1
(21): 4413657/25-27
(22) 21,04.88
(46) 15.11.90.БЮЛ. № 42
(75) П.ДоЯсенчук, Г,Д. Ясенчук,
и О.Д.Ясенчук
(53) 621.978 (088.8)
(56) Авторское свидетельство СССР
№ 604651, кл. В 23 Р. 19/04, 1968.
(54) УСТРОЙСТВО ДЛЯ СБОРКИ РАЗВАЛЬЦОВКОЙ УЗМ,СОСТОЯЩЕГО ИЗ НЕСКОЛЬКИХ ДЕТАЛЕЙ , (57) Изобретение касается автоматизации производственных процессов и относится к устройствам для сборки развальцовкой узла, состоящего из нескольких деталей. Цель изобрете
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Штамп для сборки развальцовкой | 1979 |
|
SU782984A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1969 |
|
SU655096A1 |
| Устройство для сборки деталей | 1977 |
|
SU753586A1 |
| Устройство для сборки деталей | 1977 |
|
SU709311A1 |
| Способ групповой загрузки контактных элементов | 1976 |
|
SU792617A1 |
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Клепальный станок | 1977 |
|
SU688270A1 |
Изобретение касается автоматизации производственных процессов и относится к устройствам для сборки развальцовкой узла, состоящего из нескольких деталей. Цель изобретения - автоматизация сборки узла, состоящего из нескольких деталей, увеличение производительности и повышение качества сборки. Сборочная головка выполнена в виде корпуса 1, в котором смонтирован прижим 5 в виде втулки, в отверстии которой размещен ловитель 10, выполненный в виде ступенчатого стержня. Приспособление для сборки выполнено в виде корпуса 14 с матрицей. В корпусе по обе стороны от оси сборки выполнены пазы, расположенные один над другим. В упомянутых пазах размещены задвижки, а с другой стороны от оси-профилированные упоры. Задвижки и упоры установлены