(54)
ПОЛУАВТОМАТ ДЛЯ СКРЕПЛЕНИЯ ТЕНТОВ ПУСТОТЕЛЫМИ ЗАКЛЕПКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки пустотелых заклепок | 1985 |
|
SU1333468A1 |
| Машина для крепления нижней части кнопок в изделия | 1958 |
|
SU122457A1 |
| Автомат для сборки пакета магнитопровода с заклепками | 1988 |
|
SU1617478A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
| УСТАНОВКА ДЛЯ КЛЕПКИ | 1972 |
|
SU327962A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |
| Устройство для групповой клепки развальцовкой полых заклепок | 1980 |
|
SU927406A1 |
| Способ соединения деталей термопластичными заклепками и устройство для его осуществления | 1989 |
|
SU1654009A1 |
Изобретение относится к производсту изделий из кожи, парусины и других материалов, в частности к оборудованию для скрепления тентов.
Известен полуавтомат для скрепления тентов пустотелыми заклепками, содержащий станину, на которой смонтированы ударный механизм, включаюио в себя ауансон с пртпаодом перемещения и матрицу, бункеры для частей заклепок с узлом подачи их из направляк 1цих каналов на рабочую позищио ударного механизма, ловитель для захвата и частей заклепок с приводом его перемещения 1}.
Недостатком известного полуавтомата является недостаточно высокая производительность из-за того, что обрабатываемый материал не перемещается в автоматическом режиме и полуавтомат- не производит подготовительных операций над материалом перед постановкой заклепки.
Цель изобретения - повышение производительности процесса обработки.
Указанная цель достигается тем, что прлуав томат для скрепления тентов пустотелыми заклепками, содержащий станину, на которой смонтированы ударный механизм, включающий пуансон с приводом перемещения и матр1щу, бункеры для частей заклепок с узлом подачи их из направляющих каналов на рабочую позицшо ударного механизма, ловитель для захвата и ориентации частей заклепок с приводом его перемещения, снабжен узлом пробивки отверстия в изделии под заклепки, связанным с пуансоном ударного механизма, механизмом щагового перемещения изделия с индивидуальным приводом и узлом удаления отходов от пробивки, а матрица установлена с возможностью oceiaoro перемещения и снабжена приводом.
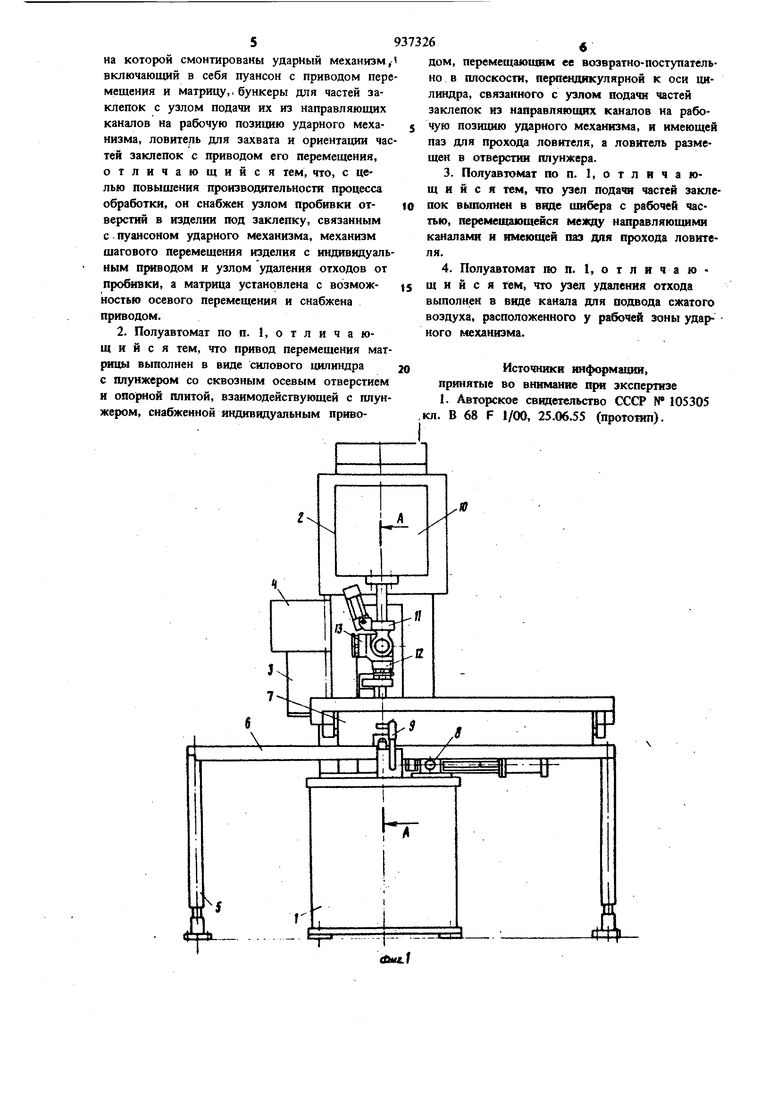
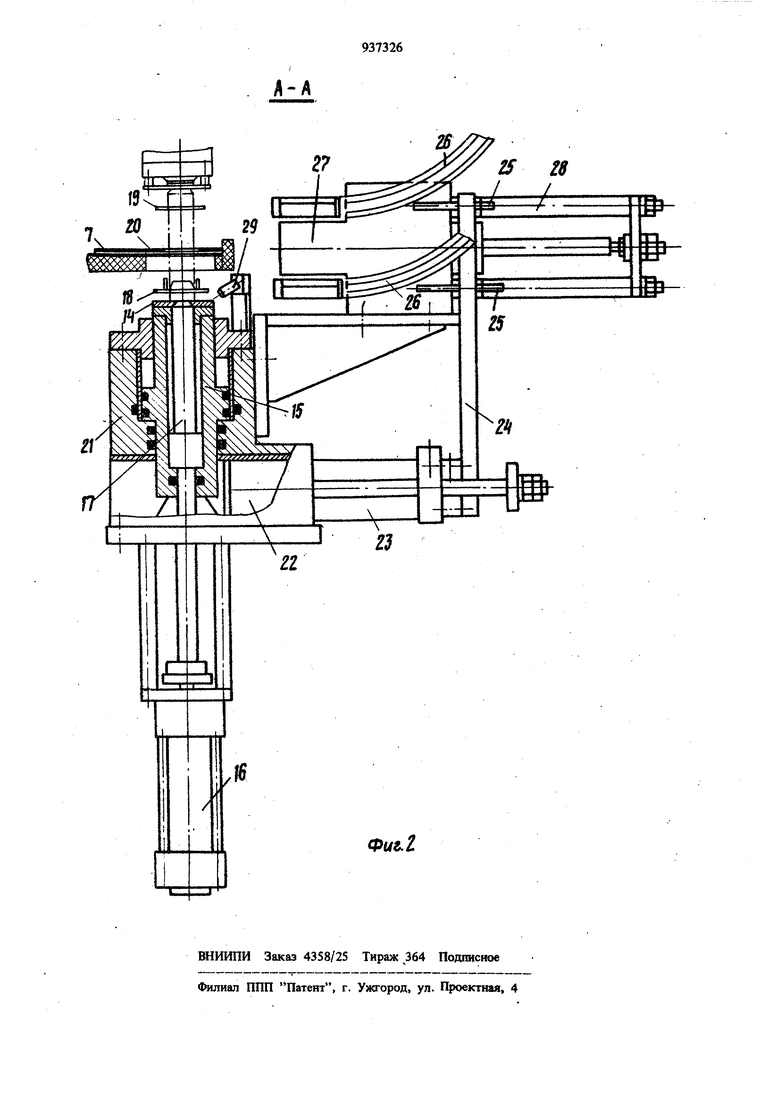
При этом привод перемещения матрицы выполнен в виде силового цилиндра с плунжером со сквозным осевым отверстием и опорной шпггой, взаимодействующей с плунжером, снаб„ женной индивидуальным пртсводом, перемещающим ее возвратно-поступательно в плоскости, : перпендикулярной ooi цилиндра, связанного с узлом подачи частей заклепок из направляющих каналов на рабочую позицию ударного 393 механизма, и имеющей паз для прохода ловителя, а ловитель размещен в отверстии плун жера. Кроме того, узел подачи частей заклепок выполнен в виде шибера с рабочей частью, перемещающейся между направляющими каналами и имеющей паз для прохода ловителя. Причем узел удаления отхода выполнен в виде канала для подвода сжатого