Изобретение относится к способам холодной сварки и может быть использовано для получения точечных контактных соединений.
Цель изобретения - повышение качества сварных соединений.
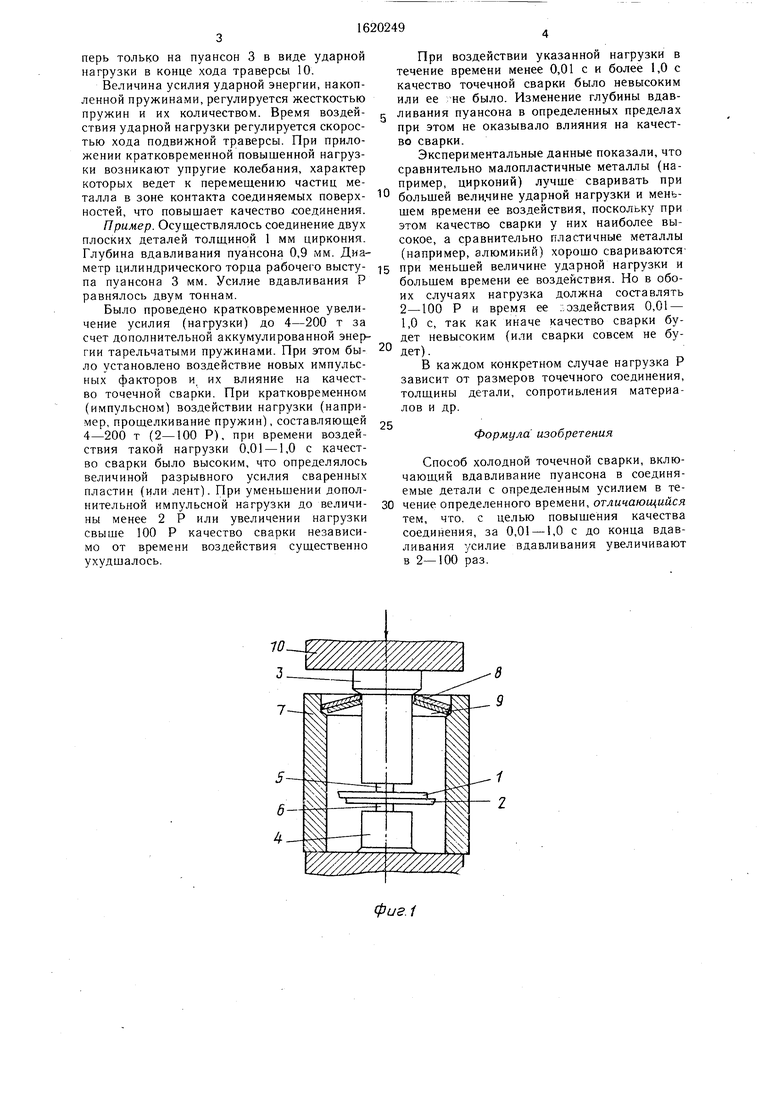
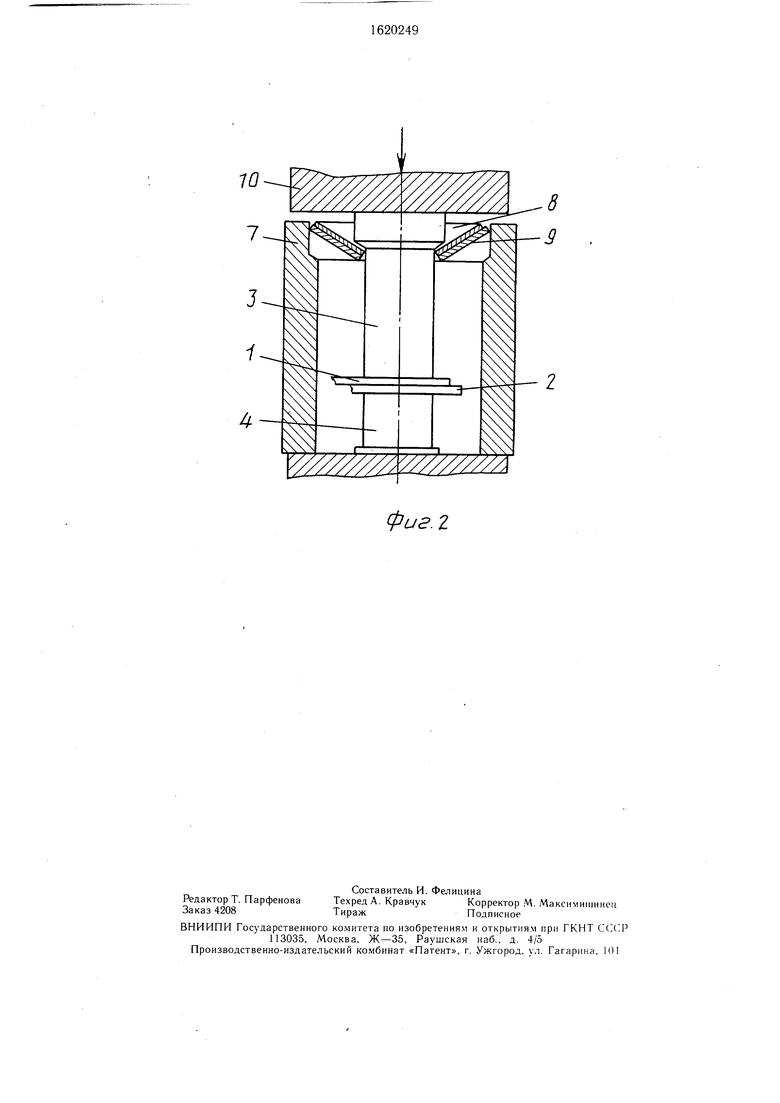
На фиг. 1 показана схема устройства для реализации предлагаемого способа; на фиг. 2 - положение элементов устройства в конце сварки.
Сущность способа состоит в следующем.
Детали 1 и 2, подготовленные под сварку, помещают между пуансонами 3 и 4, у которых соответственно имеются выступы 5 и 6, высота выступов обычно составляет от 70 до 95% толщины соединяемых деталей (лент). Например, для алюминия 70%, а для ковара 95%. Высоту выступов для сварки деталей из определенного металла определяют экспериментально в указанных пределах.
Устройство для реализации способа содержит опорный цилиндр 7, в пазу которого установлен набор тарельчатых пружин 8 и 9. Тарельчатые пружины 8 и 9 упираются в бурт головки пуансона 3 так, что
при сдавливании деталей пружины сжимаются. Устройство размещено между двумя траверсами силового привода, одна из которых (10) подвижная. Высота опорного цилиндра 7 выбрана так, что при перемещении траверсы 10, тарельчатые пружины 8 и 9 спрямляются к концу вдавливания рабочих выступов 5 и 6 в детали. После размещения деталей 1 и 2 между пуансонами 