в пазах с возможностью перемещения в направлении, перпендикулярном оси сборки. Пазы соединены посредством лотков с вибробункерами. Детали для собираемого узла поступают из вибробункеров в лотки и перемещаются до группового отсекателя. Последний одновременно отсекает и подает их в пазы. Посредством задвижек детали подаются на ось сборки до контакта их с профилированными упорами. После этого задвижки и упоры отводятся от оси сборки. Посредством провода приводятся в движение ловитель и прижим, которые осуществляют развальцовку одной из деталей. 3 з.п. ф-лы, 16 ил.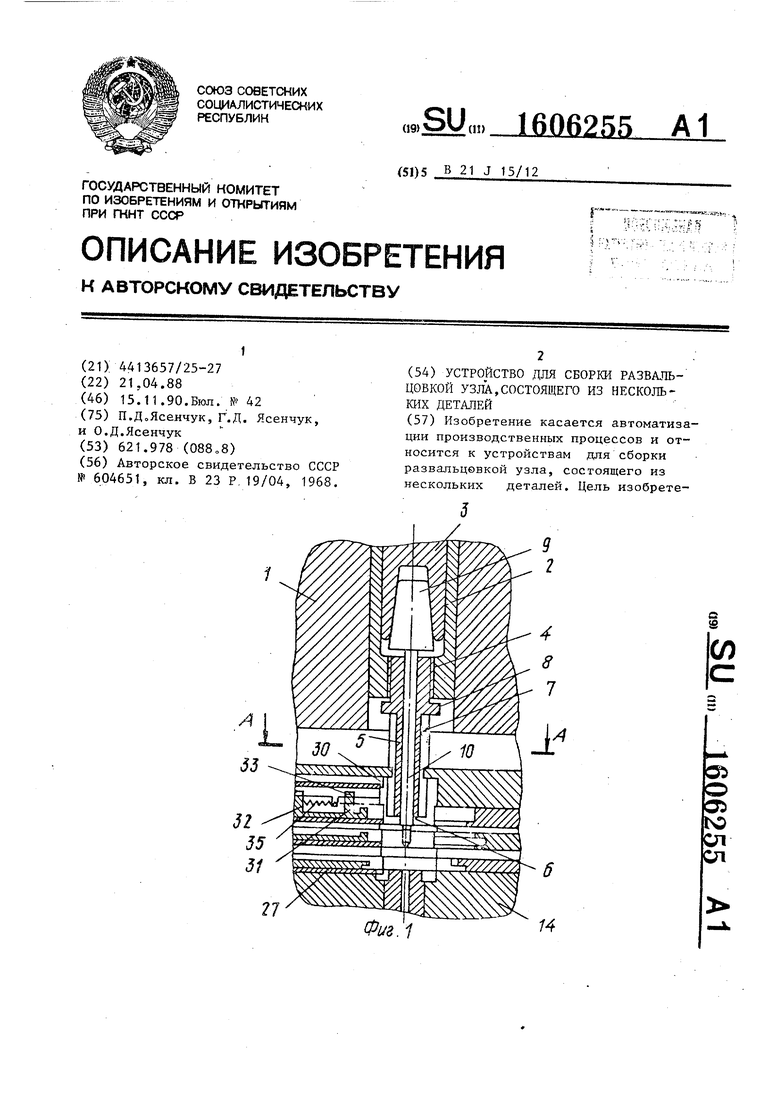
27
(Л
05
а: ю СП ел
ния автоматизация сборки узла, состоящего из нескольких деталей, увеличение производительности и повышение качества сборки. Сборочная головка вы полнена в виде корпуса 1, в котором смонтирован прижим 5 в виде втулки, в отверстии которой размещен ловитель 10, выполненный в виде ступенчатого стержня. Приспособление для сборки выполнено в виде корпуса 14 с матрицей, В корпусе по обе стороны от оси сборки вьтолнены пазы, расположенные один над другим. В упомянутых пазах размещены задвижки, а с другой стороны от оси - профилированные упоры. Задвижки и упоры установлены в па
Изобретение относится к автоматизации производственных процессов, в частности к устройствам для сборки узла посредством развальцовки одной из входящих в него деталей . .
Цель изобретения - автоматизация сборки узла состоящего из нескольких деталей, увеличение производитель- ности и повьш ение качества сб.орки. путем надежного обеспечения подачи деталей в приспособление для сборки с приданием деталям требуемой орчен- тациир снижения времени на подачу деталей на ось сборки
