(54) УСТРОЙСТВО для СБОРКИ И КЛЕПКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручное клепальное устройство | 1986 |
|
SU1324740A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ПАКЕТОВ | 2008 |
|
RU2387517C2 |
| Устройство для клепки | 1982 |
|
SU1140881A1 |
| Клепальный пресс | 1977 |
|
SU749531A2 |
| Ручной клепальный пресс | 1985 |
|
SU1400756A1 |
| Клепальный пресс | 1978 |
|
SU759193A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| Устройство для клепки | 1984 |
|
SU1155346A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |

1
Изобретение относится к клепально-сборочным работам, в частности к устройствам для сборки и клепки изделий.
Известен станок для сборки изделий и клепки, содержащий смонтированные на станине магазин для собираемых деталей, толкатели для установки деталей в зону сборки, соосно расположенные расклепывающие пуансоны 1.
Известно устройство для сборки и клепки, преимущественно заклепок с подкладными шайбами, содержащее смонтированные соосно на С-образной станине и связанные с автоматической системой управления исполнительные головки, одна из которых - клепальная выполнена -в виде приводной втулки Т1рижима пакета и установленного во втулке приводного расклепывающего пуансона, а другая исполнительная головка выполнена в виде приводной поддержки-толкателя, бункера с трубчатым лотком и отсекателем.
Данное устройство производит постановку заклепки в предварительно выполненное отверстие в пакете и ее расклепывание 2.
Однако известное устройство не обеспечивает соединения, выполняемые склей пыванием, в которых пакет состоит из .неметаллических материалов, например, брезентовые или полиэтиленовые ремни. В этом 5 случае необходимым элементом такого вида соединения является металлическая шайба, устанавливаемая под замыкающую головку заклепки.
