самотвердеющих смесей, и к устройствам для их осуществления.
Известен способ изготовления литейных форм, содержащий заполнение оснастки смесью, уплотнение смеси прессованием гибкой резиновой немагнитной диафрагмой с применением сжатого воздуха 1.
Недостатками этого способа являеуся относительно малая производительность и невысокая степень уплотнения.
.Извест но устройство для изготовления литейных форм, содержащее корпус, гибкую диафрагму и систему подвода рабочего агента на диафрагму.
Недостатком известного устройства является ограниченное усилие прессования, развиваемое диафрагмой.
Известен способ изготовления литейных форм, включающий заполнение оснастки смесью с последующим уплотнением ее импульсами электромагнитного поля, воздействующего на смесь св.ерху 23.
Недостатке способа являются низкие производительность и качество уплотнения.
Известно устройство для изготовления литейных форм,содержащее корпус, в котором размещена электромагнитная катушка, привод для возвратно-поступательного перемещения корпуса в вертикальной плоскости и прессоилй элемент З .
Недостатком известного устройст а является то, что движущиеся по10верхности деталей изнашив аются, а уплотнение жестким прессовым элементом не позволяет достаточно равномерно распределить смесь по объему формы.
15
Целью изобретения является повышение производительности и качества уплотнения, упрощение конструкции и равномерное распределение плотнос20ти по объему формы.
Поставленная цель достигается тем, что согласно способу изготовления литеймлх форм, включакмдему заполнение оснастки смесью с последующим уплот25нением ее импульсами электромагнитного поля,-воздействующего на смесь сверху, на смесь действуют импульсами электрического тока энергией 10-100 кДж, продолжительностью 203060 МКС,