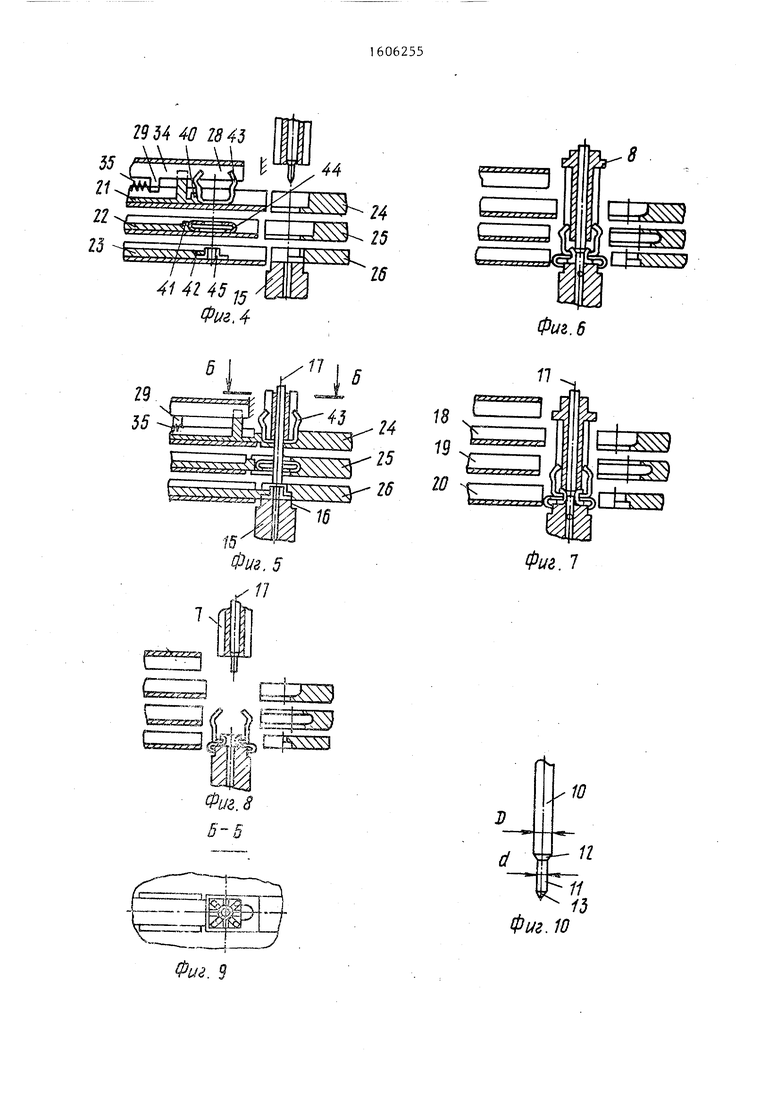
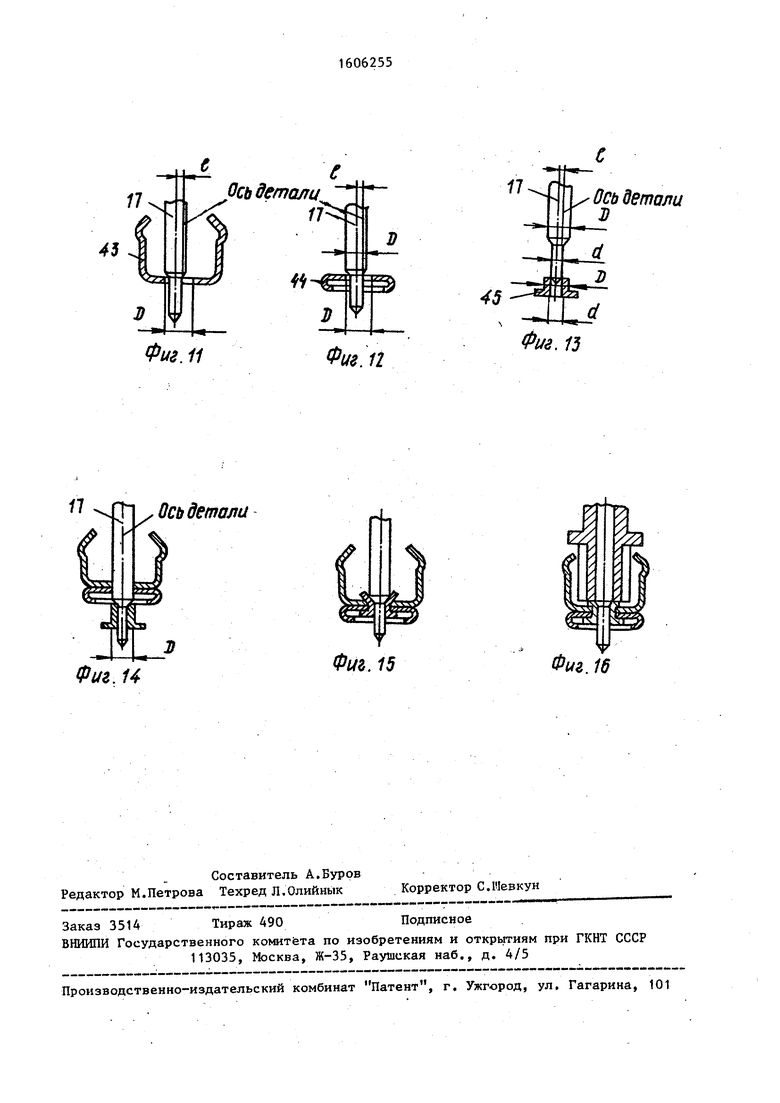
Не Фиго1 представлено устройство, общий вид, разрез; на фиг. 2 - сечение на фиг.1; на фиг.3 -.сопряже- ние лотков с пазами; на фиг.4 - этап работы устройства, детали в исходном положении; на фиг.5 - этап рабо- ты детали поданы на ось сборки; на фиг о 6 - этап предварительной раз-, вальцовки соединения; на фиг.7 - этап окончательной развальцовки; на фигр8 отвод инструмента от изделия; .ка фиг.9 - сечение Б-Б на фиг.5; на фиг о 10 - конечная часть ловителя; на фиг. 11 - заход ловителя в четыре рожковый лепесток осей ловителя и детали на е; на фиг,12 - то же, в чашку; .на фиг.13.- то же, в заклепку;, на фиг о 14 - положение деталей перед установкой их на заклепку; на фиг.15 - предварительный этап развальцовки; на фиг.16 - окончательный этап развальцовки.
зах с возможностью перемещения в направлении, перпендикулярном оси сборки. Пазы соединены посредством лотков с вибробункерами. Детали для собираемого узла поступают из вибробункеров в лотки и перемещаются до группового отсекателя. Последний одновременно отсекает и подает их в пазы. Посредством задвижек детали подаются на ось сборки до контакта их с профилированными упорами. После этого задвижки и упоры отводятся от оси сборки Посредством провода приводятся в движение ловитель и прижим, которые . осуществляют развальцовку одной из деталей. 3 з.п. ф-лы, 16 ил.
5
о
0
5
Устройство для сборки содержит станину, на которой смонтированы привод, вибробункеры с предбункерами, механизмы поштучной выдачи собираемых деталей в лотки, соединяющие вибро- бункеры со сборочной головкой.
Сборочная головка выполнена в виде корпуса 1 , в котором смонтированы : шпиндели 2 и 3, кинематически связанные с приводом. В шпинделе 2 посредством резьбы 4 смонтирован прижим 5. Последний выполнен в виде втулки с плоской рабочей поверхностью 6 и четьфьмя ребрами 7 на ее боковой, поверхности Кроме того, на прижимной втулке выполнен шестигранный хвостовик 8 о В шпинделе 3 посредством конуса 9 закреплен ловитель 10. Последний выполнен в виде ступенчатого стержня, одна часть которого выполнена диаметром D, а другая (П) - диаметром d. Ступени стержня сопряжены переходньв конусом 12, а конец части стержня диаметром d вьшолнен в виде конуса 13.
Приспособление для сборки выполнено в виде корпуса 14 с матрицей 15 для размещения на ней собираемых деталей в процессе развальцовки. Матрица 15 выполнена цилиндрической формы с выступом 16 на торце и отверстием для захода ловителя„ Матрица размещена соосно ловителюJ т.е« вдоль оси 17- сборки. В корпусе 14 по обе стороны от оси 17 выполнены пазы 18 - 20j расположенные один над другим, т.е. поэтажно, В упомянутых пазах с
стороны от оси 17 размещены задвижки 21 - 23, а с другой стороны от оси 17 - профилированные упоры 24 - 26. Последние вьтолнены из поло сы и повторяют профиль деталей yзлa соприкасающихся с ними в процессе сборки. Задвижки 21 - 23 и упоры 24 - 26 установлены в пазах с возможностью перемещения в направлении, перпендикулярном оси 17 сборки. Нижний паз 20 выполнен с дном 27 в виде полосы с цилиндрической выемкой. Дно смонтировано с возможностью перемещения перпендикулярно оси 17 сборки и взаимодействия с выступом 16 матрицы 15.
