«
со
4 N0
4
28
JJ
Изобретение относится к газопламенной Обработке и может быть использовано в 1 гашиностроении и других отраслях промьнл- JteHHOCTH.
Целью изобретения является повышение Качества резки путем автоматизации обра- fioTKH детали при подходе резака к краю Листа.
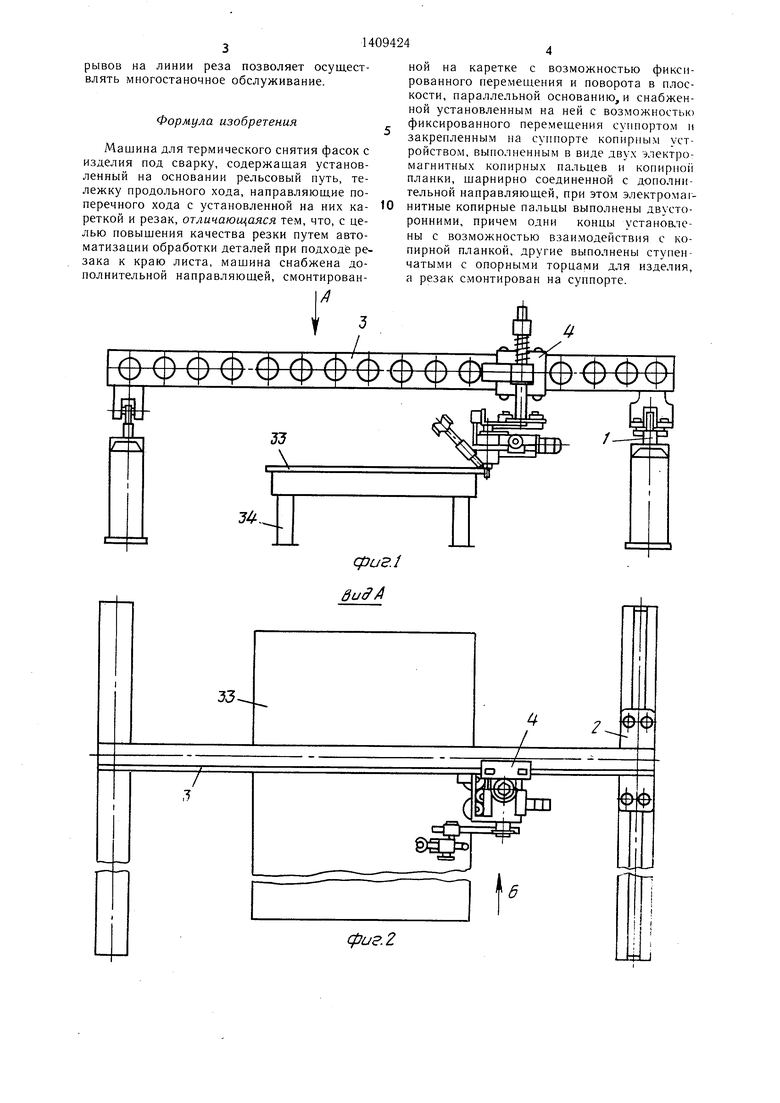
На фиг. 1 схематически изображено пред- jjarae.Moe устройство, общий вид; на фиг. 2 - Е|ид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; йа фиг. 4 - вид В на фиг. 3.
Машина для термического снятия фасок год сварку содержит смонтированный на ос- ювании рельсовый путь 1, на котором размещены тележка 2 продольного хода с за- нрепленными на ней направляющими 3 попе- речного хода. Каретка 4 поперечного хода I одвижно установлена на направляющих 3. В каретке 4 на щтанге 5, смонтиро- Е а иной с возможностью поворота вокруг своей продольной оси и перемещения вдоль 1 ее, установлена дополнительная направляю- 1дая 6. Штанга 5 стопорится в каретке 4 электромагнитным фиксатором 7. На дополнитель- I ой направляющей 6 подвижно установлен сугпюрт 8 с электромагнитным фиксатором 9. Ша суппорте 8 смонтированы копирное уст- Нойство 10, электропривод 11 и резак01 ый фюк 12.
I Копирное устройство 10 выполнено в виде
л агнитных катупаек 13 и 14, конечных выклюМателей 15 и 16 и копирной планки 17,
с1оединенной одним концом шарниром 18 с
.ополнительной направляющей 6, а другой
онец с номощью штифта 19 скользит в пазу
О направляющей. Внутр и электромагнитных
и|атушек 13 и 14 установлены копирные
альцы, выполненные двусторонни.ми, при
{том нижний конец 21 пальцев имеет опорый торец 22, а верхний конец 23 выпол
ен гладким.
Электропривод 11 выполнен в виде элект- :|одвигателя с регулируемой скоростью вра- 1р,ения, редуктора 24, зубчатого колеса 25 и Двух .шестерен 26, смонтированных соосно на Е(алах с электромагнитными пальцами.
Резаковый блок 12 включает в себя ре- з1ак 27 и рукоятки 28 и 29 для настройки положения резака.
Положение суппорта 8 по высоте регули- руется гайкой 30, опирающейся на пружину 31, которая уравновешивает массу узлов М5ашины, смонтированных на штанге 5.
Крайнее левое положение суппорта 8 на дополнительной направляющей 6 ограничи- вается конечным выключателе.м 32.
Обрабатываемый лист 33 укладывается на подставку 34.
Машина работает следуюпи- м образом.
Обрабатываемый лист 33 укладывается ita подставку 34, после чего производится настройка установки. Для этого суппорт с |Н заком подводится к кромке .чиста 33. Гайкой 30 регу. щруется положение суппорта 8
о 5
5
0
5
таким образом, чтобы торцы 22 магнитных пальцев 1 аходились на уровне поверхности обрабатываемого листа. Суппорт В отводят в крайнее правое положение относительно дополнительной направляющей 6 и стопорят электро.магнитным фиксатором 9. В результате копирная планка 17 отходит от магнитных пальцев, поворачиваясь относительно оси шарнира 18, при этом штифт 19 скользит в пазу 20 дополнительной направляющей 6. Затем включают электромагнитные катущки 13 и 14, при этом нижние концы 21 копирпых пальцев прижимаются к торцу листа 33. С помощью рукояток 28 и 29 устанавливается требуемая величина фаски, и после включения резака 27 и привода 10 осуществляется резка.
Постоянство размеров фаски обеспечивается за счет того, что копирное устройство 10 осуществляет стабилизацию расстояния резака 27 от поверхности и кромки листа 33.
В процессе резки тележка 2 продольного хода и каретка 4 поперечного хода перемещаются соответственно по рельсово.му пути 1 и направляющей 3 поперечного хода. При подходе суппорта 8 к краю листа 33 срабатывает конечный выключатель 15, расположенный на одно.м уровне с электромагнитной катушкой 13. При этом электромагнитная катушка 13 отключается, а фиксатор 7 фиксирует щтангу 5 в каретке 4, и дальнейи ее движение машины вдоль кромки осуществляеся от копирного пальца электромагнитной катущки 14.
При подходе конечного выключателя 16 к краю листа 33 отключается электромагнитная катущка 14 и вновь включается катушка 13, а фиксатор 9 отключается, освобождая планку 17, которая притя ивает- ся верхни.м концом 23 копирного пальца электромагнитной катушки 13.
Благодаря тому, что дополнительная направляющая 6 самоустанавливается по касательной к граектории движения суппорта 8, обеспечивается снятие фаски с конца листа 33. При этом нижний конец 21 электромагнитной катушки 14 сходит с торца листа 33 и движение суппорта 8 осуществляется в результате взаимодействия копирной планки 17 с верхним концом 23 копирного пальца электромагнитной катушки 13.
После зaвepпJeния обработки фаски на одной из кромок листа срабатывает конечный выключатель 32, который отключает привод 14 и фиксатор 7.
Для резки фаски следуюп ей кромки .чиста суппорт 8 поворачивают на 90° и повторяют указанные операции.
Использование изобретения позволяет значительно улучп ить качество снимаемых фасок. Повышенная надежность работы ма- Н1ИНЫ благодаря исключению возможности появления погрешноетей копирования контура дета.чи и возникновения местных вырывов на линии реза позволяет осуществлять многостаночное обслуживание.
Формула изобретения
Машина для термического снятия фасок с изделия под сварку, содержащая установленный на основании рельсовый путь, тележку продольного хода, направляющие поперечного хода с установленной на них кареткой и резак, отличающаяся тем, что, с целью повышения качества резки путем автоматизации обработки деталей при подходе резака к краю листа, машина снабжена дополнительной направляющей, смонтирован /
ной на каретке с возможностью фиксированного перемещения и поворота в плоскости, параллельной основанию, и снабженной установленным на ней с возможностью фиксированного перемещения суппортом и закрепленным на суппорте копирпым устройством, выполненным в виде двух электромагнитных копирных пальцев и Konnpnoii планки, шарнирно соединенной с дополнительной направляющей, при этом электромагнитные копирные пальцы выполнены двусторонними, причем одни концы установлены с возможностью взаимодействия с ко- пирной планкой, другие выполнены ступенчатыми с опорными торцами для изделия, а резак смонтирован на суппорте.
euffB

Изобретение относится к области га- зопла.менной обработки и .может быть использовано в машиностроении и других отраслях промьииленности. Цель изобретения- повышение качества резки. Обработка фасок производится после укладки листа 33 на подставку и настройки установки. Суппорт 8 отводят в крайнее правое положение относительно дополнительной направляющей 6. При подходе суппорта 8 к краю листа срабатывает выключатель 15, отключая электромагнитную катушку 13 с копирным пальцем (КП). Фиксатор 7 фиксирует штангу 5 в каретке 4. Дальнейшее движение суппорта осу- шествляется КП. При подходе к краю листа отключается катушка 14, включается катушка 13, а фиксатор 9 отключается, освобождая пла1п у 17. Последняя притягивается к КП катушки 13. ДальнеЙ1,пее движение суппорта 8 осуществляется от КП, взаимодействующего с копирпой планкой 17. Качество фасок и надежность работы улучшаются благодаря исключению norpenj- ности копирования. 4 ил. S (Л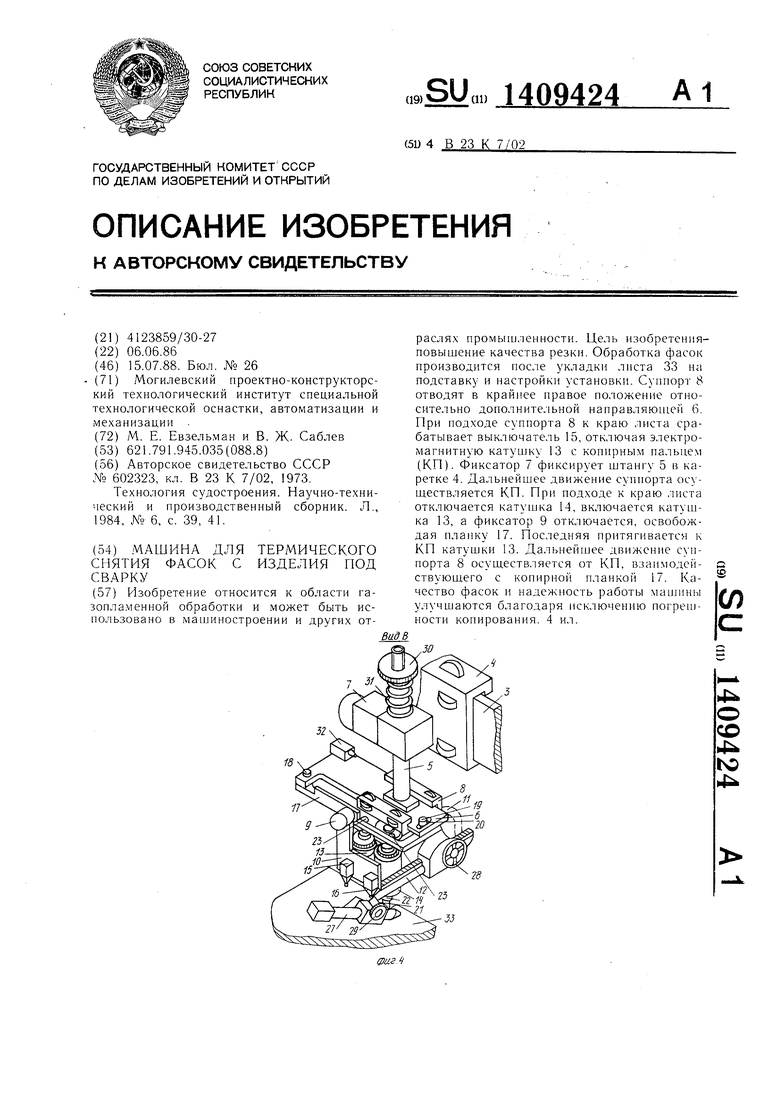
в
2
фиг.д
| Машина для термической резки | 1973 |
|
SU602323A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Технология судостроения | |||
| Научно-технический и производственный сборник | |||
| Л., 1984, Ко 6, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