В устройстве для изготовления литейных форм, содержащем корпус, в „котором размещена электромагнитная катушка, привод для возвратно-поступательиого перемещения корпуса в вертикальной плоскости и прессовый элемент, последний выполнен в виде
магнитр- иэлектропроводной гибкой -диафрагмы, а электромагнит установлен в корпусе горизонтально.
Способ может быть осуществлен устройством, содержащим катушку, располагаемую непосредственно над уплотняемой смесью в полости опоки илл наполнительной рамки, генератором импульсов, включающим зарядное устройство, батарею конденсаторов и управляющие устройства, генерирующим кратковременные импульсы величиной 10-100 кДж и длительностью 2060 МКС,
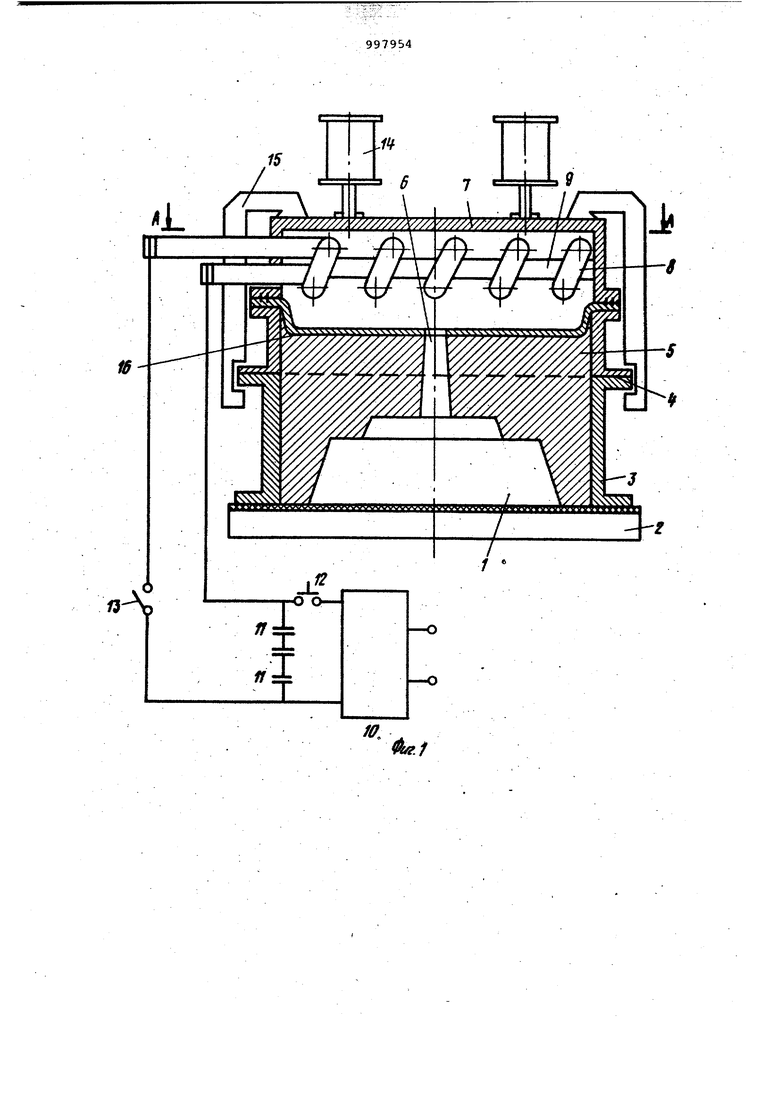
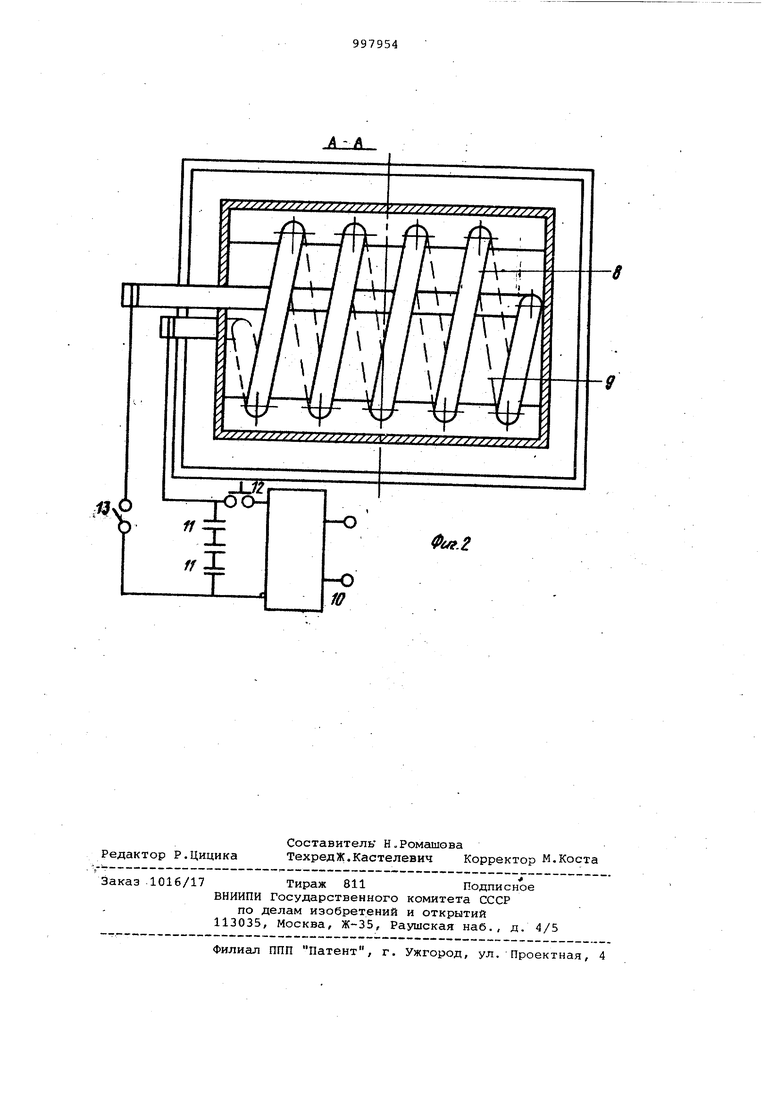
. На фиг.1 изображено устройство дл уплотнения формовочной смеси,фронтальный разрез/ на фиг.2 - разрез А-А на фиг.1 (вид сверху со снятой крьликой)
Устройстро содержит модель 1, расположенную на подмодельной плите 2, опоку 3, наполнительную рамку 4, формовочную смесь 5, модель заливочного канала 6. Йад наполнительной ракой располагается крышка 7 из электропроводного материала, в которой жестко укреплена катушка 8, насаженная на сердечник 9. К катушке 8 под ведено питание, состоящее из зарядного устройства 10, батареи конденсаторов 11, контакторов 12 и 13. К внешней стороне крышки 7 прикреплены штоки двух пневмоцилиндров 14, служащих для подъема и опускания крьоцки и катушки 8. Сверху на крьвике 7 предусмотрены прижимы 15, обеспечивающие прижим ее к наполнительной рамке 4 и опоке 3. На корпусе закреплена диафрагма 16.
