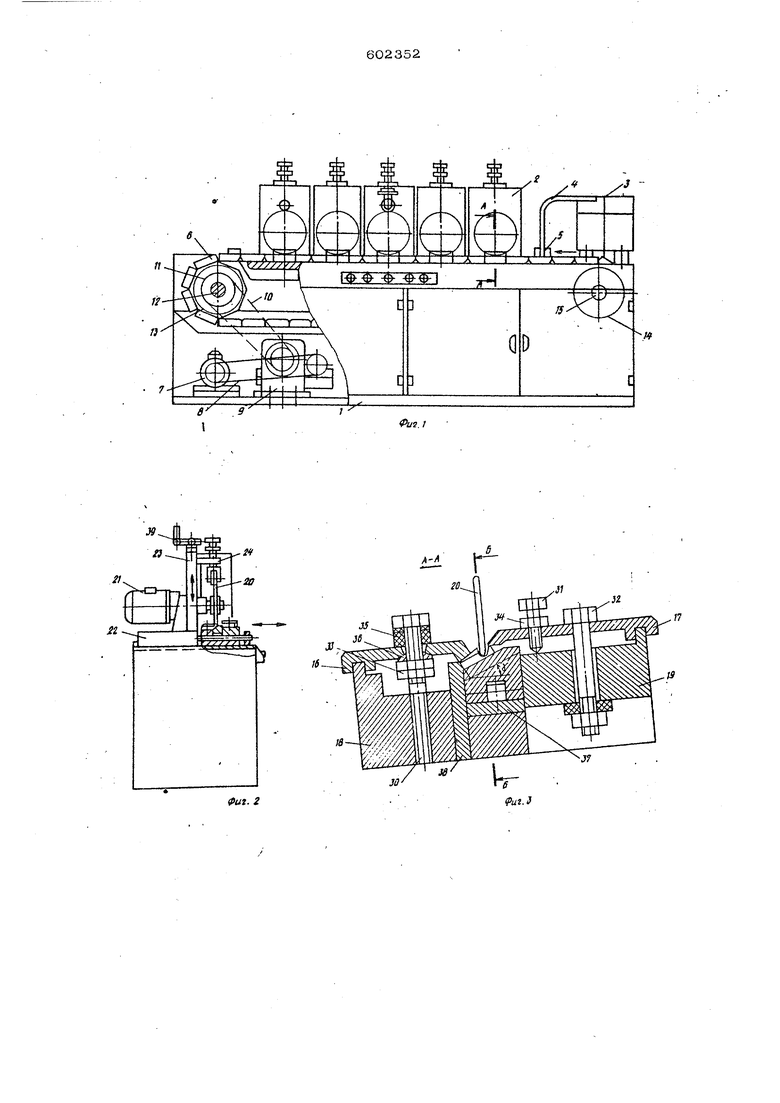
жимной механизм в виде планок 16 и 17, установпенных с зазором относительно корпуса 18 и 19 и имеющих регулировочные приспособления.
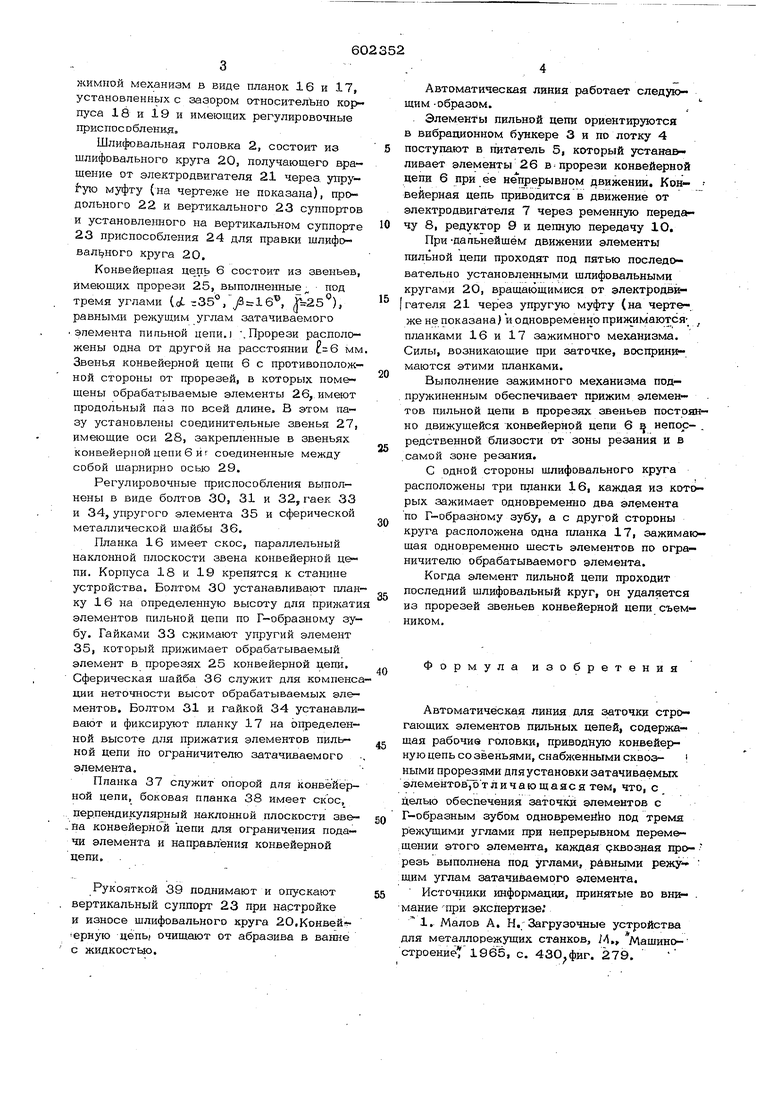
Шлифовальная головка 2, состоит из шлифовального круга 20, получающего вращение от электродвигателя 21 через, упругую муфту (на чертеже не показана), продольного 22 и вертикального 23 суппортов и установленного на вертикальном суппорте 23 приспособления 24 для правки шлифовалъ/пого круга 20.
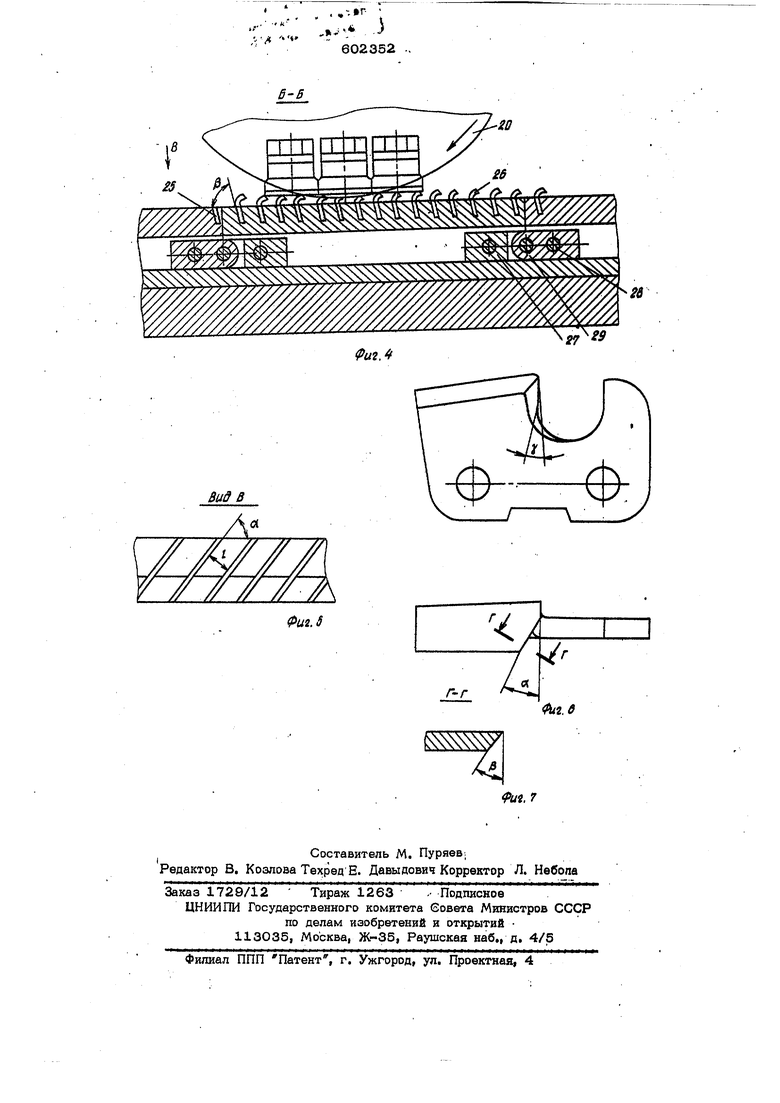
Конвейерная в состоит из звеньев, имеющих прорези 25, выполненные под тремя углами Ы z35°,/.16, ), равными режущим углам затачиваемого элемента пипьной цепи.) .Прорези расположены одна от другой на расстоянии мм Звенья конвейерной цепи 6 с противополож™ ной стороны от прорезей, в которых помещены обрабатываемые элементы 26,, имеют продольный паз по всей длине, В этом пазу установлены соединительные звенья 27, имеющие оси 28, закрепленные в звеньях конвейерной цепи 6 Hi соединенные между собой шарнирно осью 29.