Однако наличие щайбы в пакете значительно затрудняет процесс автоматиза ции выполнения подобных соединений.
Цель изобретения - повыщение качества сборки и клепки изделия, а также повыщение производительности.
Поставленная цель достигается тем, что 15 устройство для сборки и к.аепки, преимущественно, заклепок с подкладными щайбами, .содержащее смонтированные соосно на С-образной станине исполнительные головки, одна из которых - клепальная выполнена в виде приводной втулки прижима па20кета и установленного во втулке приводного расклепывающего пуансона, а другая исполнительная головка выполнена в виде приводной поддержки-толкателя, бункера с трубчатым лотком и отсекателем
снабжено механизмом поштучной выдачи шайб в зону клепки, а на рабочем торце втулки -прижима пакета выполнено приемное центрирующее гнездо для шайбы.
Механизм поштучной выдачи шайб выполен в виде трубчатого магазина и связанного с приводом толкателя, расположенного в направляющей, сопряженной с приемным гнездом выдачи прижима пакета.
Исполнительная клепочная головка связана автоматической системой управления через золотниковый распределитель с механизмом поштучной выдачи шайб.
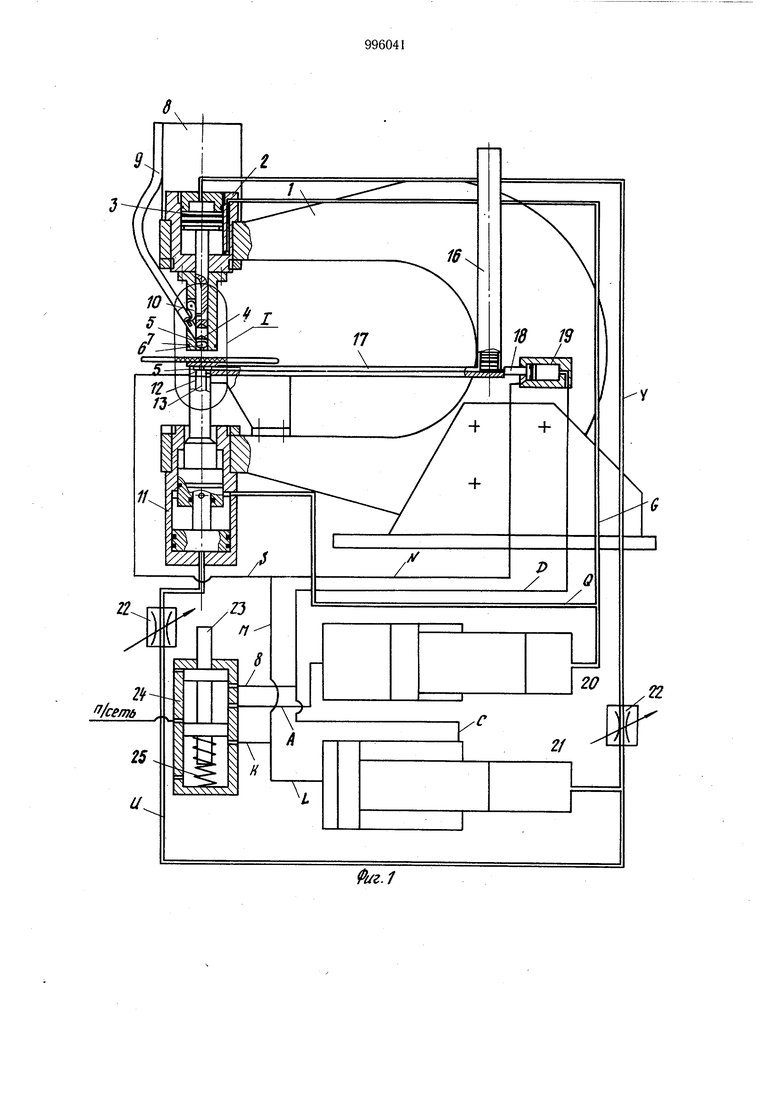
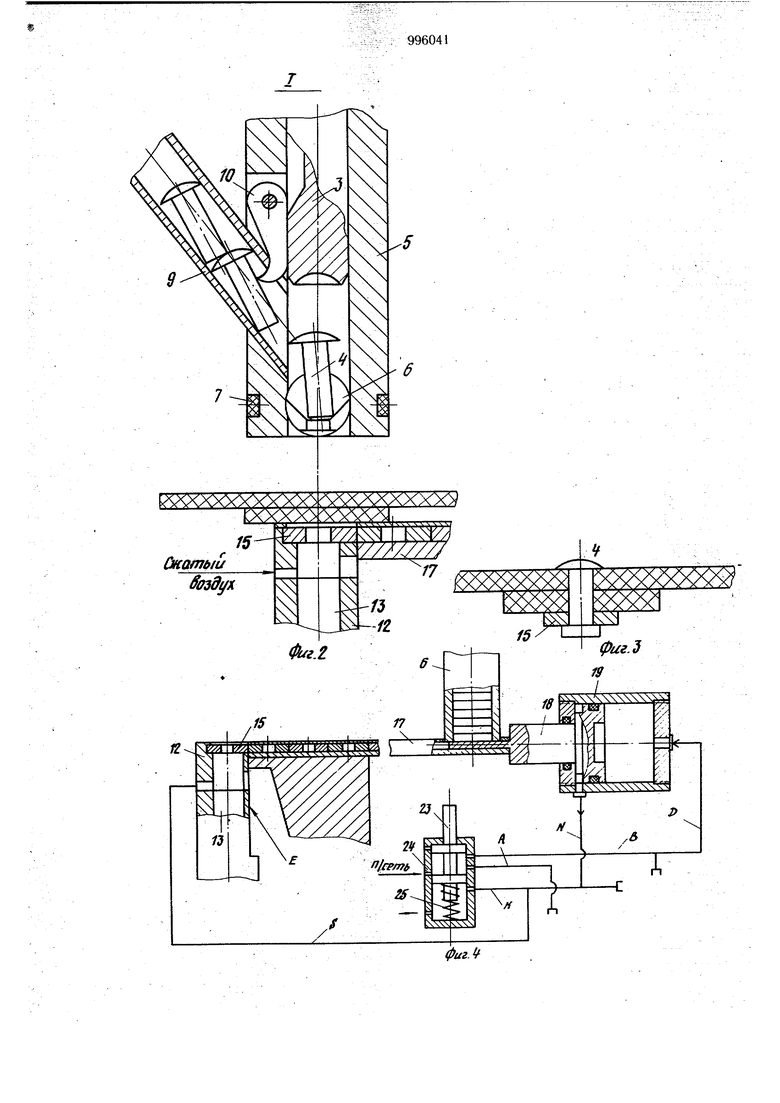
На фиг. 1 изображено устройство для клепки . в исходном положении, общий вид; на фиг. 2 - узел 1 на фиг. 1; на фиг. 3 - получаемое соединение; на фиг. 4 - устройства для подачи шайб в исходном положении; на фиг. 5 - то же, во время рабочего цикла.
