Изобретение относится к технологическому оборудованию для изготовления маг- нитопроводов и может быть использовано в электротехнической и радиотехнической промышленности.
Цель изобретения - расширение технологических возможностей автомата путем обеспечения сборки пакетов с заклепками различной длины.
На фиг, 1 изображен предлагаемый автомат, общий вид в продольном разрезе: на фиг, 2 - сечение А-А на фиг. 1; на фиг, 3 - разрез Б Б на фиг, 1: на фиг. 4 - разрез В-В на фиг. 1: на фиг. 5 - разрез Г- Г на фиг, 4; на фиг, 6 фиг, 8 - последовательность работы элементов механизма сборки пакета с заклепками: на фиг, 9 собранный пакет с заклепками.
Автомат для сборки пакета магнитопровода с заклепками 4 содержит корпус 1, на котором смонтирован механизм ориентации заклепок различной длины, состоящий из плиты 2 и заслонки 3, жестко соединенной со штоком 4 пневмопривода 5, В нижней части плиты 2 имеются поперечные движению штока 4 открытые вниз пазы 6 для коротких заклепок 7 и пазы 8 для длинных заклепок 9, Для коротких заклепок 7 к корпусу 1 прикреплен питатель 10, связанный с вибробункером (не показан). Для длинных заклепок 9 к корпусу 1 прикреплен питатель 11, соединенный с вибробункером (не показан), В корпусе 1 имеются вертикальные каналы 12 для коротких заклепок 7 одного ряда, каналы 13 для коротких заклепок 7 и каналы 14 для длинных заклепок 9 другого ряда,
В корпусе 1 вмонтирован шибер 15, связанный с пневмоприводом 16, В шибере 15 имеются вертикальные отверстия для заклепок, совпадающие с каналами 12-14, а также с отверстиями в пакете магнитопровода, К корпусу 1 в передней части прикреплен механизм сборки пакета магнитопровода 17 с заклепками 7 и 9, состоящий из приемной камеры 18, куда поступает пакет магнитопровода 17 после предыдущей операции. Внизу приемной камеры 18 имеется прижим 19, связанный пневмоприводом 20, Вверху приемной камеры 18 имеется опорная плита 21 с отверстиями для прохождения заклепок 7 и 9, Расположение отверстий
в плите 21 соответствует расположению отверстий в пакете магнитопровода 17,
В верхней части узла сборки в направляющих элементах собран ползун 22, в котором смонтированы пуансоны-ловители
23, Ползун 22 соединен с пневмоприводом 24.
В плите 2 для получения сигнала о том, что каналы полностью заполнены, имеются сигнальные устройства, состоящие из источника 25 света и фотодиода 26,
Автомат работает следующим образом, От вибробункеров по питателю 10 короткие заклепки 7, а по питателю 11 длинные заклепки 9 заполняют пазы 6 и 8, По
сигналу от фотодиода 26 о том, что пазы заполнены соответствующим количеством заклепок вибробункеры отключаются, в результате чего в штоковую полость пневмопривода 5 поступает воздух, заслонка 3
перемещается, открывая снизу пазы б и 8, а заклепки 7 и 9 проваливаются, каждая попадая в свой канал, повернувшись на 90°, и занимают соответствующие им отверстия щибера 15, т.е, происходит разделение потока из пазов 6 на три, а из пазов 8 на два потока.
Собранный на предыдущей операции пакет магнитопровода 17 поступает в приемную камеру 18 и устанавливается на прижим 19 (фиг. 1 и фиг, 2), Затем по команде срабатывает пневмопривод 24, под действием которого ползун 22, перемещаясь по направляющим вниз, проталкивает пуансоны-ловители 23 через отверстия опорной
плиты 21, После этого подается воздух в заштоковую часть пневмопривода 20 и штоковую часть пневмопривода 24, которые, синхронно срабатывая, поднимают и прижимают пакет магнитопровода 17 к опорной
плите 21, сохраняя совпадение отверстий опорной плиты 21 и пакета магнитопроаода 17, Затем пуансоны-ловители 23 выходят из отверстий и занимают свое место в исходной позиции. Далее по команде воздух подается в заштоковую часть пневмопривода 16, который перемещает шибер 15 с заклепкой в крайнее переднее положение, при котором отверстия с заклепками шибера 15 совпадают с отверстиями опорной плиты 21. Затем по команде воздух подается в заштоковую часть пневмопривода 24 и пуансоны-ловители 23 через соответствующие отверстия шибера 15 и опорной плиты 21 перемещают заклепки 7 и 9 в соответствующие отверстия пакета магнитопровода 17 (фиг. 8).
Затем по команде воздух подается в заштоковую часть пневмопривода 5 и он, перемещая заслонку 3, перекрывает пазы 6 и 8 и включает вибробункеры для подачи следующей порции заклепок, по этой же команде воздух подается в штоковую часть пневмоприводов 20 и 24, которые поднима- ют пуансоны-ловители 23 и отпускают прижим 19 в исходное положение.
Затем воздух подается в штоковую часть пневмопривода 16. который также занимает исходное положение. Пакет маг- нитопровода собран. Начинается новый цикл сборки следующего пакета магнитопровода с заклепками.
Формула изобретения Автомат для сборки пакета магнитопровода с заклепками, содержащий корпус с основанием, на котором смонтированы питатели заклепок и пакетов, механизм подачи заклепок на позицию сборки, механизм сборки пакета с заклепками, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения сборки пакетов с заклепками различной длины, он содержит плиту, установленную на корпусе со стороны пита- тепей заклепок, в которой выполнены пазы, параллельные основанию корпуса, и заслонку, в корпусе выполнены цилиндрические каналы с заходной частью перпендикулярно пазам, заслонка установлена в корпусе между пазами и заходной частью каналов и снабжена приводом ее возвратно-поступательного перемещения, механизм подачи заклепок выполнен в виде шибера, установленного в корпусе под каналами и снабженного отверстиями, соответствующими диаметру и числу каналов, и приводом его возвратно-поступательного перемещения, при этом пазы плиты соединены с соответствующими питателями заклепок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пакета магнитопровода | 1985 |
|
SU1336126A2 |
| Автомат для сборки пакета магнитопровода | 1985 |
|
SU1272364A1 |
| Сверлильно-клепальный полуавтомат | 1988 |
|
SU1532179A1 |
| Штамп для клепки пакета магнитопровода | 1989 |
|
SU1747228A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |
| Полуавтомат для скрепления тентов пустотелыми заклепками | 1980 |
|
SU937326A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
Изобретение относится к технологическому оборудованию для изготовления магнитопроводов и может быть использовано в электротехнической и радиотехнической промышленности. Целью изобретения является расширение технологических возможностей путем обеспечения сборки пакетов с заклейками различной длины. Автомат для сборки пакета магнитопровода с заклейками содержит корпус 1, на котором смонтирован механизм ориентации заклепок различной длины, выполненный в виде плиты 2, заслонки 3, соединенной со штоком 4 пневмопривода 5, пазов 6 и 8 для заклепок, каналов 13, выполненных в корпусе. Под каналами смонтирован шибер 15 с отверстиями, соответствующими каналам, связанный с пневмоприводом 16. Шибер перемещает заклейки на позицию сборки, снабженную опорной плитой 21. В камере 18 имеется прижим 19, связанный с пневмоприводом 20. На прижим подается пакет магнитопровода 17. Заклейки из шибера 15 пуансонами 23 после поджима пакета к опорной плите 21 вводятся в пакет и фиксируются в нем. Ввод пуансонов 23 осуществляется ползуном 22 от пневмопривода 24. 9 ил.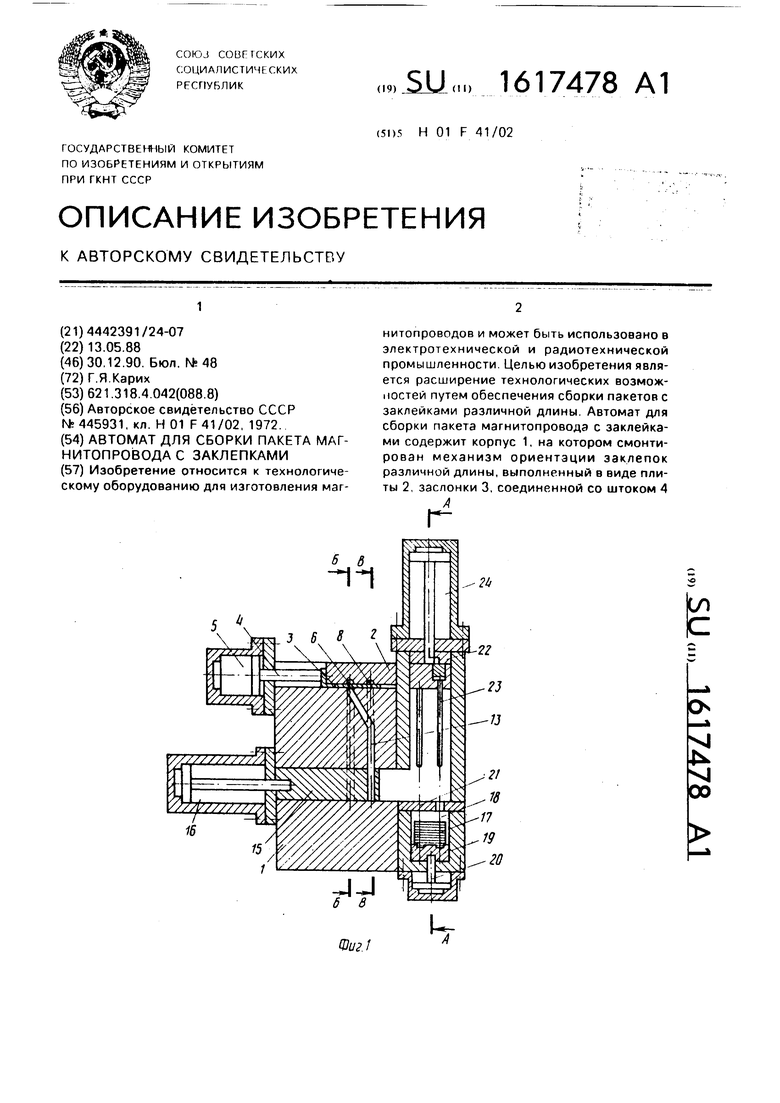
МР
Оиг 2
Б-Б
Фиг.
Фиг. 6
/
25 l,g 26 3
Фиг 5
Фиг. 7
иг.в
Фиг. 9
| Авторское свидетельство СССР N5445931, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