воздуха расположенного у рабочей зоны ударного механизма. На фиг. 1 изображен полуавтомат, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Полуавтомат содержит станину 1, на которой смонтированы ударный механизм 2, бунке ры 3 и 4 для частей заклепок, которые представляют собой обойму (кольцо, отбортованное по внутреннему контуру) и щайбу. Над станиной на регулируемых по высоте стойках 5 размещены направляющие 6 механизма 7 щагового перемещения изделия с индивидуальным-приводом 8. Рукоятка 9 яв}1яется пусковым устройство механизма шагового перемещения изделия и всего полуавтомата. Ударный механизм включает в себя силовой цилиндр 10, шток 11 которого связан с узлом 12 для пробивки отверстий в обрабатываемом материале и пуансоном 13 для отбортовки борта обоймы заклепки, связанными в свою очередь между собой. Пуансон для отбортовки связан с узлом для пробивки отверстий. Матрица 14 (фиг. 2) размещена на торце плунжера 15, в котором выполнено сквозное осевое отверстие, и в него помещен с возможностью воз вратно-поступательного перемещения под действием силового цилиндра 16 ловитель 17, выполненный в виде ступенчатого стержня. Ловителем захватываются части заклепок 18. и 19 и ориентируются на обрабатываемом материале 20. Под силовым цилиндром 21 привода матрицы размещена опорная плита 22, взаимодействующая с плунжером, в котором размещен ловитель. Опорная плита перемещается индивидуально приводом 23 возвратнопоступательно в направлении, перпендикулярном оси цилиндра привода матрицы. В опорной плите выполнен паз (не показан) для про хода ловителя. Привод перемещения опорной плиты связан кронштейном 24 с толкателям 25 узла подаю частей заклепок, включающего также направляющие каналы 26, шибер 27, перемещаемый возвратно-поступательно приводом 28 между направляющими каналами. Шибер имеет наз (не показан) для прохода ловителя. На станине у рабочей зоны ударного механизма размещен узел 29 удаления отхода выполненный в виде канала для подвода сжа того воздуха. Предлагаемый полуавтомат работает следующим образом. Полотнище тента 20 укладывается на стол (не показан) механизма 7 шагового перемещения и вручную подводится под ударный механизм 2. Рукояткой 9 осуществляют пуск полуавтомата на автоматический режим. Матрица 14 подводится плунжером 15 под тент, опорная плита 22 приводом ее перемещения 23 подводится под плунжер 15, при этом перемещается кронштейн 24 с толкателями 25, которые проталкивают части заклепок 18 и 19 из направляющих каналов 26 в шибер 27. Ударный механизм подводит узел 12 пробивки, который в тенте пробивает отверстие. Затем узел для пробивки возвращается в крайнее верхнее положение, где происходит его замена на пуансон 13 для отбортовки борта обоймы заклепки. Опорная плита 22 также возвращается в исходное положение, а плунжер 15 с матрицей 14 опускается вниз, освобождая место для подачи обоймы 18 пустотелой заклепки и шайбы 19 в рабочую зону шибером 27 под действием привода 28. Одновременно узел 29 удаления