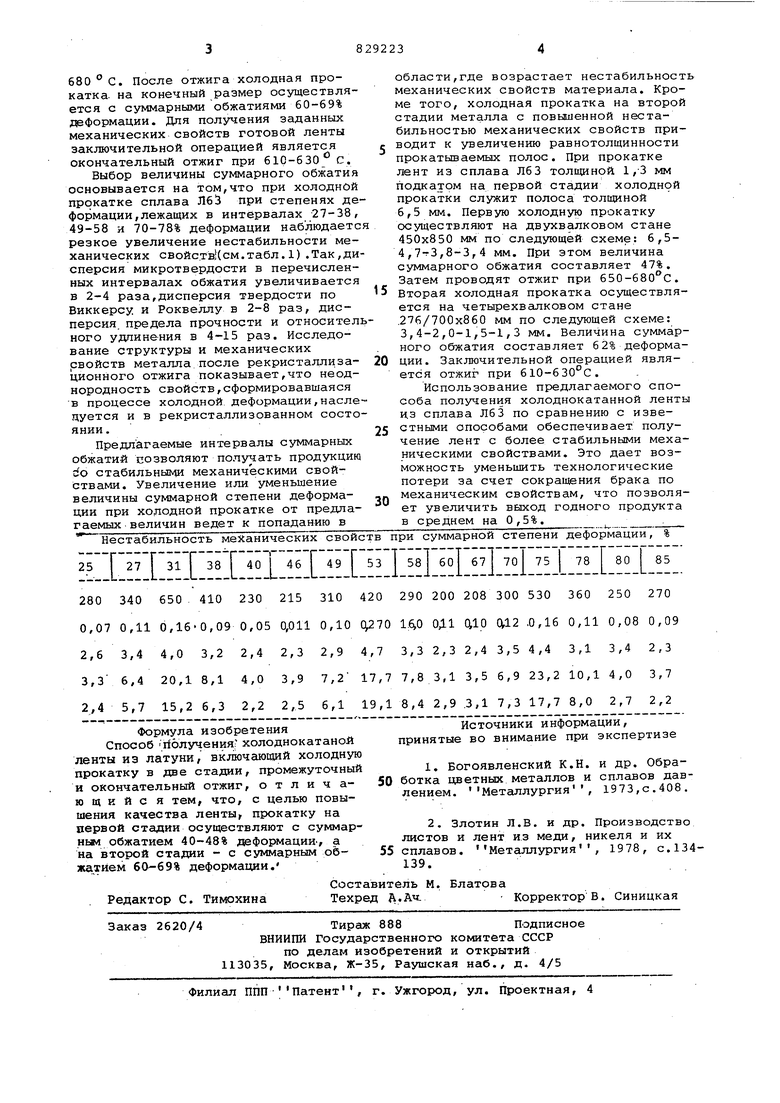
Изобретение относится к холодной обработке металлов давлением, преимущественно к холодной прокатке цвет ных металлов и сплавов. Известен способ получения холоднокатаной ленты, включающий холодную прокатку, промежуточный и окончательный отжиги 1. Известен также способ получения холоднокатаной ленты из латуни (спла ва ЛбЗ), который включает холодную прокатку лент толщиной 6,0-6,55 на толщину 1,3-.1,5 мм. Прокатку ведут в две стадии. Цервая холодная прокат ка на толщину 3,0-3,2 мм осуществляется с суммарным обжатием 50-52% деформации .Затем следует промежуточный рекристаллизационный отжиг.Вторая хо лодная прокатка на конечный размер осупествляется с суммарными обжатиями 50-59%. Для получения заданных механических свойств готовой продукции заключительной операцией является окончательный отжиг при 640660 С 2 . Недостатком известного способа яв ляется то, что величина суммарной степени деформации при холодной прокатке соответствует обжатиям, при котооых происходит атермическое разупрочнение латуни Л63. Это вызывает резкое увеличение дисперсии механических свойств готового продукта, и, как следствие, приводит к увеличению брака по механическим свойствам. Цель изобретения - повышение качества получаемой ленты за счет стабилизации ее механических свойств. Поставленная цель достигается тем, что прокатку на первой стадии осуществляют с суммарным обжатием 4048% деформации, а на второй стгщии с суммарным обжатием 60-69% деформации. В таблице представлена зависимость изменения нестабильности механических свойств сплава ЛбЗ от степени деформации. . Способ осуществляется следующим образом. Горячекатаный подкат из латуни ЛбЗ толщиной 6,0-6,55 мм прокатьтают на непрерывном или реверсивном стане холодной прокатки с величиной суммарного обжатия 40-48%. После этого осуществляется промежуточный рекристаллизационный отжиг. Отжиг лент в рулонах производят в методических электропечс1Х типа УКР-24 при 650
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения холоднокатаной ленты из оловянно-фосфористой бронзы | 1982 |
|
SU1045963A1 |
| Способ получения холоднокатаной ленты из нейзильбера | 1980 |
|
SU919769A1 |
| Способ получения холоднокатаных полос из сплава БрАМц 9-2 | 1989 |
|
SU1715454A1 |
| Способ получения холоднокатаной ленты из латуни преимущественно марки Л 68 | 1988 |
|
SU1616730A1 |
| Способ производства прецизионной ленты из малоуглеродистой стали для теневых масок кинескопов | 1991 |
|
SU1787604A1 |
| Способ изготовления холоднокатаной ленты из прецизионного сплава 14Х6Н4ГДМТ толщиной 0,1-0,5 мм | 2020 |
|
RU2757640C1 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
| Способ прокатки ленты из малоуглеродистой стали для магнитных экранов кинескопов цветных телевизионных приемников | 1990 |
|
SU1755974A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2371264C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2220212C1 |