Устройство работает следующим образом.
На позицию импульсного уплотнения поступает модель 1, спаренная с опокой 3, на которой установлена наполнительная рамка 4.В опоку J и наполнительную рамку 4 засыпана формиро вочная смесь 5. Сверху на рамку 4 при подаче воздуха в пневмоцилиндры 14 опускается крышка 7 с электромагнитной катушкой 8 и плотно прижимается к наполнительной рамке 4 и опоке 3. Одновременно включается контактор 12, и Ьт зарядного устройства 10 производится зарядка батареи конденсаторов 11. После закрепления прижимами 15 крышки 7 включается контактор 13, ив катушку 8 подается
кратковременный импульсный заряд электрического тока, величина которого обуславливается размерами опоки , объемом смеси и другими параметрами. При этом в катушке 8 создается электромагнитное поле, которое пронизывает смесь и наводит в ней ток, направленный параллельно подведенному; Происходит взаимодействие электромагнитного поля катушки 8 с наведеннь1м в диафрагме 16 током, в результате возникают механические силы, Ьтремящиеся оттолкнуть друг от друга катушку 8, и диафрагму 16. Так как катушка 8 закреплена неподвижно и жестко, происходит уплотнение смеси.
Количество импульсов составляет 1-3.
После уплотнения смеси одним-тремя импульсами прижимы 15 освобождают крышку 7, которая поднимается вверх с помощью пневмоцилиндров 14.- Опока 3 с наполнительной рамкой 4 и уплотненной смесью 5 поступает на позицию вытяжки, которое производится известным способом.
Формула изобретения
1.Способ изготовления литейных форм, включающий заполнение оснастки смесью с последующим уплотнением ее импульсами электромагнитного поля воздействующего на смесь сверху, отличающийся тем, что, с целью повышения производительности
и качества уплотнения, на смесь действуют импульсами электрического тока энергией 10-100 кДж пpoдoJзжитeльностью 20-60 МКС.
2.Устройство для изготовления литейных форм, содержащее корпус, в которсм р&змещена электромагнитная катушка, привод для возвратно-поступательного перемещения корпуса в вертикальной плоскости и прессовый элемент, о тличающееся тем, что, с целью упрощения конструкции
и равномерного распределения плотности по объему формы, прессовый элемент выполнен в виде магнито- и электропроводной гибкой диафрагмы, а электромагнит установлен в корпусе гopизoнJгaль.нo.t
Источники информации, принятые во внимание при экспертизе
1.Литейное машиностроение. Научнреферативный сборник. М., НИИМАЫ, вып. 2, 1970, с.39-44.
2.Авторское свидетельство СССР № 352761, 1СП. В 28 В 1/10, 1967.
3.Авторское свидетельство СССР № 298425, кл. В 22 С 15/28, 1969. 1. fri
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1981 |
|
SU1030092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
| СПОСОБ ДВУСТОРОННЕГО УПЛОТНЕНИЯ ФОРМ | 1992 |
|
RU2017563C1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |