Изобретение относится к станкостроению, касается изготовлению режущего инструмента и может быть использовано для заточки пильных цепей.
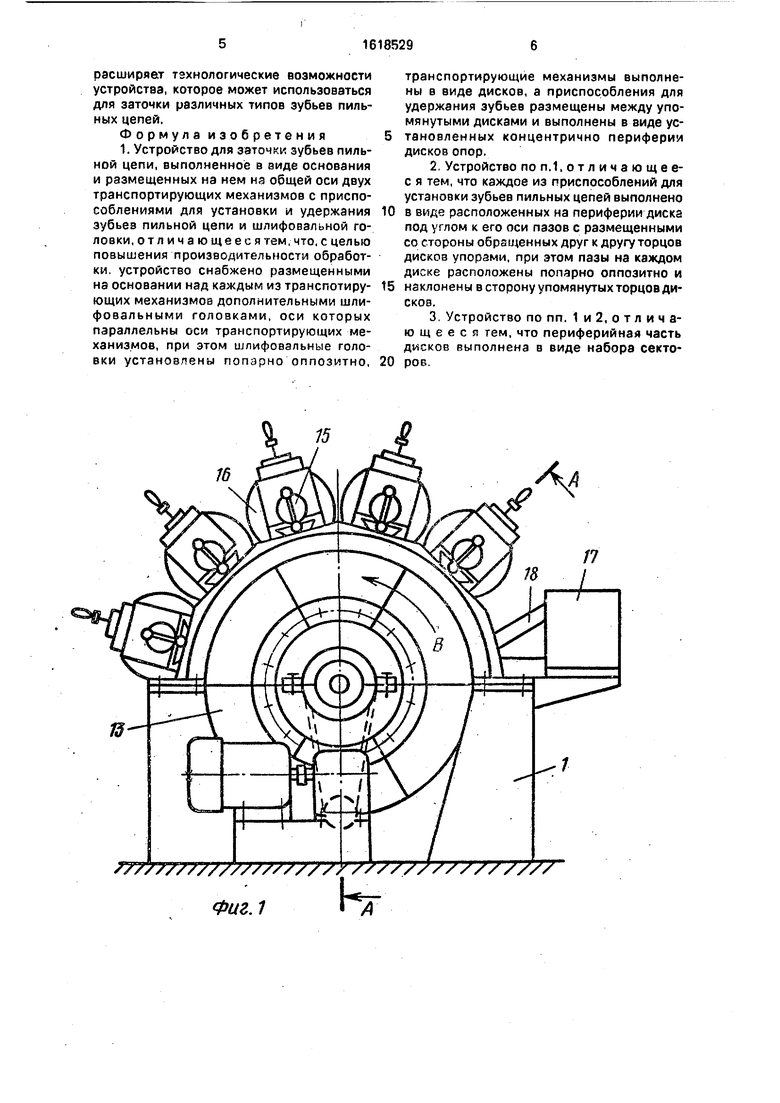
Цель изобретения,- повышение производительности обработки. На фиг,1 изображено устройство, вид сбоку; на фиг.2 - сечение А-А на фиг. 1; на фиг.З-часть диска с приспособлением для установки зубьев, вид сбоку; на фиг, А - сечение 5-Б на фиг.З.
Устройство для заточки зубьев пильной цепи содержит основание 1, на котором установлены электропривод 2, ось 3, соединенная цепной передачей 4 с приводом 2. На оси 3 закреплены соосно два транспортирующих механизма в виде дисков 5 и 6. Ось 3 является общей для дисков 5 и 6. Возможен вариант размещения дисков нз ссюсных осях, соединенных между собой, например, управляемой муфтой (не показана), Между дисками 5 и 6 имеется зазор, в котором установлено опирающееся на основание 1 приспособление 7 для удержания затачиваемых режущих зубьев. Приспособление 7 имеет концентрично расположенные над периферийной поверхностью дисков 5 и б опоры 8 и 9, скользящие по наружному контуру режущих зубьев, находящихся после загрузки в дисках 5 и 6. С торцов дисков 5 и 6 установлены дополнительные приспособления 10 для удержания зубьев. Каждый диск 5 и б имеет приспособление.для установки режущих зубьев. Приспособления для установки режущих зубьев выполнены в виде i.-наклонных пазов И и упоров 12, закрепленных на обращенных одни к другому торцах дисков 5 и 6. Пазы 11 наклонены к оси 3 вращения дисков 5 и 6 в сторону обращенных один к другому .торцов дисков 5 и б. Периферийная часть каждого диска с приспособлениями для установки а них режущих зубьев может, быть выполнена в виде набора съемных: секторов 13 для улучшения условий переналадки станков на ргзличные типоразмеры затачиваемых режущих зубьев, Приспособления 7 и 10 для удержания режущих зубьев имеют элементы регулирования (фиг,1).
По наружному контуру дисков 5 и С установлены в два ряда на основании 1 суппорты 14 со шлифовальными головками 15, на осях вращения которых расположены шлифовальные круги 16, причем оси вращения шлифовальных кругов 16 и осьЗ вращения дисков 5 и б параллельны между собой, при этом ось вращения шлифовальных кругов 16, расположенных над диском 5, попарно соосны с осями шлифовальных кругов 16,
расположенных над диском 6. Каждая пара соосных шлифовальных кругов 16 вращается в одну сторону, а соседние с ней пары соосных шлифовальных кругов 16 вращающихся в противоположные стороны, что создает силовой замкнутый контур и способствует повышению качества заточки зубьев.
На основании 1 устройства закреплены
0 также вибробункеры 17 для ориентированной подачи затачиваемых зубьез в устройство, механизмы 18 загрузки зубьев в наклонные пазы 11 дисков 5 и 6 и поддон 19, Механизм 18 загрузки выполнен известным
5 образом и обеспечивает поштучную подачу ражущих зубьев к наклонным пазам 11 дисков 5 и 6,
Устройстве работает следующим образом.
0 Затачиваемые режущие зубья пильной цепи с помощью выбробункеров 17 ориентируются и поступают в механизмы 18 загрузки, снабженные отсекателями (не показаны). С помощью механизмов 18 за5 грузки левые к правый зубья подаются каждый на свой диск 5 и 6 и автоматически устанавл 3Јются в наклонные пазы 11 до упоров 12 приспособлений для установок зуоьев. Пс;;ле этого при .вращении дисков 5
0 и 6 по стрелке В с помощью привода 2, цепной передачи 4 и оси 3 зубья прижимаются с дзух боков приспособлениями 7 и 10 для удержания зубьев и подаются под вращающиеся шлифовальные круги 16, к отоГ5 рые постепенно, слой за слоем, снимают с затачиваемой поверхности 20 зубьев часть металла, осуществляя их заточку. Скорость подачи зубьев при заточке зависит от числа шлифовальных кругов 16, установленных
0 над дисками 5 и 6, После окончательной заточки зубьеа при вращении дисков 5 и б на поло-оборота зубья под собственным ее сом выпадают из наклонных пазов 11 в поддоны 19.
5 Настройка и установка шлифовальных кругов 16 для заточки зубьев производятся вручную с помощью суппортов 14 и шлифовальных головок 15, При заточке зубьев другой конфигурации с дисков 5 и 6 снимаются
0 сектора 13 с приспособлениями для установки затачиваемых зубьев и на их место монтируются сектора с другой формой и габаритами пазов 11.
Предлагаемое устройство позволяет в
5 автоматическом режиме и одновременно затачивать с большой скоростью подачи два типа режущих зубьев: правый и левый, что способствует повышению производительности заточки. Наличие же сменных приспособлений для установки режущих зубьев
расширяет технологические возможности устройства, которое может использоваться для заточки различных типов зубьев пильных цепей.
Формулаизобретения 1. Устройство для заточки зубьев пильной цепи, выполненное в виде основания и размещенных на нем на общей оси двух транспортирующих механизмов с приспособлениями для установки и удержания зубьев пильной цепи и шлифовальной головки, от л ичающеесятем.что.с целью повышения производительности обработки, устройство снабжено размещенными на основании над каждым из транспотиру- ющих механизмов дополнительными шлифовальными головками, оси которых параллельны оси транспортирующих механизмов, при этом шлифовальные головки установлены попарно оппозитно,
транспортирующие механизмы выполнены в виде дисков, а приспособления для удержания зубьев размещены между упомянутыми дисками и выполнены в аиде установленных концентрично периферии дисков опор.
2. Устройство по п.1, отличающее- с я тем, что каждое из приспособлений для установки зубьев пильных цепей выполнено в виде расположенных на периферии диска под углом к его оси пазов с размещенными со стороны обращенных друг к другу торцов дисков упорами, при этом пазы на каждом диске расположены попарно оппозитно и наклонены в сторону упомянутых торцов дисков.
