Изобретение относится к черной металлургии, а именно к способам производства проката, и может быть использовано на непрерывных станах при прокатке простых и фасонных профилей.
Известна система управления (Патент США N4520642, кл. В 21 В 37/02, 1982), осуществляющая настройку, контроль и регулирование скоростного режима прокатки с учетом минимизации межклетевых натяжений полосы.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ настройки непрерывного прокатного стана (А.С. СССР N1616740, кл. В 21 В 37/02, 1990), в котором в процессе прокатки осуществляют измерение размеров прокатываемой полосы по ее длине и частоты вращения валков клетей, коррекцию предварительно выбранных межвалковых зазоров и частот вращения валков клетей, моделирование параметров прокатки следующей полосы на основании данных о предыдущем режиме прокатки данного профиля и прокатку следующей полосы с одновременным измерением размеров полосы и частот вращения валков клетей.
Указанный способ имеет тот недостаток, что не предусматривает возможность коррекции скоростного режима прокатки с целью минимизации удельного расхода электроэнергии при отклонении температуры и физико-механических свойств заготовки от значений, предусмотренных технологическими инструкциями.
Решаемая задача - настройка непрерывного прокатного стана на оптимальный скоростной режим с точки зрения минимизации удельного расхода электроэнергии и реализация корректировки скоростного режима при отклонении температуры и физико-механических свойств следующих заготовок от исходных значений.
Технический результат - минимальный расход электроэнергии при прокатке металла на непрерывных прокатных станах.
Поставленная задача решается за счет того, что в способе настройки непрерывного прокатного стана, включающем измерение размеров прокатываемой полосы по ее длине и частоты вращения валков клетей, коррекцию предварительно выбранных межвалковых зазоров и частот вращения валков клетей, моделирование параметров прокатки следующей полосы на основании данных о предыдущем режиме прокатки данного профиля и прокатку следующей полосы с одновременным измерением размеров полосы и частот вращения валков клетей дополнительно после выбора межвалковых зазоров и частот вращения валков осуществляется оценка энергозатрат группы клетей на холостом ходу, оценка удельного расхода электроэнергии по группам клетей на обжатие металла и в соответствии с принятым алгоритмом оптимизации выбор оптимального скоростного режима, при котором удельный расход электроэнергии будет минимальным.
Существенным отличием предложенного способа от ранее известных является то, что в процессе прокатки осуществляется оценка энергозатрат группы клетей на холостом ходу, оценка удельного расхода электроэнергии по группам клетей на обжатие металла и в соответствии с принятым алгоритмом оптимизации выбор оптимального скоростного режима, при котором удельный расход электроэнергии будет минимальным.
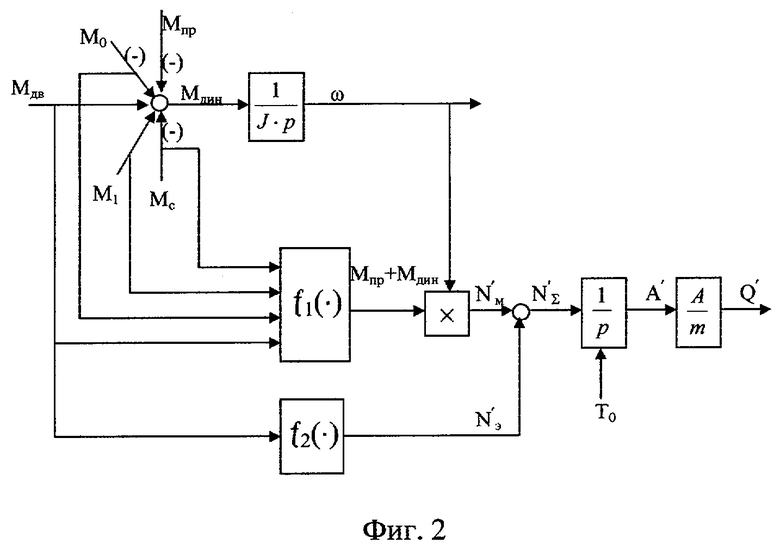
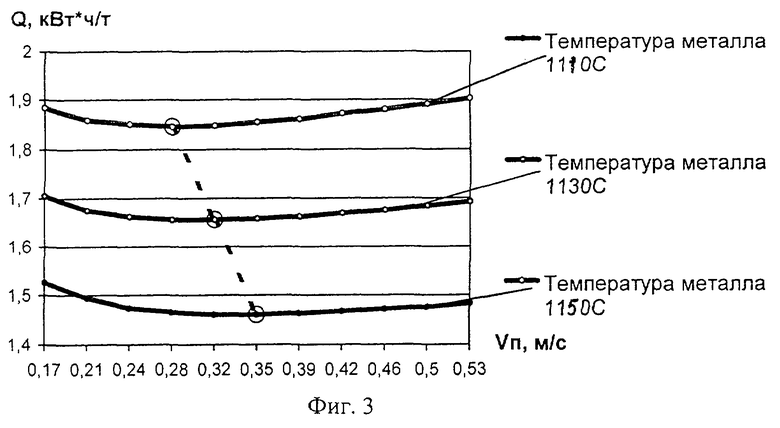
