Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления теплоизоляционных огнеупорных материалов, применяемых в качестве футеровки металлотракта для транспортировки алюминиево-литиевых расплавов.
Целью изобретения является повышение устойчивости в алюминиево-литиевых расплавах.
П р и м е р 1. Было приготовлено несколько составов предлагаемой сырьевой смеси для изготовления теплоизоляционного материала (см. табл. 1), которые готовили следующим образом. Каолиновое волокно марки МКРВ (ГОСТ 23619-79) предварительно подвергали полусухой распушке на бегунах в течение 2 ч (степень помола не менее 75% фракции 0,05-0,10 мм) и отжигу при 800оС в течение 2 ч. Диатомит Ахалцихского месторождения, высушенный до влажности 2% подвергали помолу в вибромельнице до полного прохождения его через сито 009. Затем из него готовили диатомовое молоко влажностью 100-150% Известь (ГОСТ 9173-77) гасили с большим количеством воды (300-400% от массы извести) при периодическом помешивании раствора в течение 24 ч. Известковое молоко перед применением пропускали через сито с ячейкой 0,15-0,20 мм для удаления посторонних примесей.
В смесителе каолиновое волокно, диатомовое и известковое молоко перемешивали в течение 30 мин, после чего в приготовленную смесь добавляли циркон (ОСТ 48-82-81) и в гидропульпере приготавливали влажный шлам, который подавали в форму с перфорированным дном для прессования при одновременном удалении воды. Обезвоживание проводили при давлении 30 кг/см2 в течение 25 мин.
Полученные плиты толщиной 50 мм после 3-суточной выдержки на воздухе подвергали термовлажностной обработке в автоклаве по режиму: давление пара в автоклаве 9 ати, подъем давления 4 ч, изотермический прогрев при максимальном давлении 8 ч, температура пара 180оС, снижение давления 4 ч.
После автоклавирования плиты подвергали термообработке по режиму: подъем температуры до 120оС 1 ч, выдержка при 120оС 24 ч, подъем до 200оС 1 ч, выдержка при 200оС 4 ч, подъем до 260оС 1 ч, выдержка при 260оС 4 ч, равномерный подъем температуры до 580оС со скоростью 60оС/ч, выдержка при 580оС 5 ч. Общее время термообработки 50 ч. Охлаждение с печью.
Размер полученных в процессе автоклавирования и термообработки огнеупорных плит составляет 1000х500х50 мм. Плиты разрезали на заготовки сечением 50х50 мм, из которых вытачивали втулки с внешним диаметром 50 мм и внутренним 30 мм. Эти втулки использовали для футеровки металлотракта, представляющего собой трубу из нержавеющей стали. Футерованный металлопровод использовали для разливки алюминиево-литиевого расплава 1420 в промышленных условиях.
Толщина стенок образцов, использовавшихся для определения металлоустойчивости в лабораторных условиях, составляла 10 мм (как и у втулок, использованных для футеровки металлотракта).
С целью оценки качества расплава производили отбор проб для определения содержания неметаллических включений по окончании процесса разливки плавки объемом 1 т.
Из высушенных плит вырезали образцы размером 50х50х50 мм для термомеханических испытаний. Для определения краевых углов смачивания вырезанные образцы помещали в вакуумную печь с остаточным давлением 10-4 мм рт.ст. и приводили в контакт с расплавом алюминиево-литиевого сплава 1420 при 800оС. Для определения металлоустойчивости из вырезанных образцов изготовили тигли, которые помещали в вакуумную печь, заполняли расплавом алюминиево-литиевого сплава 1420 и выдерживали в вакууме не менее 10-4 мм рт.ст. при 800оС в течение 1 ч, после чего на разрезанных тиглях определяли глубину реакционной зоны.
Приведенная методика определения металлоустойчивости лабораторных образцов основана на изучении взаимодействия образца и расплава в условиях вакуума, протекающего более интенсивно, чем при атмосферном давлении. Это обусловлено возможностью разливки алюминиевых сплавов в слитки в условиях вакуума.
В приведенном примере слитки отливали при атмосферном давлении, поэтому глубина реакционной (металлизированной) зоны, образовавшейся на внутренних стенках втулок металлотракта при разливке плавки объемом 1 т в течение 1 ч, значительно меньше и составила для известного материала 0,8 мм, а для предложенного: 1,0 мм (состав 1), 0,5 мм (состав 2), 0,2 мм (состав 3), 0,3 мм (состав 4) и 0,9 мм (состав 5).
Для сопоставления полученных результатов был изготовлен и испытан теплоизоляционный материал из известной сырьевой смеси.
