Изобретение относится к обработке металлов давлением и предназначено :ДЛЯ использования в черной металлургии..
Целью изобретения является повышение качества за счет большего уплотнения осевой рыхлости в процессе прокатки.
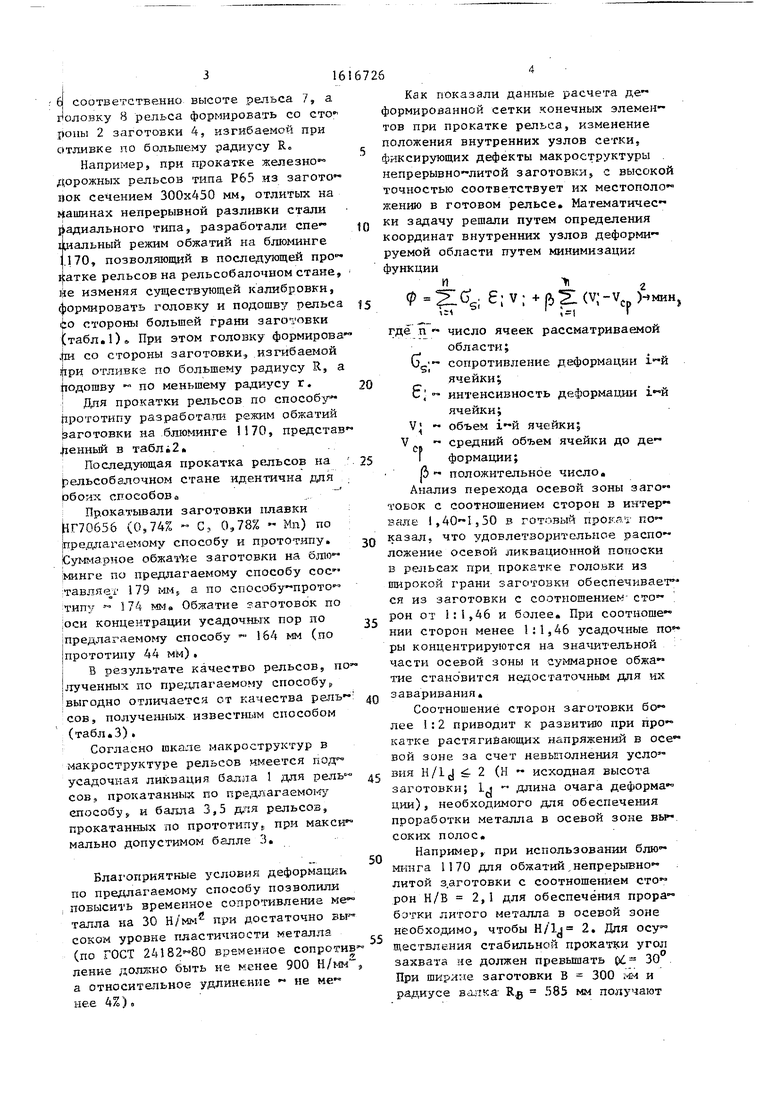
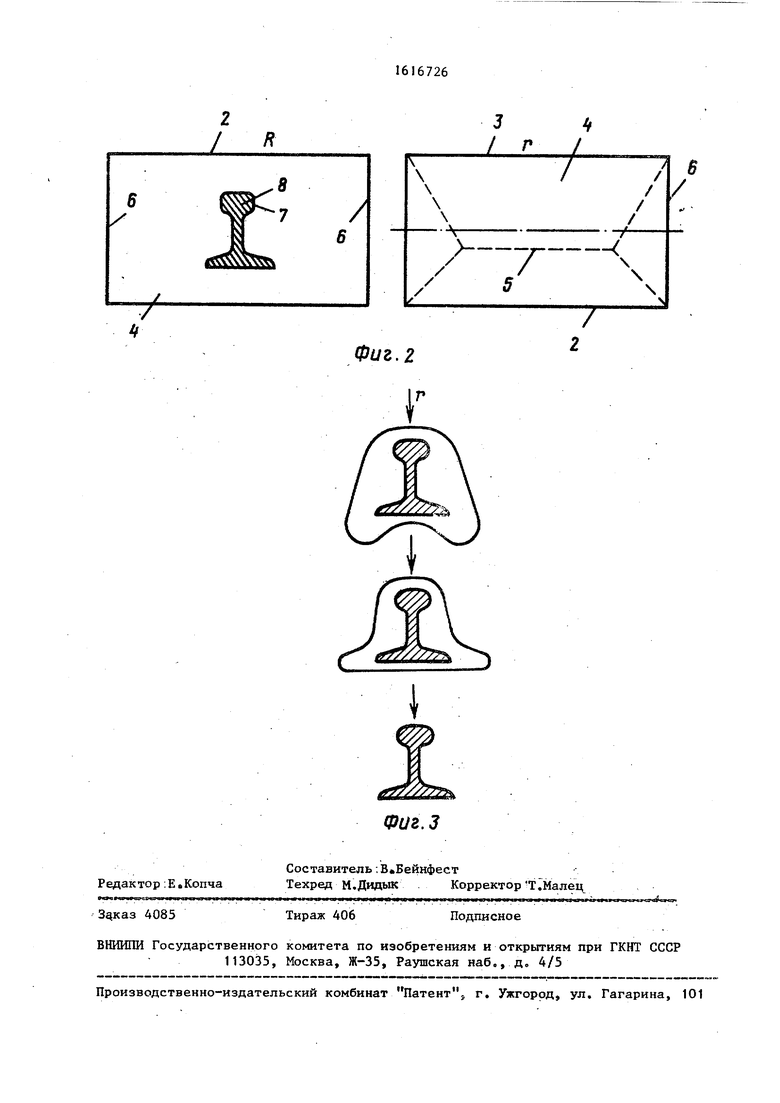
На фиг.1 изображена непрерывно- литая заготовка в радиальном крис таплизаторе (пунктиром обозначена линия реза мерной длины, заготовки); на фиг«2 - форма поперечного сечения заготовки (пунктирными линиями обозначены границы кристаллизации денд- ритов); на фиг.З - схема калибровки рельса.при прокатке.
По предлагаемому способу в процес се производства железнодорожных рельсов целесообразно на установках не-
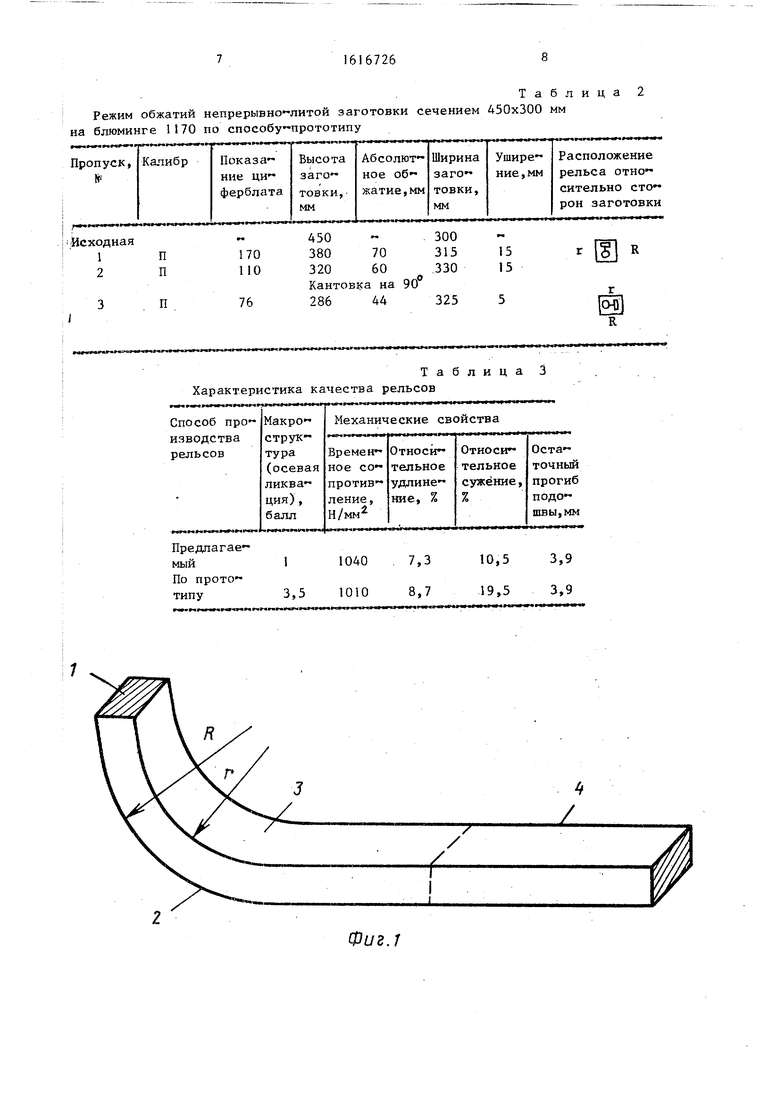
прерывной разливки стали с радиап ь- ным кристаллизатором отливать радиальную непрерьгоно-литую заготовку I с формированием стороны 2, изгибаемой при отливке по большему радиусу R, стороны 3, изгибаемой при отливке по малому радиусу г с соотношением сторон поперечного сечения от 1:1,46 до 1:2. В полностью затвердевшей заготовке 4 зона столбчатых девдри- тов со стороны 3 малого радиуса ше, чем со стороны 2 большего радиуса, поэтому граница 5 кристаллизации дендрйтов между указанными сторонами смещена относительно осевой линии сечения заготовки 4 в сторону 2, из-:- гибаемую при отливке по большему ра- диусу.
. При прокатке рельсов заготовку следует располагать меньшей стороной
аЬ
Ю Э5
316
d соответственно высоте рельса 7, а г1оловку 8 рельса формировать со сто- РОНЫ 2 заготовки 4, изгибаемой при отливке по большему радиусу R«
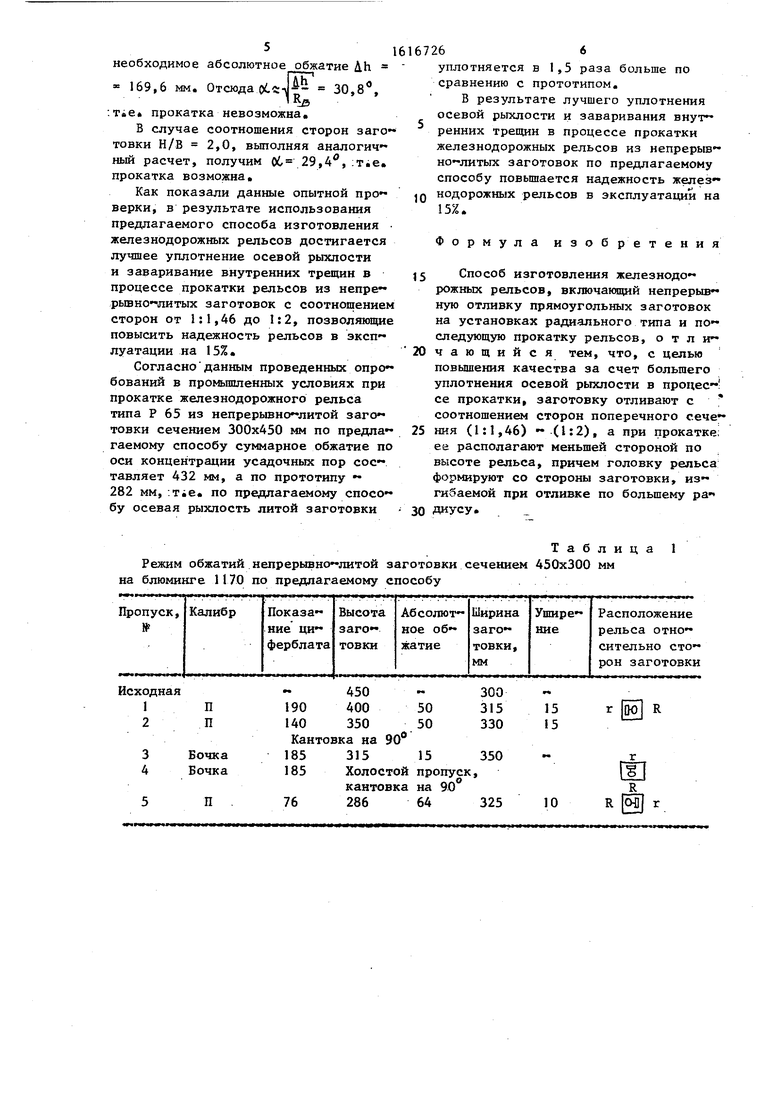
Например, при прокатке железно дорожных рельсов типа Р65 из загото кок сечением 300x450 мм, отлитых на машинах непрерывной разливки стали {радиального типа, разработали спе U aльный режим обжатий на блюминге 1.170, позволяющий в последующей про™ натке рельсов на рельсо(5апочном стане, Йе изменяя суп ествующей калибровки, формировать головку и подошву рельса lio стороны большей грани загот юнки .1). При этом головку формирова.|ш со стороны заготовки, изгибаемой ри отливке по большему радиусу Н., а одошву по меньшему радиусу г. i Для прокатки рельсов по способу tipoTOTHoy разработали режим обжатий заготовки на блюминге 1170, представ .|1енньй в Ta6ni2«
Последующая прокатка рельсов на зельсобалочном стане идентична для
обоих способов а
: Прокатывали заготовки плавки fir70656 (0,74% - С, О,,78% Мп) по |предд1агаемому способу и прототипу. Суммарное обжатое заготовки на блю- |минге по предлагаемому способу сос тавляег 179 MMs а по способупрото :типу 174 мм Обжатие заготовок по :оси концентрации усадочных пор по предлагаемому способу 164 мм (по прототипу 44 мм)
Б результате качество рельсов, по лученных по предлагаемому способур выгодно отличается от качества репь сов, полученных известньга способом
(табл.3).
Согласно шкале макроструктур в
макроструктуре рельсов имеется под усадочная ликвация, балла 1 для рель сов, прокатанных по гфедлагаемО1-гу способуJ и балла 3,5 для рельсов, прокатанных по прототипу при максимально допустимом балле 3«
Благоприятные условия деформации по предлагаемому способу позволили повысить временное сопротивление ме талла на 30 Н/мм« при достаточно высоком уровне пластичности металла (по ГОСТ 24182 80 временное сопротивление долгшо быть не менее 900 Н/мм, а относительное удлинение - не менее 4%)е
0
5
20
25
,
726
Как показали данные расчета де формированной сетки конечных элементов при прокатке рельса, изменение положения внутренних узлов сетки,
фиксирующих дефекты макроструктуры непрерывно-литой заготовки, с высокой точностью соответствует их местополо жению в готовом рельсе. Математичес ки задачу решали путем определения координат внутренних узлов деформи руемой области путем минимизации функции
И 2
e;V; +P,(V;-V ),
,1 I
где n число ячеек рассматриваемой
области; и сопротивление деформации й
ячейки; 6; интенсивность деформации 1 й
ячейки;
V объем i -й ячейки; V средний объем ячейки до де I формации; |5 положительное число. Анализ перехода осевой зоны заго тонок с соотношением сторон в интер вале 1,,50 в готовый прокат по казал. что удовлетворительное распо ложение осевой ликвационной полоски в рельсах при прокатке головки из широкой грани заготовки обеспечивает ся из заготовки с соотношением- сто ; рон от i:l,46 и более. При соотноше- НИИ сторон менее 1 ; 1,46 усадочные ры концентрируются на зна штельной части осевой зоны и суммарное обжа тие становится недостаточным для их дп заваривания.
Соотношение сторон заготовки бо лее 1:2 приводит к развитию при прокатке растягивающих напряжений в осе вой зоне за счет невьиолнения усло дс ВИЯ H/lj 2 (Н исходная высота заготовки; Ij - длина очага деформа дни), необходимого для обеспечения проработки металла в осевой зоне вы соких полос.
Например, при использовании блю Mi-шга 1170 для обжатий,непрерывно - литой з.аготовки с соотношением рон Н/В 2,1 для обеспечения прора ботки литого металла в осевой зоне необхо,димо, чтобы Н/1 2. Для осу - ществления стабильной прокатки угол захвата не должен превышать 0 30 При шкрлне заготовки В 300 мм и радиусе ва; - ка- Rg 585 № получают
30
30,8%
5
необходимое абсолютное обжатие ДЬ 169,6 мм. Отсюда oCu-J-1Кд
.Tie прокатка невозможна,
В случае соотношения сторон заготовки Н/В 2,0, выполняя аналогичный расчет, получим 06 29,4,iTie, прокатка возможна.
Как показали данные опытной проверки, в результате использования предлагаемого способа изготовления железнодорожных рельсов достигается лучшее уплотнение осевой рыхлости и заваривание внутренних трещин в процессе прокатки рельсов из непре- рьшно-литых заготовок с соотношением сторон от 1:1,46 до 1:2, позволяющие повысить надежность рельсов в эксплуатации на 15%,
Согласно данным проведенных опробований в промьппленных условиях при прокатке железнодорожного рельса типа Р 65 из непрерьшно-литой заготовки сечением 300x450 мм по предлагаемому способу суммарное обжатие по оси концентрации усадочных пор составляет 432 мм, а по прототипу - 282 мм,:Tie, по предлагаемому способу осевая рыхлость литой заготовки
67266
уплотняется в 1,5 раза больше по сравнению с прототипом,
В результате лучшего уплотнения осевой рыхлости и заваривания внутренних трещин в процессе прокатки железнодорожных рельсов из непрерывно-литых заготовок по предлагаемому способу повьш1ается надежность желез-
Q нодорожных рельсов в эксплуатации на 15%,
Формула изобретения
J5 Способ изготовления железнодорожных рельсов, включающий непрерывную отливку прямоугольных заготовок на установках радиального типа и последующую прокатку рельсов, о т л и20чающийся тем, что, с целью повышения качества за счет большего уплотнения осевой рьпшости в процес- се прокатки, заготовку отливают с соотношением сторон поперечного сече-
25 ния (1:1,46) - (1:2), а при прокатке; ее располагают меньшей стороной по высоте рельса, причем головку рельса формируют со стороны заготовки, изгибаемой при отливке по большему ра
30 диусу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВ | 1973 |
|
SU360988A1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1998 |
|
RU2139768C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2001 |
|
RU2208483C2 |
| Способ производства проката | 1980 |
|
SU925446A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Способ непрерывной разливки стали методом плавка на плавку | 1990 |
|
SU1770044A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Способ производства заготовок | 1978 |
|
SU806169A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования в черной металлургии. Цель изобретения - повышение качества за счет большего уплотнения осевой рыхлости в процессе прокатки. Заготовку прямоугольного сечения с регламентированным соотношением сторон непрерывно отливают с изгибом и затем прокатывают в рельс так, что меньшую сторону заготовки располагают по высоте рельса, при этом головкой рельс обращен к выпуклой при изгибе стороне заготовки. При этом осевая рыхлость уплотняется в наибольшей степени и располагается в наименее ответственной зоне сечения рельса. 3 ил., 3 табл.
Таблица
Режим обжатий непрерывно-литой заготовки сечением 450x300 мм на блюминге 1170 по предлагаемому способу
- 450- 300 190 40050 315 15
140 35050 330 15
Кантовка на 90
185 31515 350
185 Холостойпропуск,
кантовкана 90
76 28664 325 10
г 00 R
S
R
R (оШ
Таблица 2
Режим обжатий непрерывно -литой заготовки сечением 450x300 мм на блюминге 1170 по способу-прототипу
сходная
1П
2П
3П
170 1 10
76
450 300
380 70315
320 60.330
Кантовка на90
286 44325
Таблица 3 Характеристика качества рельсов
3,5
1040 1010
Фиг.Г
15 15
R
R
10,5 19,5
3,9 3,9
/
л
/
/
/
Редактор;Е«Копча
Составитель-.ВвБейнфест
Техред М.Дидык Корректор ТГМалец
4085
Тираж 406
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д, 4/5
3
I г I
Фиг.г
Фиг. 3
Подписное
