Изобретение относится к прокатному производству и может быть исполЬ- .зовано при холодной прокатке латуни ; Цель изобретения - повышение ка- , чества ленты за счет снижения разброса механических свойств.
Способ осуществляют следующим разом.
Горячекатаный подкат из латуни Л68, содержащий 27-30 мас.% цинка, прокатывают на непрерывном или реверсивном стане холодной прокатки в несколько стадий. На предпоследней стадии холодную прокатку ведут с сум марным относительным обжатием 71-78%, После этого осуществляют последний промежуточный отжиг и дальнейшую холодную прокатку на конечный размер с суммарным относительным обжатием .
36-46%. Для получения заданных механических свойств готовой ленты заключительной операцией является окончательный отжиг при в течение 9:ч.
Прокатка в указанном интервале позволяет получить более стабильные механические свойства продукции, снижая тем самым вероятность брака по механическим свойствам.
Сравнительные результаты испытаний холоднокатаной ленты из латуни Л68, изготовленной по известному и предлагаемому способам, представлены в таблице.
Разброс механических свойств оценивают по величине дисперсии, которая характеризует разброс текущих
05
О кЗ
оо
значений х; вокруг среднего х и ределяется следующим образом: п
--Л
(х - X ) ,
1-
число результатов измерений (объем выборки) при данном исследовании, 100; текущее значение механичес ких свойств, и
п
xjm-,
m- частота случаев
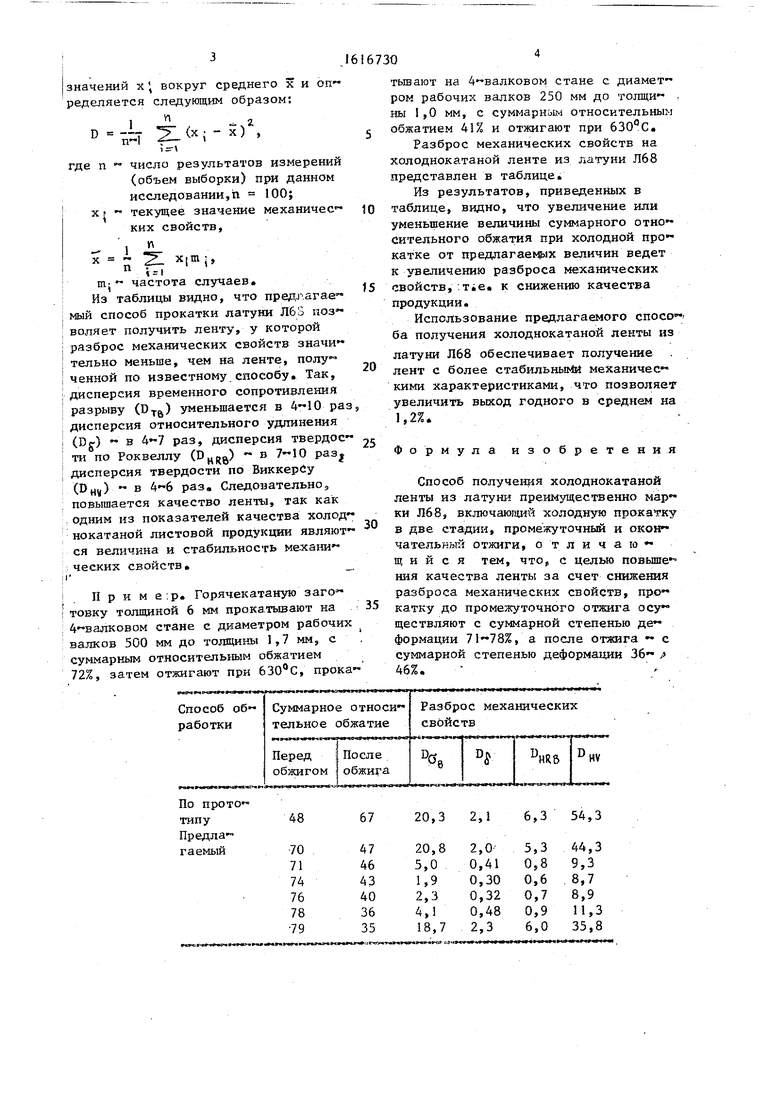
Из таблицы видно, что прекглта& мый способ прокатки латуни Л63 воляет получить ленту, у которой разброс механических свойств значительно меньше, чем на ленте, полу- ченной по известному способу. Так, дисперсия временного сопротивлений разрыву (DTU) уменьшается в раз дисперсия относительного удлинения (DJ-) в раз, дисперсия твердое ти по Роквеллу ( 7 10 раз дисперсия твердости по ВиккерСу (DHU) в раз. Следовательно5 повышается качество ленты, так как одним из показателей качества холод- нокатаной листовой продукции являются величина и стабильность механи- ; ческих свойств.