3 и 4 начинают вдавливание рабочих выступов 5 и 6 в детали 1 и 2 путем перемещения траверсы 10, которая давит на пуансон 3. Одновременно давление с пуансона 3 передается на пружины 8 и 9. и по мере вдавливания выступов 5 и 6 пружины 8 и 9 спрямляются накапливая энергию. На траверсу 10 действует результирующее усилие, равное усилию вдавливания пуансона 3 и усилию противодействия пружин 8 и 9. В конце вдавливания пружины 8 и 9 проходят положение спрямленной пружинь и распрямляются в противоположную сторону (так называемое прощелкива- ние тарельчатой пружины). В результате этого противодействовавшее усилие пружин 8 и 9 снимается, оно перераспределилось-те(/
05 tsD
О
to
-U
со
перь только на пуансон 3 в виде ударной нагрузки в конце хода траверсы 10.
Величина усилия ударной энергии, накопленной пружинами, регулируется жесткостью пружин и их количеством. Время воздействия ударной нагрузки регулируется скоростью хода подвижной траверсы. При приложении кратковременной повышенной нагрузки возникают упругие колебания, характер которых ведет к перемещению частиц ме
При воздействии указанной нагрузки в течение времени менее 0,01 си более 1,0 с качество точечной сварки было невысоким или ее не было. Изменение глубины вдав- г ливания пуансона в определенных пределах ° при этом не оказывало влияния на качество сварки.
