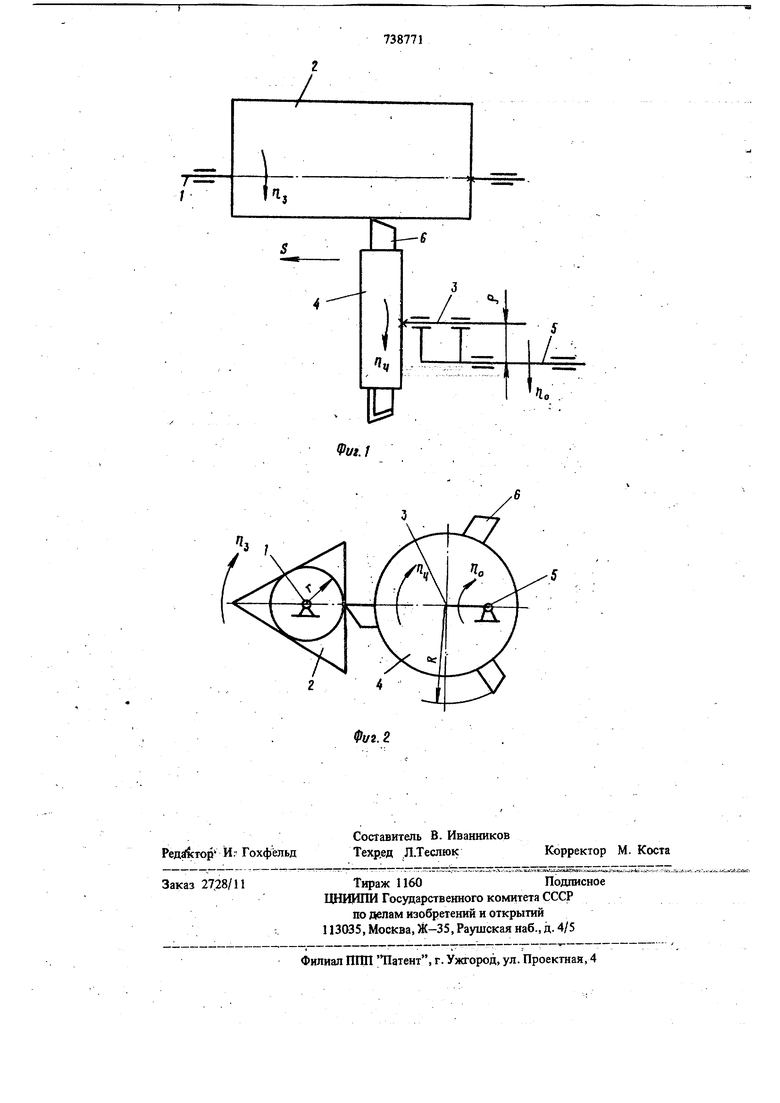
Изобретение относится к мetaллooбpaбdткe и может быть использовано при обработке валов многогранного сечения на токарных станках.. Известен способ обработки некруглых валов с сечением в форме многогранника, при котором применяют режущий инструмент с количеством режущих элементов в два раза меньши числа обрабатываемых граней. Инстрз менту и заготовке сообщают при этом одинаково направленные вращения относительно параллельно расположенных собственных осей с отнощением угловых скоростей, равным 2 1. Однако указанный способ не позволяет обрабатывать валы с нечетным числом граней,при обработке имеет место существенное изменение углов резания и, кроме того, способ не обеспечивает необходимой точности формообразования. Цель изобретения - расширение технологических возможностей при одновременном улучше нии условий резания и повышении точности . формообразования. Для этого при обработке многогранных валов применяют режулдай инструмент с количеством режущих элементов, равным числу обрабатьгааемых граней, которому сообщают вращение вокруг собственной оси с углобой скоростью ч , равной угловой скорости заготовки, и вращение относительно другой оси, параллельной первой, с угловой скоростью, равной произведению угловой скорости заготовки на число обрабатываемых граней, при этом связь геометрических и кинематических параметров устанавливают в соответствии с зависимостью: н.ГП, . где г - радиус окружности, вписанной в многогранник с шслом граней m , м; R - радиус режущего инструмента, м; h - угловая скорость вращения заготовки и инструмента, об/сек; ihQs-nm- угловая скорость вращения инструмента относительно второй оси, об/сек; 3 - расстояние Между осями вращения ййстгрумента, м. На фиг. 1 показано взаимное расположе Нйе заготовки и инструмента и соо щаемь11г им в процессе обработки движения в плоскости, проходящей через их оси; на фиг. 2 - то же, В плоскости, нормальной этИм осям. Ось 1 заготовки 2, ось 3 Инструмента 4 и ось 5 кругового движения оси 3 распола-, гШт параллельно друг другу, при зтом кратчашиее расстояние между осями 1 и 3 уста кав 1Й6ают равным сумме радиусов инструмен та R и вписанной в обрабатываемый многогранник окружности . Режущие 6 инструмента 4 равномерно расположены по окружности радиуса R , а их количество равно числу тп обрабатываемых граней. При обработке лтогогранного сечения сооб ТйаМ СЛ1ёДу1б1цие одинаково направленные вра щательные движения:., заготовке 2-вращение с угловой скоростью п J относительно оси 1; инструменту 4 - вращение вокруг собствен ной оси 3 с угловой скоростью Г1д , равной угловой скорости п.. заготовки; оси 3 инструмента - круговое движение относительно оси 5 с угловой скоростью Шо i равной произведению угловой скорости заготовки r.j на число обрабатываемых граней тп Для формообразования вала по длине Инст менту 4 сообщают также движение подачИ S вдоль оси 1... Для обработки плоских граней и обеспечения движения деления (непрерывного перехода от одной грани к другой) кинематические и геометрические параметры предлагаемо.. . .. .. , ,-...,:,Х ,.-, , ГО способа должны бь1ть связаны следующей зависимостью: ,.ci«., где«1 При изменении размеров и формы обрабаfываемьгх Многогранников настраиваемыми являются р R Абсолйттаыё :}начёйИя угловых скоростей . о определяют скорость резания. С y4etoM указанных выще соотнощений этих скоростей угловая скорость заготовки опреде- so ляётся зависимостью:
П,
где V - скорость резания, м/сек. „.,,,. При равенстве угловых скоростей инструмента и заготовки положение режущего эле . - где n
Источники информации, принятые во вШмайИе при экспертизе 1. Патент Великобритании № 940647, кл. В 3 Т, 1960. мента относительно обрабатываемой грани сохраняется неизменным на всей ее ширине, позтому обеспечивается постоянство переднего и заднего углов инструмента в процессе обработки. В приведенных вьпие зависимостях величина m может быть любым целым числом, благодаря чему обеспечивается возможность обработки изделий с нечетным числом граней. Повыщение точности обработки обеспечивается возможностью регулирования параметра настройки р , Что приводит к изменению траектбрии ДййзКёнИЯ верщии режущих элементов относительно заготовки. Формула изобретения Способ обработки многогранных-валов, по которому заготовке и инструменту сообщают одинаково На°пр1в5тенйыё вращений вбкруг . параллельных осей и относительное движение подачи, отличающнйся тем, что, с целью расщИренИя технологических возможностей при одновременном улучщении условий резания и повыщении точности обработки, для oбpaбatR Г tpимeИяют инструмент с количеством режущих элементов, равным числу обрабатываемых граней, которому сообщают вращение вокруг собственной оси с угловой скоростью, равной угловой скорости заготовки, и вращение относительно другой оси, параллельной первой, с угловой скоростью, равной произведению угловой скорости заготовки на число обрабатываемых граней, при itOM связь ТёбмётрйЧёскИх и кинематических параметров устанавливают в соответствии с зависимостью: радиус окружности, вписанной в многогранник с числом граней m , м; радиус режущего инструмента, м; угловая скорость заготоВкИ и инструмента, об/сек; угловая скорость вращения инструмента относительно второй оси, об/сек; расстояние между осями вращения инструмента, м.
У
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1623840A1 |
| Способ точения | 1977 |
|
SU663486A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ обработки многогранных изделий | 1986 |
|
SU1404203A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ С ВЫПУКЛЫМ ПРОФИЛЕМ ПО ЗАДАННОМУ РАЗМЕРУ | 2011 |
|
RU2469818C1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
:з /