п р и м е:р Горячекатаную заготовку толщиной 6 мм прокатьшают на 4-валковом стане с диаметром рабочих валков 500 мм до толщины 1,7 мм, с суммарным относительным обжатием 72%, затем отжигают при , прока0
c
Q 5
35
тьшают на А валковом стане с диаметром рабочих валков 250 мм до толщи- , ны 1,0 мм, с суммарнылм относительным обжатием 41% и отжигают при ,
Разброс механических свойств на холоднокатаной ленте из латуни Л68 представлен в таблице.
Из результатов, приведенных в таблице, видно, что увеличение или уменьшение величины суммарного относительного обжатия при холодной прокатке от предлагаемых величин ведет к увеличению разброса механических свойств,:Tie« к снижению качества продукции.
Использование предлагаетюго способа получения холоднокатаной ленты из
латуни Л68 обеспечивает получение лент с более стабильными механическими характеристиками, что позволяет увеличить выход годного в среднем на
1,2%.
Формула изобретения
Способ получения холоднокатаной ленты из латуш преимущественно марки Л68, включающий холодную прокатку в две стадии, промежуточный и окончательный отжиги, отличающийся тем, что, с целью повыше ния качества ленты за счет снижения разброса механических свойств, прокатку до промежуточного отжига осуществляют с суммарной степенью деформации 71-78%, а после отжига с суммарной степенью деформации 36- / 46%, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения холоднокатаной ленты из оловянно-фосфористой бронзы | 1982 |
|
SU1045963A1 |
| Способ получения холоднокатаной ленты излАТуНи | 1979 |
|
SU829223A1 |
| Способ производства ленты из сплава Л68, предназначенной для высокочастотной продольной трубосварки | 2021 |
|
RU2762503C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ ИЗ СПЛАВА Л68, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ТРУБОСВАРКИ | 2004 |
|
RU2290271C2 |
| Способ получения кинескопной ленты из низкоуглеродистой электротехнической стали | 1980 |
|
SU889162A1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКОЙ | 2011 |
|
RU2518039C2 |
| Способ изготовления холоднокатаной нагартованной ленты для производства биметаллических ленточных пил | 1991 |
|
SU1780884A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНЧАЙШЕЙ ЖЕСТИ | 2013 |
|
RU2511155C1 |
| Способ получения ленты из коррозионностойкой стали для лезвий безопасных бритв | 1982 |
|
SU1076155A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке латуни. Цель изобретения - повышение качества ленты за счет снижения разброса механических свойств. Прокатку до промежуточного отжига осуществляют с суммарным обжатием 71-78%, а после промежуточного отжига - с обжатием 36-46%. Прокатка в указанных интервалах обжатий позволяет получить более стабильные механические свойства продукции, снижая тем самым вероятность брака по механическим свойствам. 1 табл.
| Качайник:OiH | |||
| и др | |||
| Прокатка цветных металлов и сплавов.:М.: Металлургия, 1985,.с | |||
| ДВОЙНОЙ ГАЕЧНЫЙ КЛЮЧ | 1920 |
|
SU288A1 |
| Способ получения холоднокатаной ленты излАТуНи | 1979 |
|
SU829223A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
