Наиболее близким по техш-гчеакой сущHOiCTH И достигаемому результату является система aisroM этического регулир«ва(ния
продольной раЗНОТОЛЩИННОСТИ ПОЛОС01В01ГО
проката, содержащая канал электропривода нажимлых БИНТОВ, включающий сумматор, усилитель и пр.иводной электродвигатель нажимных шштов, канал гидрораопора олОрных Валков с измерителем давления, еыход которого через усилитель соединен с сумматором канала электропривода нажимйых BHiHToiB, канал гидравлического ло1калыно1го иредщарительного напряжения клети с измерителем давления, выход которого соединен qeipes усилитель с каналом гидрораопора опорных валков 2.
HeAOCTaTKoiM такого соадннения каналов является ,их взаимное влияние на устойчи васть. Это не позволяет в полной мере Иопользовать усилительные и Интегрярующие авойспва 1каналав, та1к как система стаН01ЭИТСЯ неустойчивой пр.и коэффициентах усиления отдельных каналов мепьшйх, чем их предельные эначеншя. Кроме того, загр:уЗКа бы1ст.рОдейС11В ующего канала гвдрораспора опорных валков низкочастотны-ми колебаниям1И давления дрвводит к недо«омпенсации средне- ,« высокочастотных .составляющих разнотолщшнности прО|Ката. Bice это снижает точ-ность а1вто.матичес,кого регулирования толщины прокатываемой полосы.
Целью изобретения является повышение точности а зтоматичеокого регз лирова«ия толщины прокатьгваемой полосы путем рационального раюпределения з силий прокатки по каналам системы.
Паставлениая цель достигается тем, что система автоматического регулирования /п(р ояольной разнотолщинности соде)рлсит 1канал элакпролрисвода нажимных виитов, В1ключающ|ин оуММатор, усилитель и лриводной элвкт1род1вигатель нажимных 1винтов, канал гидрораапора опорных вал/ков с иэмвр.ителем да1вления, канал гидравлического локального предварительного напряжения 1клет1и с измерителем давления, выход которого через усилитель соединен с каналом гидрО ра(апора опорных валков и су.Ммато1ром IB канале электропривода нажимных В1ИН1КХВ.
Такое соади1нение позволяет каналу элекиропривосда нажимных винтов автономно отра|баты вать ошибку рассогласования заданноро значения толщины полосы и фактичеакого значения, изме)ренно.го из1мерителем давления в канале гидравлического локального Предва1рительного напряжения клети.
Автономная работа канало)В устраняет Я вл0ние их взаимного влияния на устойчивость и поз1В)Оляет более рационально
распределять усилия прокапки так, что канал гидрораапора опорных валков не будет загружаться нязисочастотными колебаниями давления и в то же (Время будет достаточно эффективно отрабатывать средне- я высокочастотные колебания, так как канал электропривода нажимных винтов не сможет отслеживать эти частоты в силу своих дина1мичеак1их ограничений.