Регулировочные приспособления выполнены в виде болтов 30, 31 и 32, гаек 33 и 34, упругого элемента 35 и сферической металлической щайбы 36,
Планка 16 имеет скос, параллельный наклонной плоскости звена конвейерной цепи. Корпуса 18 и 19 крепятся к станине устройства. Болтом 30 устанавливают планку 16 на определенную высоту для прижати элементов пильной цепи по Г-образному зубу. Гайками 33 сжимают упругий элемент 35, который прижимает обрабатываемый элемент в прорезях 25 конвейерной цепи. Сферическая щайба 36 служит для компенсции неточности высот обрабатываемых элементов. Болтом 31 и гайкой 34 устанавливают и фиксируют планку 17 на определенной высоте для прижатия элементов пильной цепи по ограничителю затачиваемого элемента.
Ппанка 37 спужит опорой дня конвейерной цепи, боковая ппанка 38 имеет скос, перпендикулярный наклонной плоскости зве,. на конвейерной цепи для ограничения подачи элемента и направления конвейерной цепи.
Рукояткой 39 поднимают и опускают вертикальный суппорт 23 при настройке и износе шлифовального круга 2О,Конвей ерную цепь/ очищают от абразива в ванне с жидкостью.
Автоматическая линия работает следующим -образом.
Элементы пильной цепи ориентируются в вибрационном бункере 3 и по лотку 4
поступают в поитатель 5, который устанавливает элементы 26 ВПрореэи конвейерной цепи 6 при ее непрерывном движении. Кон- j вейерная цепь приводится в движение от электродвигателя 7 через ременную передачу 8, редуктор 9 и цепную передачу 10.
При-дапьнейщём движении элементы пильной цепи проходят под пятью последовательно установленными шлифовальными кругами 20, вращающимися от электродвй гателя 21 через упругую муфту (на черте-. же не показана) и одновременно прижимаютсяпланками 16 и 17 зажимного механизма. Силы, возникающие при заточке, воспринимаются этими планками.
Выполнение зажимного механизма подпружиненным обеспечивает прижим элементов пильной цепи в прорезях звеньев постоянно движущейся конвейерной цепи 6 непос- . редственной близости от зоны резания и в самой зоне резания.
С одной стороны шлифовального круга
расположены три планки 16, каждая из зажимает одновременно два элемента по Г-образному зубу, а с другой стороны круга расположена одна планка 17, зажимающая одновременно шесть элементов по ограничителю обрабатываемого элемента.
Когда элемент пильной цепи проходит j. последний шлифовальный круг, он удаляется из прорезей звеньев конвейерной цепи съемником.
Формула изобретения
Автоматическая линия для заточки строгающих элементов пильных цепей, содержащая рабочие головки, приводную конвейер ную цепь со звень5ши, снабженными сквозными прорезями дпя установки затачиваемых элементо)а7отличаю щанся тем, что, с целью обеспечения заточки элементов с
Г-образным зубом одновремейЬо под тремя режущими углами при непрерывном пераме щении этого элемента, каждая рквозная прорезь выполнена под углами, равными режущим углам затачиваемого элемента.
Источники информадйи, принятые во вн№- .
мание при экспертизе;
1. Малов А. Н. Загрузочные устройства для металлорежущих станков, /Л. Машиностроение 1965, с. . 279.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки пильных цепей на заточном станке | 1990 |
|
SU1759606A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Устройство для заточки зубьев пильной цепи | 1989 |
|
SU1618529A1 |
| Устройство для заточки пильных цепей | 1986 |
|
SU1395433A1 |
| Устройство для установки пильной цепи на заточном станке | 1987 |
|
SU1585121A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ВЕРШИНЫ СПИРАЛЬНОГО СВЕРЛА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2459693C1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| Станок для заточки зубьев пильных цепей | 1981 |
|
SU1161288A1 |
| СПОСОБ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1992 |
|
RU2043184C1 |
J9
.ff
a
-20
фиг. 2
риг.З
/.V
602352
-26
Вид В
/V
//у/7/7/
Фт.5
.&