Устройство для сборки и клепки содержит С-образную станину в виде силовой скобы 1, на верхней консоли которой установлена исполнительная головка в виде цилиндра 2 с поддержкой толкателя 3 заклепок 4. Непосредственно на цилиндре 2 соосно толкателю 3 закреплен питатель 5, выполненный в виде прижимной втулки, в нижней части которой подвижно установлены два цилиндрических ползуна б, стянутых резиновым кольцом 7. Подача заклепок 4 в питатель 5 производится из бункера 8 по трубчатому лотку 9, в паз которого входит отсекатель 10, шарнирно закрепленный в пазу питателя 5.
На нижней консоли скобы 1 закреплена исполнительная клепальная головка, выполненная в виде силового цилиндра 11 и смонтированными в нем подвижной, втулкой 12 прижима-пакета 4 расклепывающего пуансона 13.
На рабочем торце втулки 12 прижима пакета выполнено приемное центрирующее гнездо 14 для установки собираемых шайб 15, а на. боковой поверхности втулки 12 выполнена плоская боковая поверхность , отстоящая на 1/2 диаметра подаваемой шайбы 15, что позволяет при перемещении подвижной втулки 12 вверх подавать в зону клепки строго по одной шайбе 15. Одновременно поверхность Е втулки 12 предохраняет последнюю от разворота, что обеспечивает надежную установку шайбы 15 в гнездо втулки 12. Для едува отходов после образования отверстия имеются окна, выполненные в прижимной втулке 12.
Устройство поштучной выдачи шайб 15 состоит из трубчатого магазина 16, закрепленного на плоской направляющей, в пазу которой перемещается толкатель 18, выполненный в виде поршня, установленного в цилиндре 19, при этом направляющая 17 сопряжена с приемным центрирующим гнездом 14.
Для создания усилия сжатия пакета и возврата исполнительных органов в исходное положение служит мультипликатор 20 низкого давления, связанный со штоковыми полостями цилиндров 2 и 11 каналами G н Q.
Усилие пробивки отверстия в naKefe и усилие клепки создаются мультипликатором 21 высокого давления, который связан с поршневыми полостями цилиндров 2 и 11 каналами V U соответственно.
Скорость перемещения поддержки-толкателя 3 и для расклепывающего пуансона 13 регулируется регуляторами потока 22. Это необходимо для того, чтобы во время рабочего цикла перемещение для расклепывающего пуансона 13 вверх начиналось только после совершения процесса пробивки отверстия и сборки заклепки 4 с шайбой 15.
Управление работой устройства осуществляется золотниковым распределителем, выполненным в виде золотника 23, установленного в корпусе 24 и подпружиненного пружиной 25.
Устройство работает следующим образом.
В исходном положении (фиг. 1) сжатый воздух из пневмосети поступает в поршневую полость мультипликатора 20 низкого давления. От мультипликатора 20 по каналам G и Q преобразованное давле ние сжатого масла поступает в штоковые полости цилиндров 2 и 11, устанавливая поддержку-толкатель 3 и расклепывающий пуансон 13 с подвижной прижимной втулкой 12 в исходное положение. Мультипликатор 20 находится в рабочем положении во время рабочего цикла, т. е. давление от мультипликатора 20 в исходном положении и во время рабочего цикла действует постоянно, в отличие от мультипликатора 21 высокого давления, который включается в работу только во время рабочего цикла. В исходном положении шайба 15 находится в прижиме гнезда 14 втулки 12 прижимапакета.
При перемещении золотника 23 вниз до упора в корпус 24 сжатый воздух по каналам К и L поступает в поршневую полость мультипликатора 21, а из штоковой полости мультипликатора 21 по каналам С и В через отверстие, выполненное в корпусе 24 уходит в атмосферу. Сжатое масло от мультипликатора 21 поступает в поршневые полости цилиндров 2 и 11, перемещая поддержку толкатель 3 и разклепывающий пуансон 13 со связанной с ним подвижной втулкой 12 прижима пакета.