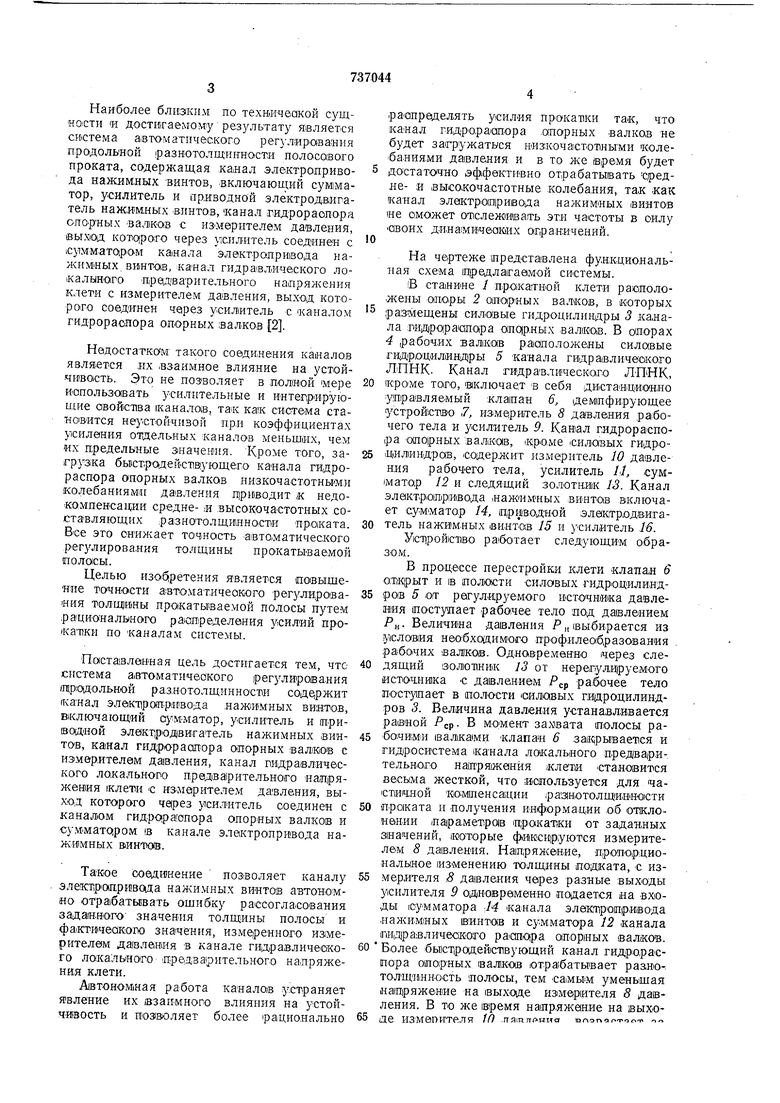
На чертеже иредста влена функциональная схема предлагаемой системы.
.В стадине / прО|Ка1Тной клети расположены опоры 2 опорных валков, в которых
размещены силовые гидроцилиндры 5 канала :рид|рора1апО|ра опорных валков. В опорах 4 рабочих валков ра1аположены силавые гидроцилйндры 5 -канала гидравличеокого ЛПНК. Канал гидравлического ЛПНК,
ясроме того, включает в себя дистанционно управляемый клапан 6, демпфирующее устрой1СТ1во 7, иэмериггель 8 да вления рабочего тела и усилитель 9. Кавал гидрораспора -ояорных валкав, 1кро.ме силовых гидроЦИлиндров, сояерж1тт измеритель W давления рабочего тела, усилитель L1, сум1матор 12 и следящий золотник 13. Канал элвктр(01пр1ивода нажимных винтов включает сумматор 14, ириводной элвктродвигатель нажимных еинтав 13 и усилитель 16.
Ус11рой1с 11во ра ботает следующим образом.
В процессе перестройки клети клапан 6 о;Т11фыт и IB полости силовых гидродилиндров 5 lOiT регулируемого источника давле1Н1ия поступает рабочее тело под давлением РН. Величина давления Р„ (выбирается из условия необходимого профилеабразования , рабо;чих :вал1коаз. Одновременно 1через следящий Золют1НИ1К 13 от нерег1ули1руемого источ:ни1ка с давлением Рср рабочее тело поступает в полости силовых лидродилиндров 3. Величина давления устанавливается равной Рср. В момент захвата полосы рабо1ЧИМ1И валками -клапан 6 заигрывается и гидросистема канала локального предва|рительного напряжения клени становится весьма жесткой, что используется для чаСТ1И1ЧНОЙ комиенсащии раанотолщИ|Н|НО)Сти
проката и получения информации отклонении naipaMeTipoiB вдрокатки от заданных значений, которые фиксируются измерителем 8 давления. Напряжение, пропорциональное 1ИЗменению толщины подката, с измерителя 8 давления через разные выходы усилителя 9 одновременно подается на входы (Сумматора ,14 канала элека1роп|ри1вода нажимных ВИНТОВ и сумматора 12 канала шидравлического pacnoipa опорных валков. Более бьвслродействующий канал гидрораспора опорных вал1ко1В отрабатывает раз.но-. толщагнность полосы, тем caiMbiM уменьшая напряжение на выходе И31мер1ителя 8 даввления. В то же время напряжение на выходе измепите.гтя W .пяшттАн.ма ,г.тг,,
счет по-вышения дзвления IB канале гидро,раапо,ра опорныл 1валков при отработке ступенчатого уменьшен.ия толщины полосы. Соопвеиствующим |ПО|Дбором коэффициента .передачи натряжения (с помощью усилителя // с регулируемым коэффициенто м усиления) можно обеапечить ;постояН|СТ1во суммы напряжений, снимаемых с измерителей 8 и 10 давления при отключен ном электропрявсде нансим1ных винтов. Полученное наощряжбние на сумадатаре 14 обеспечивает автоломяую отработ1ку ступенчатого уменьшения толщины 1ПОЛОСЫ каналом электропривода яажи М1ных винтов, т. е. канала до тех пор, пака латряжения на измерителях 8 и W Не примут прежние значения. В рез ультате нажимные вииты займут новое положение, приня1в на себя (статическую нагрузку |П1ри1ращения давления прокатки, (Необходимую для устранения разнотолщинности полююавого проката. Гидросистемы каналов ло1кального предварительного напряжения клети и гидрорасзтора оиорных валков займут прежнее положение. .