( )
Ire l
1Ю
оо
G5 4
Изобретение относится к технологическому обору.юванию д.1я изготовления пакетов магнитонровода и может быть использовано в электротехнической и радиотехнической п)(хмы тленности.
Цель изобретения - повьпнение качества гакста за счет уплотнения его нластин и улучшение условий эксплуатации.
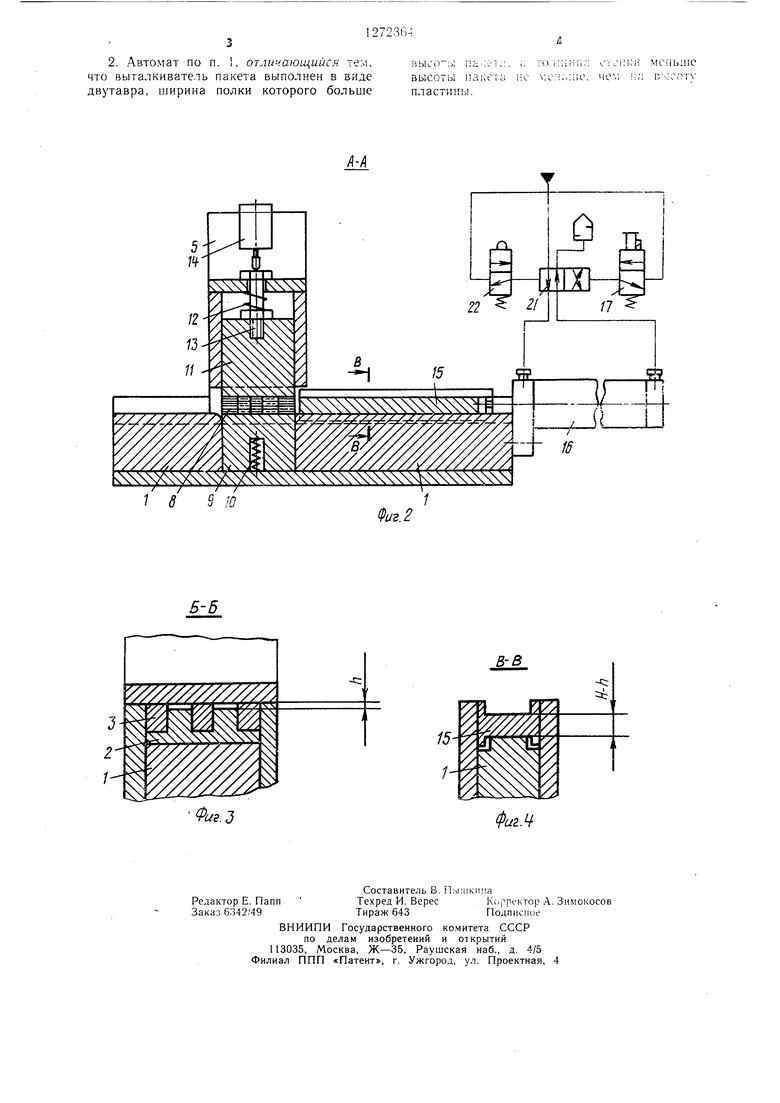
На фиг. 1 изображен автомат для сборки пакета магнитопровода, общий вид: на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б --Б на фиг. 1 (устройство шибера и основания); на фиг. 4 - сечение В-В на фиг. 2.
Автомат для сборки пакета магнитопровода содержит корпус 1, на котором монтируется основание 2, шибер 3 с пневмоприводом 4, магазин 5 с отсекателем 6. В магазин 5 накладываются пластины 7, из которых собирается пакет 8.
В нанравляюш,их передней части корпуса 1 установлено устройство для формирования пакета, выполненное в виде двух подпружиненных ползунов - нижнего ползуна 9, поднимающегося под действием пружины 10 до упора в верхний ползун 11. снабженный более жесткой пружиной 12. Верхняя часть ползуна выполнена со скосом для захода пластин 7. Для настройки ползуна 11 по высоте имеется регулировочный винт 13 с контргайкой. Винт 13 контактирует с датчиком 14. Верхний ползун 11 настраивается так, чтобы его нижняя плоскость находилась на уровне или несколько ниже плоскости основания 2. Такая настройка необходима, чтобы последующая пластина 7 ложилась на предыдущую так, чтобы заусеницы пластин совмещались и не влияv и на форму и размер пакета.
При крайнем нижнем положении нижнего ползуна 9 между его верхней плоскостью и нижней плоскостью верхнего полшуна 11 за счет разности жесткости пружин выдержано расстояние, равное высоте Н пакета 8 без толщины h одной пластины 7 (H-h).
Устройство для выталкивания собранного пакета 8 (фиг. 2) содержит выталкиватель 15 с пневмоприводом 16. Выталкиватель 15 выполнен в виде двутавра, в котором ширина полки больше высоты пакета, толщина стенки меньше высоты формируемого пакета не менее, чем на одну пластину 7(Н-h). Такая конструкция обеспечивает надежное выталкивание пакета и одновременно снимает сигнал с датчика 14 после выхода пакета из зоны формирования.
Автомат для сборки пакета магнигопровода из стопы работает следующим образом.
После загрузки магазина 5 пластинами 7 автомат включается. При этом воздух через электропневматический клапан 17, пневмораспределитель 8 попадает в заштоковую
часть пневмопривода 4. Шток пневмоприво.ца 4, вы;1вигаясь, толкает щибер 3, который выталкивает нижнюю пластину 7, отсекаемую отсекателем 6 от стопы.
Пластина 7, упершись в скос верхнего
ползуна 11, входит между верхним ползуном 11 и нижним ползуном 9, ежимая пр жину 10. Нажимают в крайнем переднем положении на пневмораспределитель 19, переключив воздух в заштоковую часть
пневмопривода 4, HJTOK, возвращаясь назад, тянет за собой шибер 3.
В крайнем заднем положении при нажатии на пневмораспределитель 20 воздух переключается в заштоковунЗ часть, шток
снова движется вперед. При этом шибер 3 заталкивает следующую пластину между предыдущей и нижней плоскостью верхнего нолзуна 11 и так продолжается автоматически до тех пор, пока не наберется пакет
8 без последней пластины 7, при этом нижний ползун 9, сжав пружину 10, доходит до упора. Последняя пластина 7, заталкиваемая шибером 3, поднимает верхний ползун 11, сжимая пружину 12, и через винт 13 нажимает на датчик 14, настроенный на
размер Н пакета 8.
Сигнал от датчика 14 посылается на электропневматический клапан 17, Воздушная магистраль в пневмораспределитель 18 перекрывается и пневмопривод 4 останавливается. Одновременно электропневматический клапан 17 воздействует через пневмораспределитель 21, подает воздух в заштоковую часть пневмопривода 16. Шток пневмопривода 16, выдвигаясь, толкает выталкиватель 15, последний толкает пакет 8 из зоны его формирвания для дальнейшей
технологической обработки.
После того, как пакет 8 выйдет из soHiji формирования, верхний ползун 11 опускается и снимает сигнал с датчика 14. Нажав на пневмораспределитель 22 и переключив воздух в штоковую часть, выталкиватель 15 возвращается в исходное положение и включает механизм сборки пакета.
Формула изобретения