Верхний паз 18 выполнен с направляющей 28 в биде тавра с выступом 29 на вертикальной стойке тавра. Направ- ляющая 28 установлена в пазу с возможностью перемещения и взаимодействия с выступом 30 корпуса 14.
Задвижка 21 выполнена с двумя стой
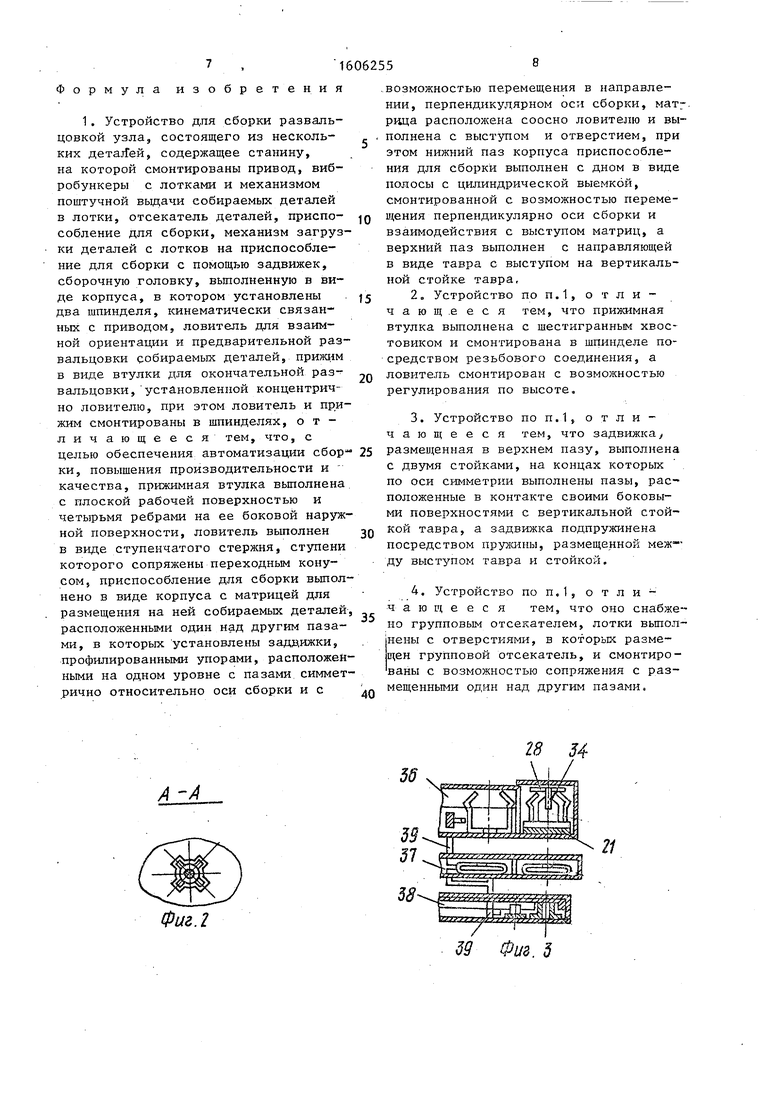
ками 31 и 32, на концах которых по оси симметрии выполнены пазы 33, . размещенные с возможностью контакта боковыми поверхностями с вертикальной стойкой 34 тавра, При этом задвижка 21 подпружинена по отношению к направляющей 28 пружиной 35, размещеной между стойкой 32 и выступом 29 тавра на стержне. Вибробункеры соединены с пазами 18-20 посредством лотков 36 - 38. В месте их соединения с пазами лоткк вьтолнены с отверстиями, в которых размещен групповой отсекатель 39. Задвижки 21-23 выполнены на концах с выступами 40 - 42, обеспечивающими лучшее их взаимодействие с деталями.