3. Устройство по пп. 1 и 2, о т л и ч а- ю щ е е с я тем, что периферийная часть дисков выполнена в виде набора секторов.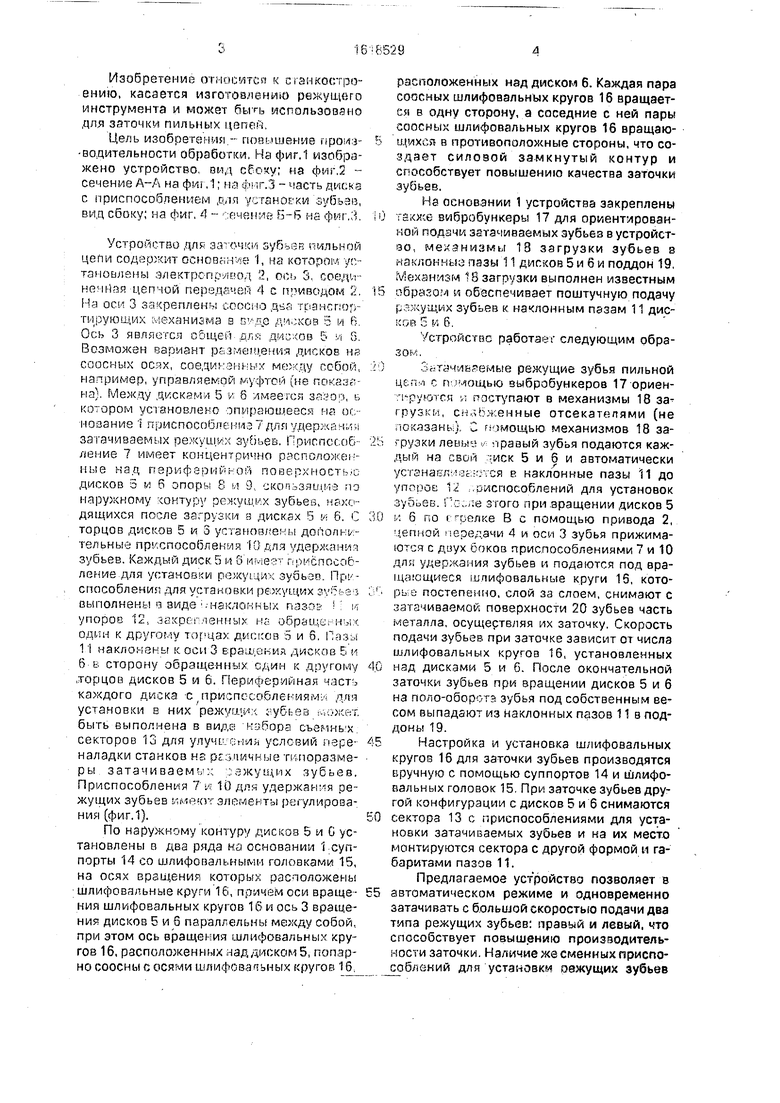
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для заточки строгающих элементов пильных цепей | 1975 |
|
SU602352A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
| Станок для заточки зубьев пильных цепей | 1981 |
|
SU1161288A1 |
| Устройство для установки пильной цепи на заточном станке | 1987 |
|
SU1585121A1 |
| УСТРОЙСТВО для ЗАТОЧКИ и ФУГОВКИ пильных ЦЕПЕЙи РЕЗЦОВ | 1969 |
|
SU258052A1 |
| Устройство для установки пильных цепей на заточном станке | 1990 |
|
SU1759606A1 |
| Устройство для заточки дисковых пил | 1989 |
|
SU1660873A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| Устройство для заточки фрез | 1989 |
|
SU1696267A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для заточки пильных цепей. Цель изобретения- - повышение производительности обработАки. На размещенной на основании 1 оси 3 установлены соосно и с возможностью вращения диски 5 и 6. Между дисками 5 и 6 размещено приспособление для удержания затачиваемых зубьев, имеющие расположенные концентрично периферийной поверхности дисков 5 и 6 опоры 8 и 9. На периферии дисков 5 и 6 выполнены наклонные пазы 11. Диски 5 и 6 имеют также упоры 12, предназначенные для установки затачиваемых зубьев. На основании 1 также размещены суппорты 14 со шлифовальными головками 15. Оси последних параллельны оси 3, а шлифовальные головки 15 установлены попарно оппозитно. Заточка правых и левых зубьев пильных цепей производится одновременно при вращении дисков 5 и 6 вокруг оси 3. 2 з.п. ф-лы, 4 ил. со с 19
Фиг. 1
Фиг.З
13
3J
фиг. 4
| Патент США Nb 3890857, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
