Изобретение относится к черной металлургии, а-именно к способам про изводства проката, и может быть ис- пользо ано на непрерывных станах
при прокатке простых и фасонных профилей .
Цель изобретения - упрощение про- цесса настройки стана на оптимальный..
.скоростной режим прокатки наминимальН У ho количестве полос при сокраздении отходов металла и экономии времени.
Способ осуществляется следующим 5 образом.
В качестве математической модели используют следукицие зависимости между основнь1ми размерами:
10
Н; Но ±2:К;е;;
в; - BO
п
F; - FO (e;); f,(e,0;
, ZKfef- f,(e;);
г, 2 :«
,2р2
}Ь:
,2 л-2
;й- f,,(e.);
Нч„;„ Н; t HH
В; j: KG jftiSBH,,
Fmir, Й F; 4. кСГр : Р„д,
30
соответственно исходные и
конечные размеры по высо
те полосы; соответственно исходные
и конечные размеры по ши
рине полосы;
соответственно исходные и конечные значения площа дей прокатываемых сечений; среднеквадратичные откло- нения размеров по длине
полосы;
b JliS шах
gFil max
нижние и верхние гранич™
ные размеры полосы; К;,К , К - технологические коэффи
циенты;
6 коэффициенты рассогласо - вания клетей по промежучт кам;
f(e,),f,(e;) fjCe;)
) функция от рассогласова
ння«
На основании опыта, ижЬормации банка памяти и заданного уровня вы ходящей скорос-ш из стана предварительно устанавливаются зазоры между валками и частоты вращения валков в соответствии с диаметрами валков. В
5
0
s
0
5
0
0
0
начале настройки производят прожиг калибров черновой группы валков и окончательную настройку этих групп клетей. При соответствии размеров подката черновой группы на половине
полосы производят прожиг валков
товой группы по предварительно уста новленному скоростному режиму и за зорам чистовой группы. После пропус ка полосы через чистовую группу прО изводят обмер полосы на холодильни ке и измеряют нагрузки по току при водных двигателей. По данным измере ния нагрузок и блока памяти, где предварительно выбран наилучший ре жим прокатки, на первой стадии кор ректируют зазоры по отклонениям на грузок в клетях. На втором этапе по результатам обмера размеров полосы определяют характеристики, которые попадают в блок памяти и оптимиза цин скоростного режима прокатки. Здесь по предварительно выбранному скоростному режиму и подготовленным данным рассчитывается соответствующий оптимальный скоростной режим, опреде ляют отклонения от предварительно выбранного скоростного режиыа п окон чательнр изменяют уставки по частоте вращения. Таким образом, стан готов к прокатке второй полосы в оптималь ном режиме ь В случае необходимости можно привести измерения параметров и второй полосы для уточнедщя полу ченных размеров и повторить весь цикла Однако по мере накопления в банке памяти данных и отладки алго- ритма отпадает необходимость в от стройке стана.
Технологические пробы по оценке точности проката в дальнейшем отби раются в соответствии с действующими технологическими конструкциями по частоте отбора и необходимым коктро лируемым параметрам.
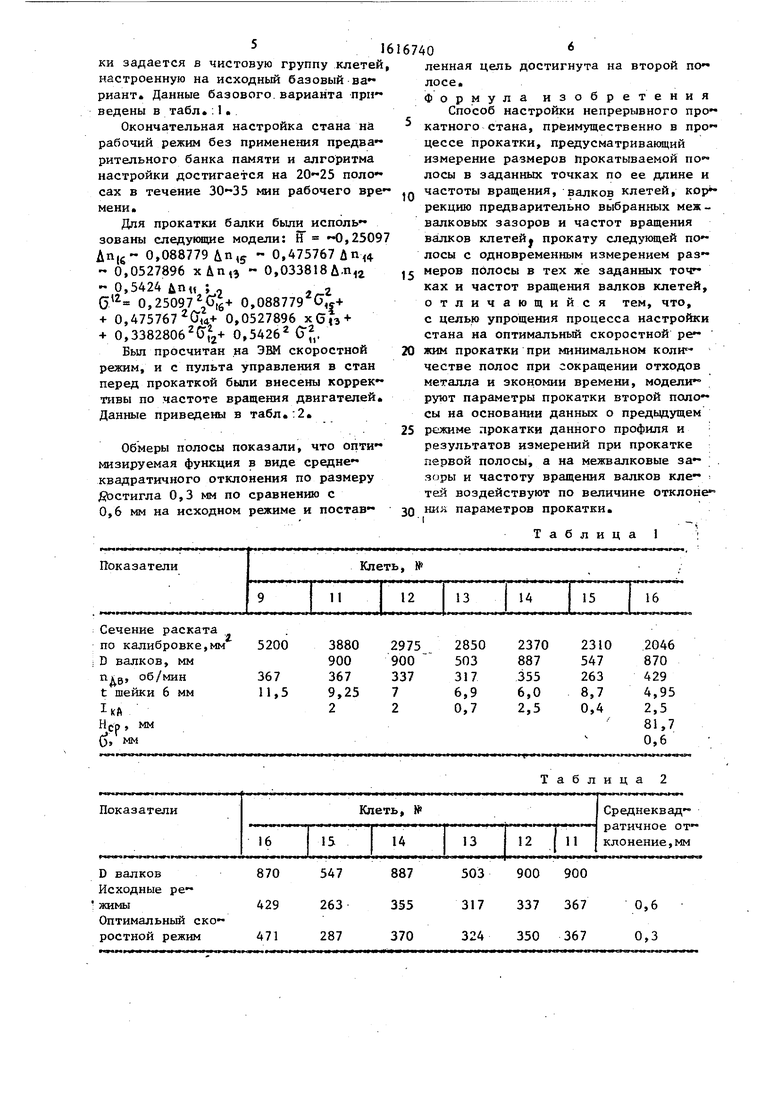
Пример. Предлагаемый способ бьш опробован при отладке алгоритма оптимального скоростного режима при прокатке балок, швеллеров, уголков и кругов. Отладка алгоритмов оптими зации проведена на примере бал1си № 16 на стане 450.
Нагретые для температуры прокат ки заготовки сечением 200x150 длиной м и прокатывались в системе вытяжньпк калибров черновой группы, где формируется черновой профиль бал ки. После эм охю черновой раскат бал
ки задается в чистовую группу клетей настроенную на исходный базовый риант Данные базового.варианта приведены в табл. : 1
Окончательная настройка стана на рабочий режим без применения предва - рительного банка памяти и алгоритма настройки достигается на ZO-ZS поло- сах в течение 30-35 мин рабочего времени
Для прокатки балки бьши использованы следующие модели: Н -0,2509 An,g- 0,088779 An,5 - 0,475767 Дп - 0,0527896 хДп,з 0,033818 Л.п -0,5424йпи ;.,
G 0,25097 G t6 0,088779 С,с+ + 0,475767 Ci,a+ 0,0527896 хбГэ + + 0,3382806 С)2+ 0,5426 G f,.
Был просчитан на ЭВМ скоростной режим, и с пульта управления в стан перед прокаткой были внесены коррективы по частоте вращения двигателей. Данные приведены в табл.:2.
Обмеры полосы показали, что оптимизируемая функция в виде среднеквадратичного отклонения по размеру Достигла 0,3 мм по сравнению с 0,6 мм на исходном режиме и постав
ленная цель достигнута на второй полосе. Формула изобретения
Способ настройки непрерывного прокатного стана, преимущественно в процессе прокатки, предусматривакиций измерение размеров Прокатываемой полосы в заданных точках по ее длине и частоты вращения, валков клетей, рекцию предварительно выбранных меж- валковых зазоров и частот вращения валков клетей, прокату следующей полосы с одновременным измерением размеров полосы в тех же заданных точг- ках и частот вращения валков клетей, отличающийся тем, что, с целью упрощения процесса настройки стана на оптимальный скоростной режим прокатки при минимальном коли - честве полос при сокращении отходов металла и экономии времени, модели- руют параметры прокатки второй полосы на основании данных о предьщущем режиме прокатки данного профиля и результатов измерений при прокатке первой полосы, а на межвалковые зазоры и частоту вращения валков кпе- тей воздействуют по величине отклоне НИИ параметров прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ | 1993 |
|
RU2038879C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ НАСТРОЙКИ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2004 |
|
RU2263552C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
Изобретение относится к черной металлургии, а именно к способам производства проката, и может быть использовано на непрерывных станах при прокатке простых и фасонных профилей. Цель изобретения - упрощение процесса постройки непрерывного стана на оптимальный скоростной режим прокатки на минимальном количестве полос при сокращении затрат металла и времени. Моделируются параметры прокатки по предварительно составленному алгоритму, банку памяти о предыдущей работе стана при прокатке данного профиля и результатам измерений предыдущей полосы, обеспечивающей высокое качество готового проката. После нагрева в печи и прокатки в черновой группе клетей стана заготовка подается в чистовую группу клетей, в которой предварительно выставляются зазоры между валками и частота вращения валков. При прокатке полосы в чистовой группе измеряют силу тока по клетям, частоту вращения валков и профиль по длине полосы. По разнице размеров по середине и на заднем конце полосы определяют размах размеров, среднеквадратичное отклонение и после занесения значения в блок оптимизации скоростного режима последний пересчитывает скоростной режим, зазоры между валками. Полученные значения поправок корректируются с использованием блока памяти, где окончательно отрабатываются команды на частоту вращения валков и зазоры.
Сечение раската
по калибровке,мм 5200 3880
D валков, мм900
Таблица 1
975 00
2850 503
2370 887
2310 547
.2046
870
429
4,95
2,5
81,7
0,6
| Патент США № 4520642, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Регулирование натяжения раската при прокатке сорта Stahl und Eisen, 1985, 105, № 22, 191-96, 215 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