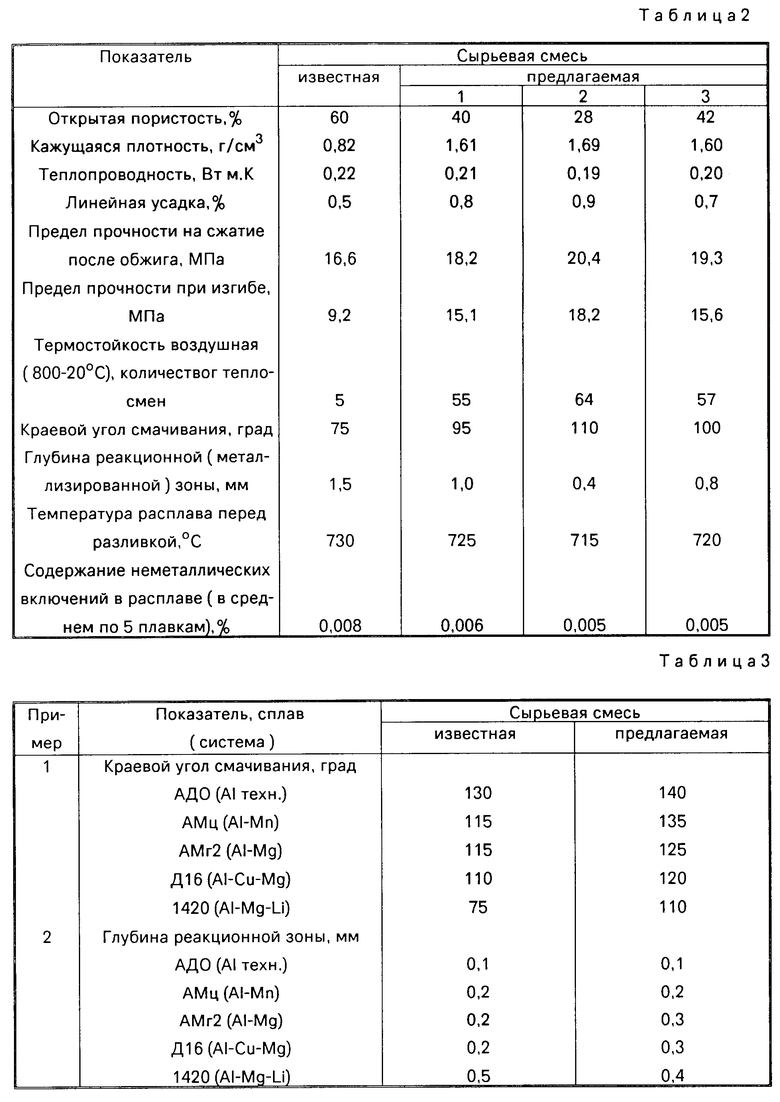
Из представленных (см. табл. 2) данных видно, что применение предложенной футеровки позволяет снизить температуру расплава перед разливкой с 730 до 715-725оС. Такое уменьшение температуры разливки повлекло за собой резкое снижение горячеломкости сплавов в интервале кристаллизации.
Из представленных результатов видно, что теплоизоляционный материал из предложенной сырьевой смеси имеет в сравнении с известной меньшую пористость и смачиваемость при высоком уровне прочности. Это приводит к снижению степени взаимодействия его с алюминиево-литиевым расплавом: глубина реакционной зоны уменьшается с 1,5 до 0,4 мм. Количество неметаллических продуктов взаимодействия заметно падает, что приводит к снижению содержания их в расплаве с 0,008 до 0,005% Кроме того, уменьшение глубины металлизированной зоны, обладающей большей в сравнении с теплоизоляционным материалом теплопроводностью, понижает потери тепла расплавом через футеровку при транспортировке.
Приведенный пример относится конкретно к алюминиево-литиевому сплаву 1420, который содержит 1,8-2,3 мас. лития. Выполненные нами в лабораторных условиях эксперименты по определению металлоустойчивости футеровки в других алюминиево-литиевых сплавах (ВАД23, содержание лития до 1,5% 1440 и 1450) показали, что характер взаимодействия сохраняется, а степень взаимодействия увеличивается при возрастании содержания лития и наоборот.
Приводим дополнительный пример, характеризующий металлоустойчивость предложенной футеровки в различных расплавах.
П р и м е р 2. Из плит, приготовленных по описанной в примере 1 технологии, вырезали образцы размером 50х50х50 для определения краевых углов смачивания, а также изготовили тигли, которые помещали в вакуумную печь и приводили в контакт с различными алюминиевыми расплавами. Методика определения краевых углов смачивания и металлоустойчивости оставалась аналогичной примеру 1. Полученные результаты сведены в табл. 3.
Как видно из представленных данных, замена известной футеровки на предлагаемую применительно к сплавам, содержащим литий, дает заметный эффект.
Что касается срока службы футеровки, то из-за интенсивного растрескивания втулок и протеков расплава к внутренней стенке трубы металлотракта срок службы втулок из известного материала составил 1-2 плавки, в то время как для материала по изобретению при проведении 5 опытно-промышленных плавок ни одна из втулок не вышла из строя из-за растрескивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФУТЕРОВОЧНОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1989 |
|
SU1722002A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2079472C1 |
| Сырьевая смесь для изготовления жаростойких изделий | 1982 |
|
SU1017693A1 |
| ФУТЕРОВКА ЕМКОСТИ ДЛЯ ТРАНСПОРТИРОВКИ И РАЗЛИВКИ ЖИДКОГО АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1998 |
|
RU2139773C1 |
| Сырьевая смесь для изготовления теплоизоляционного материала | 1989 |
|
SU1648929A1 |
| Огнеупорная масса для футеровки индукционных тигельных печей | 1985 |
|
SU1301811A1 |
| ОГНЕУПОРНЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1997 |
|
RU2118950C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖАРОСТОЙКИХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 1998 |
|
RU2144521C1 |
| Способ изготовления огнеупорных изделий | 1982 |
|
SU1094249A1 |
| ОГНЕУПОРНАЯ МАССА | 1997 |
|
RU2116989C1 |
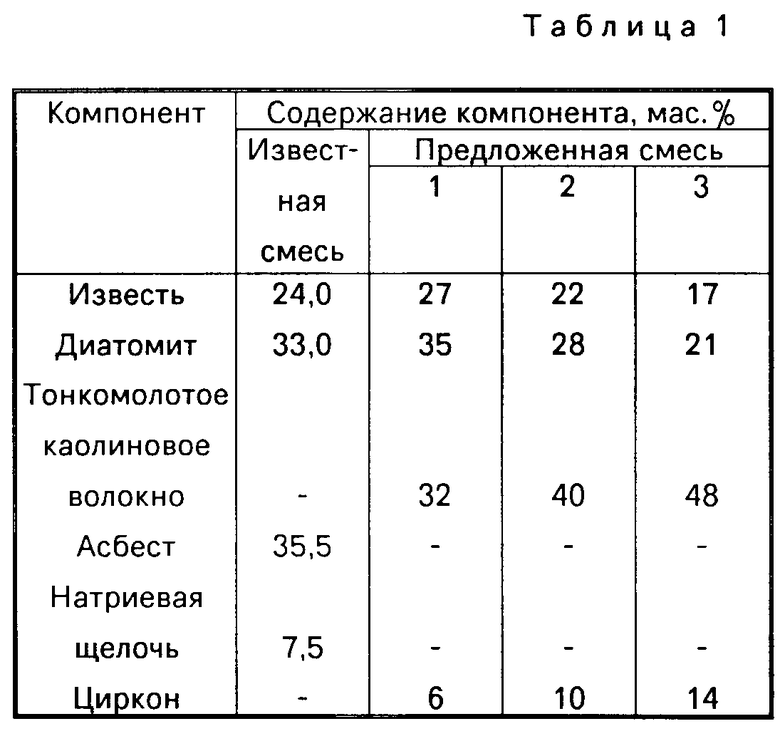
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении теплоизоляционных огнеупорных материалов, применяемых в качестве футеровки металлотракта для транспортировки алюминиево - литиевых сплавов. С целью повышения устойчивости в алюминиево - литиевых расплавах сырьевая смесь для изготовления футерованного теплоизоляционного материала содержит следующие компоненты, мас.%: известь 17 - 27; диатомит 21 - 35; тонкомолотое каолиновое волокно 32 - 48; циркон 6 - 14. При плотности 1,60-1,69 г/см3 предел прочности материала при сжатии после обжига 18,2 - 20,4 МПа, при изгибе 15,1 - 18,2 МПа, коэффициент теплопроводности 0,9 - 0,21 Bт/мК, краевой угол смачивания 95-110° глубина реакционной зоны 0,4 - 1,0 мм, содержание неметаллических включений в расплаве 0,005 - 0,006% , температура расплава перед разливкой 715 - 725°С. 3 табл.
СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФУТЕРОВОЧНОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА, включающая известь, диатомит и волокнистый компонент, отличающаяся тем, что, с целью повышения устойчивости в алюминиево-литиевых расплавах, она в качестве волокнистого компонента содержит тонкомолотое каолиновое волокно и дополнительно циркон при следующем соотношении компонентов, мас.
Известь 17 27
Диатомит 21 35
Тонкомолотое каолиновое волокно 32 48
Циркон 6 14
| Сырьевая смесь для получения теплоизоляционного материала | 1976 |
|
SU571464A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