Экспериментальные данные показали, что
сравнительно малопластичные металлы (некоторых ведет к перемещению частиц ме- пример, цирконий) лучше сваривать при талла в зоне контакта соединяемых поверх- Ю большей величине ударной нагрузки им ностей что повышает качество соединения. шем времени ее воздействия, поскольку при
Яршиер. Осуществлялось соединение двух этом качество сварки у плоских деталей толщиной 1 мм циркония. сокое, а сравнительно Ј Глубина вдавливания пуансона 0,9 мм. Диа- (например, алюминии) xoPqOn CB a3 TC метр цилиндрического торца рабочего высту- 15 при меньшей величине У™™ ™ ™ па пуансона 3 мм. Усилие вдавливания Р большем времени ее воздействия.обо равнялось двум тоннам.
Было проведено кратковременное увеличение усилия (нагрузки) до 4-200 т за счет дополнительной аккумулированной энергии тарельчатыми пружинами. При этом бы- дет). нягпучка Р ло установлено воздействие новых импульс- В каждом конкретном случае неузка, Р
- зависит от размеров точечного соединения,
Ш t. Ш -,.их случаях нагрузка должна составлять 2-ЮО Р и время ее эздействия 0,01 - 1 0 с, так как иначе качество сварки будет невысоким (или сварки совсем не буных факторов и. их влияние на качест во точечной сварки. При кратковременном (импульсном) воздействии нагрузки (HanpHj мер, прощелкивание пружин), составляющей 25 4-200 т (2-100 Р), при времени воздействия такой нагрузки 0,01 - 1,0 с качество сварки было высоким, что определялось величиной разрывного усилия сваренных пластин (или лент). При уменьшении дополтолщины детали, сопротивления материалов и др.
Формула изобретения
Способ холодной точечной сварки, включающий вдавливание пуансона в соединя„ ит ГГмп но а ГкГд-оТе ичи-30 чеТ
ны менее 2 Р или увеличении нагрузкитем, что. с целью ™ ш ™ ™ч%Ј1
свыше 100 Р качество сварки независи-соединения, за 0,01-1,0 с до конца вдав
мо от времени воздействия существенноливания усилие вдавливания увеличивают
ухудшалось.в 2 ЮО раз.
этом качество сварки у сокое, а сравнительно Ј (например, алюминии) xoPqOn CB a3 TC при меньшей величине У™™ ™ ™ большем времени ее воздействия.обо
дет). нягпучка Р В каждом конкретном случае неузка, Р
Ш t. Ш -,.их случаях нагрузка должна составлять 2-ЮО Р и время ее эздействия 0,01 - 1 0 с, так как иначе качество сварки будет невысоким (или сварки совсем не бузависит от размеров точечного соединения,
толщины детали, сопротивления материалов и др.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной сварки металлов внахлестку | 1983 |
|
SU1199536A1 |
| Способ холодной точечной сварки | 1988 |
|
SU1613279A1 |
| Пистолет для контактной точечной сварки | 1977 |
|
SU656768A1 |
| Способ холодно точечной сварки | 1990 |
|
SU1756071A1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| Способ контактной точечной и рельефной сварки | 1980 |
|
SU961895A1 |
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
Изобретение относится к способам холодной точечной сварки. Цель изобретения - повышение качества сварных соединений. Осуществляют вдавливание пуансона в соединяемые детали в течение определенного времени с определенным усилием. За 0,01 - 0,1 с до конца вдавливания усилие вдавливания увеличивают в 2-100 раз. При приложении кратковременной повышенной нагрузки возникают упругие колебания, характер которых ведет к перемещению частиц металла в зоне контакта соединяемых поверхностей, что повышает качество соединения. 2 ил.
фиг 1
1
фиг. г
| Баранов И | |||
| Б | |||
| Холодная сварка пластичных металлов | |||
| Л.: Машиностроение | |||
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