1. Автомат для сборки пакета магнитопровода, содержащий магазин-накопитель с отсекателем, устройство для подачи пластин в зону формирования пакета, устройство для формирования пакета, датчик контроля высоты пакета и выталкиватель пакета, отличающийся тем, что, с целью улучшения качества пакета за счет уплотнения его пластин, и улучшения условий эксплуатации, устройство для формирования пакета выполнено в виде верхнего и нижнего подпружиненных ползунов,при этом пружина верхнего ползуна имеет большую жесткость, чем пружина нижнего.
2. Автомат по п. I, отли-мющийся тем, что выталкиватель пакета выполнен в виде двутавра, ширина полки которого больше
BhlCi):jl ... .
ВЫСОТЫ пакету
ПЛаСТИ Ь.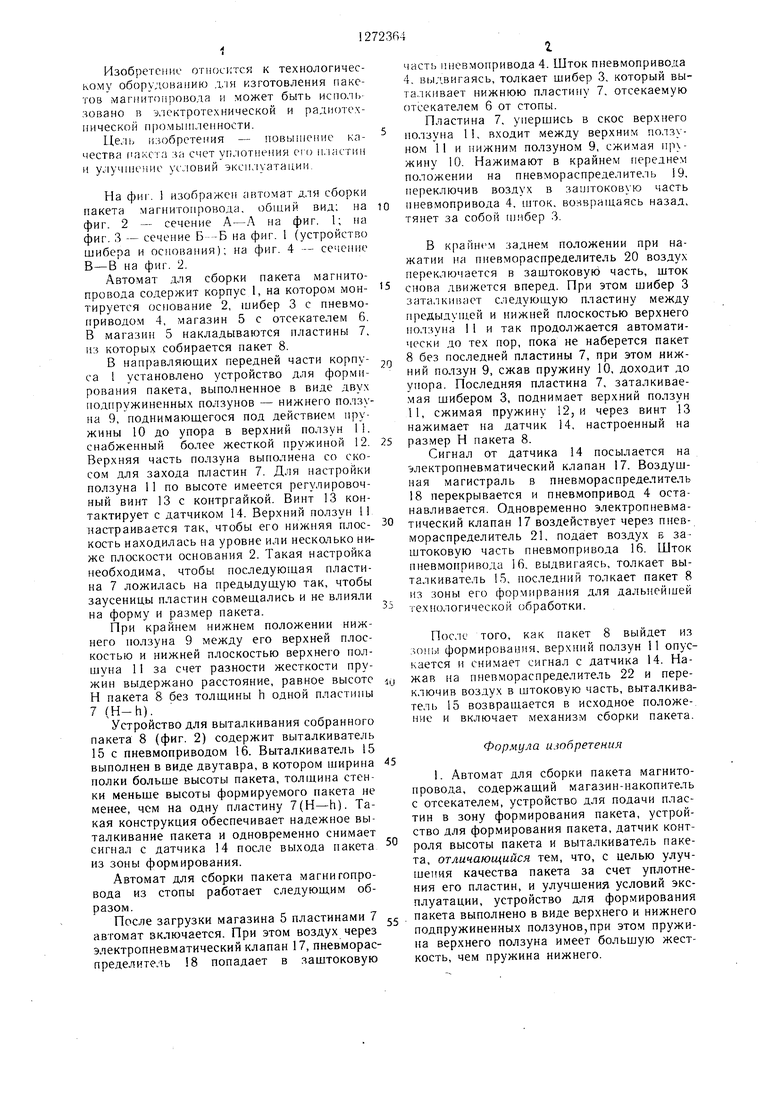
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пакета магнитопровода с заклепками | 1988 |
|
SU1617478A1 |
| Автомат для сборки пакета магнитопровода | 1985 |
|
SU1336126A2 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Штамп для клепки пакета магнитопровода | 1989 |
|
SU1747228A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1986 |
|
SU1371746A1 |
| Автомат для сборки пакета магнитопровода | 1987 |
|
SU1471228A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Устройство для вставки уплотнительных шайб в подшипник | 1987 |
|
SU1481523A1 |
| Автомат для зенкования гаек | 1991 |
|
SU1815001A1 |
Изобретение относится к технологическому оборудованию для изготовления пакетов магнитопровода и может быть использовано в электро- и радиотехнической iijui мышленности. Целью изобретения явлкс повышение качества пакетов за сче v лотнения его пластин и улхчпюн;. ус ,OHiiii эксплуатации. Автомат д.чя соорк:; .ч1 содержит накопитель 7, устройство 3 л.:: подачи пластин в зону формирован;;я :а кета, устройство для формирования i :iK;-Ta в виде двух подпружиненных ползунов 9 и 1. Устройство 3 заталкивает пластины по одно1 из накопителя 7 между ползунами 9 и 11. Указанная конструкция позволяет получи.-;., плотный пакет магнитопровода и облегчает условия опрессовки. 1 з.п. ф-лы, 4 ил.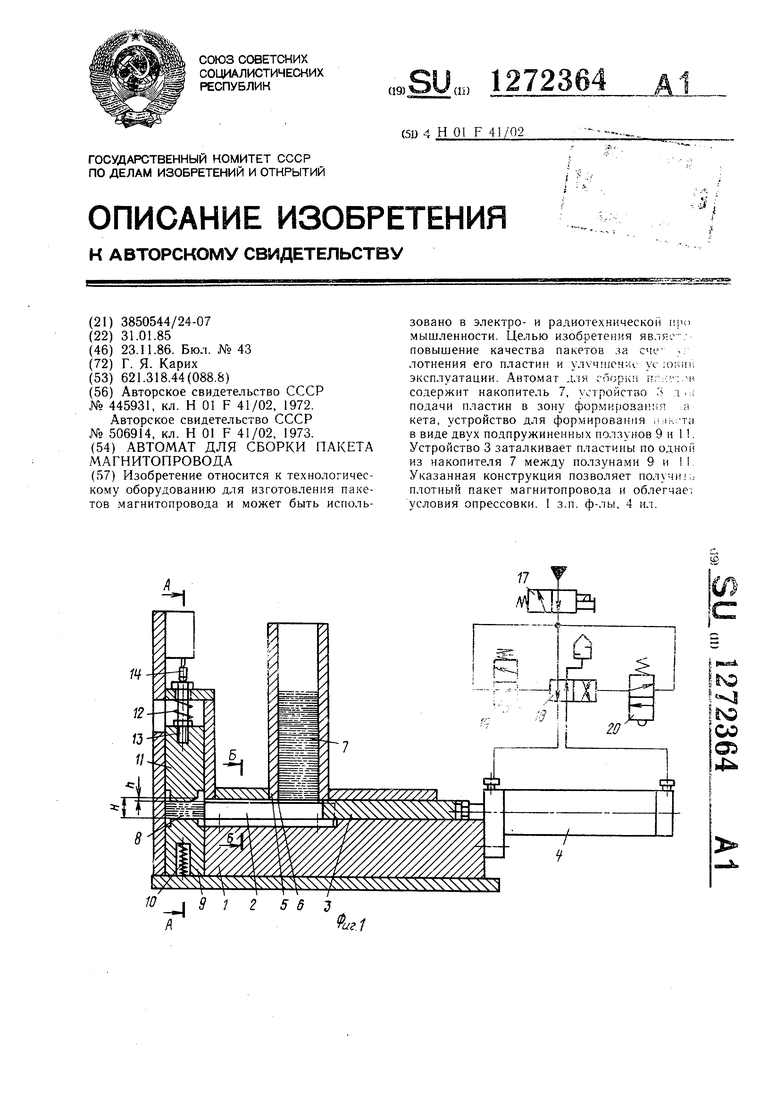
| Автомат для сборки сердечников магнитопроводов | 1972 |
|
SU445931A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для комплектования пакетов магнитопроводов из стальных пластин | 1974 |
|
SU506914A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