На фиг.1 представлена функциональная схема системы автоматической оптимизации, на фиг.2 - структурная схема алгоритма оценки составляющих мощности в режиме холостого хода и деформации металла, на фиг.3 - кривые расхода удельной электроэнергии при прокатке одной тонны металла в трех клетях непрерывного сортового стана для разных температур.
Система автоматической оптимизации (фиг.1), использующая поисковые методы, решает сформулированные ранее задачи оптимизации с помощью блока автоматической оптимизации 1. Блок автоматической оптимизации, который может быть реализован программным путем на технологическом контроллере, включает в себя блоки оценки составляющих баланса энергии группы клетей стана в режиме холостого хода и деформации металла 2, выработки оценки функционала качества 3, выработки управляющего воздействия для реализации режима оптимизации 4.
Для оптимизации процесса необходимо иметь информацию о следующих переменных: m(t), θ(t) - текущее значение массы одной заготовки и температуры; y(t) - измеряемые переменные, необходимые для оценки текущих затрат энергии в режиме холостого хода и деформации металла в каждой из n клетей одной группы (моменты двигателей в режимах холостого хода и прокатки, переднее и заднее натяжения, скорости вращения валков клетей); a(t) - варьируемые переменные, с использованием которых выполняется процесс оптимизации (скорости вращения валков).
Основные зависимости, определяющие затраты электроэнергии при прокатке в одной клети, устанавливаются из уравнения баланса мощностей:

где Nc - мощность, потребляемая из сети; Nnp - мощность, затрачиваемая на деформацию металла в клети; Nmp - мощность потерь из-за наличия трения в механической части привода; Nк - мощность, затрачиваемая на изменение кинетической энергии движущихся элементов механической части электроприводов; N∂n - мощность, затрачиваемая на деформацию элементов механической части электропривода; Nu, Ne - доли мощности, затрачиваемые в индуктивных и емкостных элементах электрической части электропривода; Nэ - мощность активных потерь в обмотках элементов электрической части.
Экономичность работы электропривода оценивается на заданном временном интервале t0 в виде отношения затраченной энергии обработки  к потребляемой за это время электроэнергии
к потребляемой за это время электроэнергии  т.е.
т.е.  Производительность комплекса может быть оценена на том же интервале t0 в виде
Производительность комплекса может быть оценена на том же интервале t0 в виде  В качестве функционала качества системы принята оценка на интервале t0 в виде
В качестве функционала качества системы принята оценка на интервале t0 в виде
Получить такую оценку можно с использованием оценки электромагнитной мощности электропривода N(t)=ω(t)M{t) за вычетом составляющих мощностей Nmp, Nк, N∂n, Nu, Ne, Nэ. В качестве t0 следует принять время нахождения металла в рабочих валках каждой клети одной группы. Это время определяется
где lni, νвыхi - соответственно длина проката и скорость на выходе клети.
Оценка составляющих мощности в режиме холостого хода и деформации металла для одной клети представлена на фиг.2. С практической точки зрения целесообразно выделить составляющие момента прокатки Мnp и динамического момента М∂ин из полного момента двигателя М∂в, так как это позволит повысить качество оптимизации, причем превалирующий вес будет иметь момент прокатки. Этого можно достичь двумя способами: прямое измерение, предусматривающее наличие датчиков усилия прокатки, и косвенное измерение, фиксирующее изменение момента двигателя в результате входа металла в клеть. Прямое измерение подразумевает оценку величины давления металла на валки Рnp датчиками усилия и характеризуется высокой точностью и простотой вычислительного алгоритма:

где ψ - коэффициент плеча усилия прокатки, l∂ - горизонтальная проекция дуги захвата.
Косвенная оценка величины момента прокатки производится на основании следующего алгоритма:
1. Измерение и запоминание момента двигателя в тот момент когда металл отсутствует в валках прокатной клети (холостой ход)  .
.
2. После входа металла в клеть производится вычисление момента прокатки по формуле:

где  К - поправочный коэффициент, учитывающий изменение моментов сопротивления движущихся масс в результате входа металла в клеть, М0 - момент, вызванный усилием заднего натяжения полосы.
К - поправочный коэффициент, учитывающий изменение моментов сопротивления движущихся масс в результате входа металла в клеть, М0 - момент, вызванный усилием заднего натяжения полосы.
3. После входа металла в последующую клеть производится вычисление момента прокатки данной клети по формуле:

где М1 - момент, вызванный усилием переднего натяжения полосы. Тогда оценка удельного приведенного расхода электроэнергии, включающей в себя составляющие, затрачиваемые на обжатие металла и изменение кинетической энергии движущихся элементов привода, в расчете на обработку одной заготовки
где  .
.
Исследование зависимостей затрат удельной энергии на прокатку одной тонны металла в трех клетях прокатного стана при изменении скорости для конкретных параметров температурного режима показывает унимодальность функций Q=f(Vп) (фиг.3), что говорит о наличие оптимального скоростного режима прокатки, при котором расход электроэнергии будет минимальным.
Как видно из графических зависимостей расхода удельной энергии от скорости прокатки при изменении температуры заготовки наблюдается некоторое смещение минимума функции Q=f(Vп), что свидетельствует о необходимости коррекции скоростного режима по ходу технологического процесса (если температура следующей заготовки отлична от предыдущей) с целью выхода на новый установившийся минимальный уровень удельного расхода энергии.
Способ настройки непрерывного прокатного стана осуществляется следующим образом.
В процессе прокатки осуществляют измерение размеров прокатываемой полосы по ее длине и частоты вращения валков клетей, коррекцию предварительно выбранных межвалковых зазоров и частот вращения валков клетей, моделирование параметров прокатки следующей полосы на основании данных о предыдущем режиме прокатки данного профиля и прокатку следующей полосы с одновременным измерением размеров полосы и частот вращения валков клетей, после выбора межвалковых зазоров и частот вращения валков осуществляется оценка энергозатрат группы клетей на холостом ходу, оценка удельного расхода электроэнергии по группам клетей на обжатие металла и в соответствии с принятым алгоритмом оптимизации выбор оптимального скоростного режима, при котором удельный расход электроэнергии будет минимальным.