Одновременно, сжатый воздух по каналам ,М и N поступает в штоковую полость толкателя 18, перемещая его в крайнее правое положение, при этом поршневая полость цилиндра 19 по каналам D и В че рез отверстие в корпусе 24 сообщается с атмосферной.
Плоский конец толкателя 18, имеющий толщину, равную толщине одной щайбы 15, при перемещении в правое крайнее положение выходит из-под столба щайб 15, находящихся в трубчатом магазине 16 и весь столб щайб 15 перемещается до упора в плоскую направляющую 17 на шаг, равный толщине щайбы 15.
При перемещении подвижной втулки 12 прижима пакета вверх, находящаяся в гнезде 14 прижимной втулки 12 щайба 15 отсекается от цепочки щайб, находящихся в направляющей 17 и подается в зону клепки, при этом (прижимная) втулка 12 поджимает пакет и щайбу 15 к питателю 5, создавая необходимое усилие сжатия пакета. В это же время, при перемещении поддержки-толкателя 3, заклепка 4, находящаяся в канале питателя 5, вгоняется в призматическое отверстие, выполненное в подпружиненных ползунах 6, благодаря чему достигается точная центровка за клепки 4 относительно отверстия в щайбе 15. При дальнейщем перемещении поддержки-толкателя 3, заклепка 4 пробивает отверстие в пакете (щайба 15 выполняет роль матрицы) и одновременно производится сборка заклепка 4 с щайбой 15. Отходы от пробивки сдуваются через окна, выполненные в (прижимной) втулке 12, сжатым воздухом, .поступающим по каналам М и S.
После этого перемещается вверх расклепывающий пуансон 13 (асинхронность создается при помощи регуляторов потока 22), который образует замыкающую головку заклепки 4. Рабочий цикл закончен и золотник 23 под действием пружины 25 возвращается в исходное цоложение. Сжатый воздух из порщневой полости мультипликатора 21 по каналам L и /С через отверстия в корпусе золотникового распределителя 24 выходит в атмосферу, а в щтоковую полость мультипликатора 21 по каналам В и С из пневмосети поступает сжатый воздух, который, возвращает порщень мультипликатора 21 в исходное положение.
Под действием давления, создаваемого мультипликатором 20, в исходное положение возвращаются поддержка-толкатель 3 и расклепывающий пуансон 13 с подвижной втулкой 12 прижима пакета. При возвращении поддержки-толкателя 3 в исходное положение ползуны 6 под действием кольца 7 возвращаются в исходное положение и очередная заклепка 4 падает в канал питателя 5.
Одновременно в исходное положение возвращается толкатель 18 в порщневую полость которого поступает сжатый воздух по каналам Д и В, а щтоков-ая полость через каналы N и /С сообщается с атмосферой. Перемещаясь в плоской, направляющей 17, толкатель 18 двигает всю цепочку шайб 15, находящихся в ней, и устанавливает очередную щайбу 15 в гнездо втулки 12 прижима пакета.
Устройство готово к очередному циклу, который повторяется при нажатии, на золотник 23. Далее цикл повторяется.
Предложенное устройство для клепки позволяет полностью автоматизировать процесс образования заклепочных Соединений в пакетах из неметаллических материалов типа тканевых, кожанных, полиэтиленовых и других, в тех случаях, когда под замыкающую головку заклепки устанавливается щайба, препятствующая отрыву материала из-под замыкающей головки, заклепки, диаметр которой значительно меньще диаметра закладной головки и составляет 1,5 диаметра стержня заклепки.
20
Формула изобретения
втулки прижима пакета и установленного во втулке приводного расклепывающего пуансона, а другая исполнительная головка выполнена в виде приводной поддержкитолкателя, бункера с трубчатым лотком и отсекателем, отличающееся тем, что, с целью повыщения качества изделий и производительности, оно снабжено механизмом пощтучной выдачи щайб, в зону клепки, а на рабочем торце втулки прижима-пакета выполнено приемное центрирующее гнездо для щайбы..
Источники информации, принятые во внимание при экспертизе
№ 25355, кл. В 21 J 15/10 1968 (прототип). 99 XXVXXxXx