Устройство позволяет производить сборку узла, состоящего из трех деталей, четырехрожкового лепестка 43, чашки 44 и пустотелой заклепки 45.
Устройство работает следующим образом.
Сориентированные детали с отверстием четырехрожковые лепестки 43, чашкк 44, а также пустотелые заклеп- кн 45 поступают из вибробункеров в лотки (не показано) и .перемещаются по ним до группового отсекателя 39. Детали одновременно отсекаются им и одновременно подаются в соответствующие пазы 18 - 20 сборочной головки с расположением четырехрожкового лепестка, чашки в пазу 19, пустотелой заклепки - а пазу 20 (дк .г Л), Дно 27
10
-- 20
15
6062556
перемещается до выступа 16 матрицы 13. Затем все детали, расположенные в пазах 18 - 20, одновременно подаются задвижками 21 - 23 до оси 17 сборки путем контакта выступов задвижек с деталями. Последние перемещаются до профилированных упоров 24 - 26.
После этого на детали одновременно опускается ловитель и прижим (фиг.5 ). Ловитель заходит в отверстия четырехрожкового лепестка и чашки, а затем в отверстие пустотелой заклепки до полного захода |(фиг.5), а прижим опускается на четырехрожковый лепесток, находящийся на упоре, не доходя до его поверхности. После этого упоры 24 - 26, дно 27 и задвижки 21-23 одновременно отводятся копирами в стороны от оси сборки, а прижим опускается по ловителю на детали 43 и 44 и соединяет их отверстия путем опускания их одна на другую. При этом осуществляется точная ориентация деталей относительно оси 17 (фиг.11 - 13). Затем происходит сопряжение их с выступом пустотелой заклепки путем захода их отверстиями на выступ до полного
30 захода и сборки их путем предварительной развальцовки выступа заклепки при подъеме прижима и опускании ловителя (фиг.15) и окончательной развальцовки выступа заклепки при
25
После сборки ловитель несколько поднимается для выхода его цилиндрической части из отверстия заклепки, а затем поднимается прижим (фиг.В), собранный, узел сдувается воздухом в лоток и падает в емкость (не показано) .
Устройство может быть широко использовано при изготовлении обуви, портфелей, корсетов, детских игрушек, для сборки деталей, выполненных из тонколистового материала и т.д.
Предлагаемое устройство позволяет производить одновременную групповую сборку деталей с отверстиями при помощи заклепок с расположением в одном корпусе нескольких сборочных головок в ряд по прямой или кривой через определенный шаг путем разд- вижения сборочных головок.
Формула изобретения
-Л
Фиг. 2
.возможностью перемещения в направлении, перпендикулярном оси сборки, мат-, рица распололсена соосно ловителю и выполнена с выступом и отверстием, при этом нижний паз корпуса приспособления для сборки выполнен с дном в виде полосы с цилиндрической выемкой, смонтированной с возможностью перемещения перпендикулярно оси сборки и взаимодействия с выступом матриц, а верхний паз выполнен с направляющей в виде тавра с выступом на вертикальной стойке тавра,
2„ Устройство по п.1, о т л и - чающ.ееся тем, что прижимная втулка выполнена с шестигранным хвостовиком и смонтирована в шцинделе посредством резьбового соединения, а ловитель смонтирован с возможностью регулирования по высоте,
4,Устройство по П.1, отличающееся тем, что оно снабжено групповым отсекателем, лотки вьшол- нены с отверстиями, в которых разме- групповой отсекатель, и смонтированы с возможностью сопряжения с размещенными один над другим пазами.
/ д9 Фив. 3
2954 40 2845
24
Т7 41 42 45 1
Фиг, 4
24
25
И-г/
L HiXVO N3
Фи.6
I
L-j-Фиг. 7
10
2)
П
I
Фиг. 10
11 id
Ось детали /7
Фиг. 11
Фие.П
О сti детали
Фиг. 14
Фиг. 15
Ось детали )
Фиг. 13
Фиг. 16