Таким образом, предложенный способ настройки непрерывного прокатного стана позволяет произвести настройку непрерывного прокатного стана на оптимальный скоростной режим с точки зрения минимизации удельного расхода электроэнергии и реализовать корректировку скоростного режима при отклонении температуры и физико-механических свойств следующих заготовок от исходных значений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки непрерывного прокатного стана | 1989 |
|
SU1616740A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ УПРУГОЙ ДЕФОРМАЦИИ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2258571C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| Клеть непрерывной группы прокатного стана | 1981 |
|
SU944697A1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2011 |
|
RU2470722C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2213637C1 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1996 |
|
RU2155644C2 |
| Способ управления скоростным режимом чистовой группы клетей непрерывного широкополосного стана | 1978 |
|
SU718192A1 |
| Способ диагностического мониторинга упругого момента шпинделя толстолистового прокатного стана | 2024 |
|
RU2830788C1 |
Изобретение относится к способам производства проката и может быть использовано на непрерывных станах при прокатке простых и фасонных профилей. Решаемая задача - минимизация расхода электроэнергии при прокатке металла на непрерывных прокатных станах. Способ предусматривает в процессе прокатки измерение размеров прокатываемой полосы по ее длине и частоты вращения валков клетей, коррекцию предварительно выбранных межвалковых зазоров и частот вращения валков клетей, моделирование параметров прокатки следующей полосы на основании данных о предыдущем режиме прокатки данного профиля и прокатку следующей полосы с одновременным измерением размеров полосы и частот вращения валков клетей. После окончательного выбора межвалковых зазоров и частот вращения валков осуществляют оценку энергозатрат группы клетей на холостом ходу, оценку удельного расхода электроэнергии по группам клетей на обжатие металла. В соответствии с принятым алгоритмом оптимизации производят выбор оптимального скоростного режима, при котором удельный расход электроэнергии будет минимальным. Изобретение обеспечивает минимизацию удельного расхода электроэнергии и реализацию корректировки скоростного режима при отклонении температуры и физико-механических свойств следующих заготовок от исходных значений. 3 ил.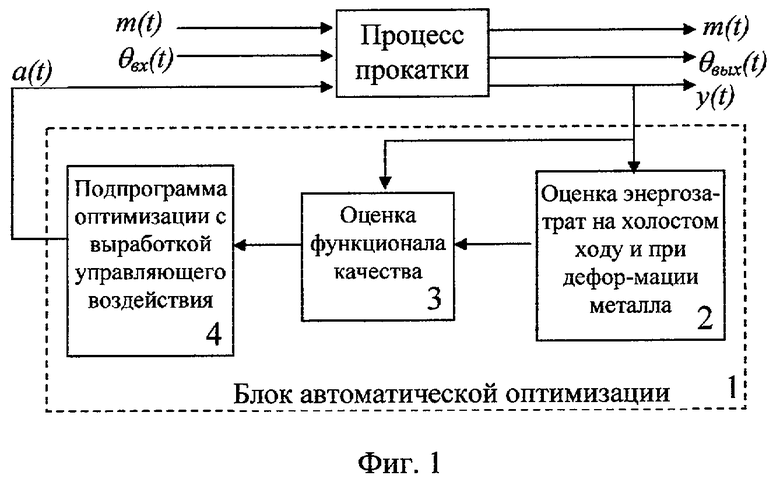
Способ настройки непрерывного прокатного стана, включающий в процессе прокатки измерение размеров прокатываемой полосы по ее длине и частоты вращения валков клетей, коррекцию предварительно выбранных межвалковых зазоров и частот вращения валков клетей, моделирование параметров прокатки следующей полосы на основании данных о предыдущем режиме прокатки данного профиля и прокатку следующей полосы с одновременным измерением размеров полосы и частот вращения валков клетей, отличающийся тем, что дополнительно после окончательного выбора межвалковых зазоров и частот вращения валков осуществляют оценку энергозатрат группы клетей на холостом ходу, оценку удельного расхода электроэнергии по группам клетей на обжатие металла и в соответствии с принятым алгоритмом оптимизации выбор оптимального скоростного режима, при котором удельный расход электроэнергии будет минимальным.
| Способ настройки непрерывного прокатного стана | 1989 |
|
SU1616740A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ДРОБЛЕНИЯ МАТЕРИАЛА | 2001 |
|
RU2204438C1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА УПРАВЛЕНИЯ НАЖИЛ^НЫМИ УСТРОЙСТВАМИ ТОЛСТОЛИСТОВЫХСТАНОВ | 0 |
|
SU166066A1 |
| Способ управления трубопрокатным станом | 1988 |
|
SU1553229A1 |
| US 4292825 A, 06.10.1981. | |||