отхода сдувает вырубленный из тента кружок. Затем привод цилиндра 16 поднимает ловитель 17, который захватывает поочередно обойму 18 пустотелой заклепки, тент 20 и вторую часть заклепки - шайбу 19 и ориентирует их, после чего цшбер 27 возвращается в исходное положение. Плунжером 15 матрица 14 вновь подводится к изделию, под плунжер подводится опорная плита 22. Силовой цилиндр 10 опускает шток 11, на котором произошла смена инструмента для обработки, и обрабатывает части пустотелой заклепки, соединяя их на тенте. При этом ловитель 17 утапливается в плунжер 15. После обработки (отбортовки борта обоймы пустотелой заклепки) шток 11 возвращается в исходное положение. Далее происходит перемещение стола механизма шагового перемещения изделия на заданный шаг под действием привода 8 по направляющим 6, и цикл повторяется. Укладка тента на стол производится вне зоны обработки. Изделия, обработанные предлагаемым полуавтоматом, имеют высокое качество, так как пробивка отверстия в кем и установка пустотелой заклепки производится на одной рабочей позиции. С пуском в работу предлагаемого полуавтомата на Камском объединении по производству большегрузных автомобилей высвобождается в смену 2 человека обслуживающего персонала. Формула изобретения 1. Полуавтомат для скрепления тентов пустотелыми заклепками, содержащий станину. 5 на которой смонтарованы ударный механизм включающий в себя пуансон с приводом пер мещения и матрицу,, бункеры для частей заклепок с узлом подачи их из направляющих каналов на рабочую позицию ударного механизма, ловитель для захвата и ориентации ча тей заклепок с приводом его перемещения, отличающийся тем, что, с целью повышения производительности процесса обработки, он снабжен узлом пробивки отверстий в изделии под заклепку, связанным с пуансоном ударного механизма, механизм шагового перемещения изделия с индивидуаль ным пртводом и узлом удаления отходов от пробивки, а матрица установлена с возможностью осевого перемещения и снабжена приводом. 2. Полуавтомат по п. , о т л и ч а ющ и и с я тем, что привод перемещения мат рицы выполнен в виде силового цилиндра с плунжером со сквозным осевым отверстием и опорной плитой, взаимодействующей с плун жером, снабженной индивидуальным приво6дом, перемещающим ее возвратно-поступательно в плоскости, перпендикулярной к оси цилиндра, связанного с узлом подачи частей заклепок из направляющих каналов на рабочую позицию ударного механизма, и имеющей паз для прохода ловителя, а ловитель размещен в отверстии плунжера. 3.Полуавтомат по п. 1, о т л я ч а ющ и и с я тем, что узел подачи частей заклепок выполнен в ввде ишбера с рабочей частью, перемещающейся межау направляющими каналами и имеющей паз для прохода ловителя. 4.Полуавтомат по п. 1, отличающий с я тем, что узел удаления отхода выполнен в виде канала для подвода сжатого воздуха, расположенного у рабочей зоны удар- ного механизма. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР N 105305 л. В 68 F 1/00, 25.06.55 (протовт).