При выходе полосы из клети в ойловых гидроцили1нд.рах 3 л 5 резко возрастает да1вление вследствие проседания -клети. Как толыко давление рабо1чего тела в гидросистеме канала локального «предварительного напряжения клети до1стигает крити1чеак 0;го уровня, юрабатывает демпфирующее устройсиво 7. Тем самым характеристика гидросистемы канала локального предварительного напряжения клети меняет 1СВОЙ наклон, ста.навктся мяпкой, чем предохраняет от повреждения рабочие валки.
Такое устройство позволяет осуществить автономную работу каналов системы. Это устраняет явление 1вза.имного влияния каналов на устой1чи1во сть и позволяет yiBeлич1ить коэффициенты усиления ка.налов вплоть до предельных без потери устойчивости сиатемы в целом. Рациональное распределение давления проката по каналам позволяет более ка-чественно компенснровать все компоненты разнотолщинноетп прокатываемой полосы. Кроме того, разгрузка каиала гидрораопора опррных .валКО.В от мощной (Статической нагрузки позволяет снизить необходимое силовое воздействие, т. е. снизить давление рабочего тела, а это подвышает зкоплуатационную надеж.ность системы. Все это позволяет существенно повысить точность автоматического регулирования толщины полосового проката.
Формула изобретения
Система аютоматичеокюго регулирования продольной .разнотолщинности полосового проката, содержащая канал электро(щривода нажимных винтов, включающий сумматор, усилитель -и .иво|ДН ОЙ электродвигатель нажимных , канал гидрораопора опорных валков с измерителем давления, выход которого через усилитель, соединен с сумматором канала эле.ктропривода нажимных IBHHTIOB, канал тид равлического локального предварительного напряжения клети iC измерителем давления, выход которого (через усилитель соединен с канало 1 гидрораюпора опорных валков, отличающаяся тем, что, с пелью повыщения точности автоматйчвакаго регулирования толщины прокатываемой полосы путем рацианального распределения усилий ирокат1ки по каналам системы, .выход усилителя канала гид|ра1вличеак 01го локального предварительного нашряжения (клети соединен с (ВХОДОМ сум.матора в канале электропривода нажимных винтов.
Источники информации, принятые во в1НИ1мание при эк1апертизе:
1. Авторское свидетельство СССР № 470S22, кл. В 21 В 37/02, 1975.
2. Авторское свидетельсттво СССР № 239182, 1КЛ. В 21 В 37/02, 1967.
П
w

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1988 |
|
SU1618477A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство для регулирования профиля полосы в итерационной электрогидравлической системе автоматической стабилизации толщины проката | 1974 |
|
SU533412A1 |
| Электрогидравлическая следящая система автоматического регулирования толщины прокатываемой полосы | 1973 |
|
SU470322A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1990 |
|
SU1704873A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |

