Изобретение относится к сварке пластмасс и может найти применение для соединения концов лент ультразвуком.
Цель изобретения - повышение прочности и эластичного сварного соединения.
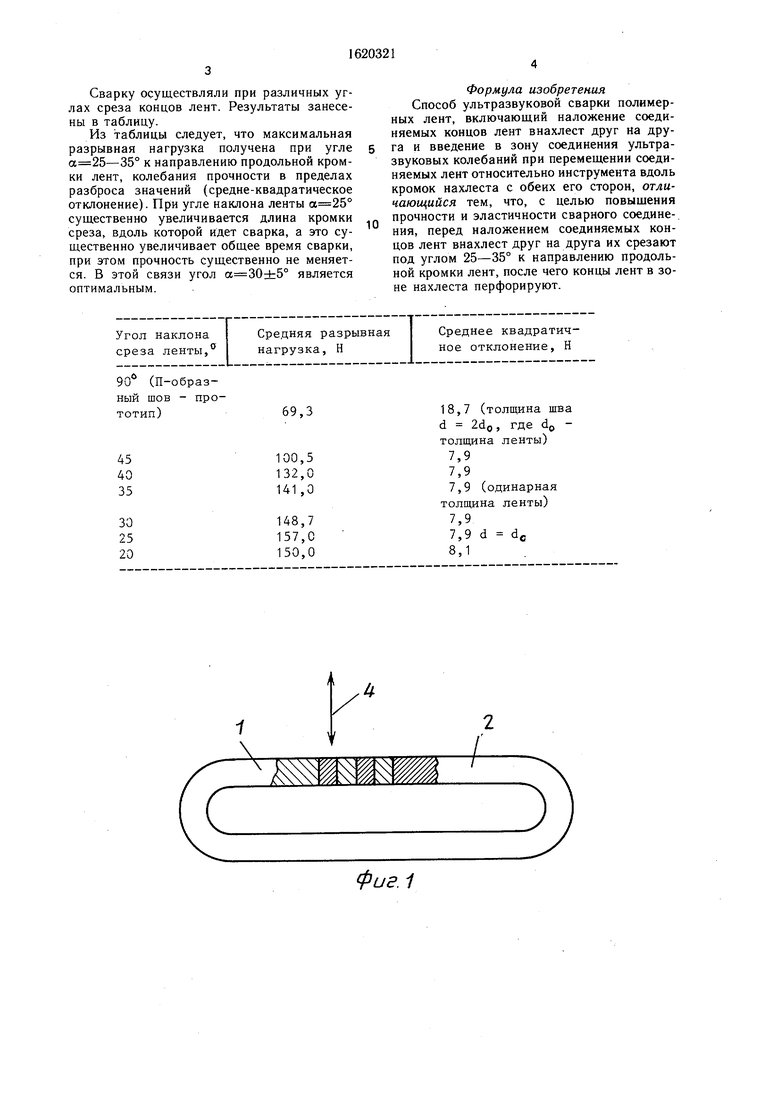
На фиг. 1 изображены соединяемые концы ленты, вид сбоку; на фиг. 2 - формирование сварного шва с одной стороны нахлеста; на фиг. 3 - формирование сварного шва с другой стороны нахлеста.
Способ ультразвуковой сварки полимерных лент заключается в следующем.
Соединяемые концы 1 и 2 ленты срезают под углом 25-35° к направлению продольной кромки. Затем концы ленты в зоне соединения перфорируют. После этого соединяемые концы 1 и 2 ленты накладывают внахлест друг на друга, обеспечивая ширину нахлеста, не превышающую ширину ленты. В зону соединения 3 вводят ультразвуковые колебания в направлении 4 (фиг. 1), осуществляя при этом перемещение ленты относительно торца инструмента (не показан) вдоль кромок нахлеста в направлении 5, формируя шов в форме
части параллелограмма с одной стороны нахлеста (фиг. 2). Поворачивают ленту на 180° и осуществляют ввод ультразвуковых колебаний с другой стороны нахлеста ленты, перемещая ее относительно торца инструмента в обратном направлении 6, форми руя шов в форме части параллелограмма, направленный в противоположную сторону от первого шва. Толщина нахлеста равна толщине ленты. Срез концов ленты под углом улучшает с одной стороны эластичность сварного участка, вследствие того, что уменьшается площадь сварного соединения в зоне нахлеота, и повышает прочность сварного соединения в силу более равномерного распределения разрушающих напряжений при растяжении.
Пример. Сваривали перфорированные концы ленты толщиной ,25 мм, шириной 10 мм на частоте кГц, при амплитуде колебаний горца рабочего инструмента 30±3 мкм и статической нагрузке F 6 Н, времени воздействуя на сварной участок с, величина нахлеста 5 мм.
(Л
05
to
о оз
tsD
Сварку осуществляли при различных углах среза концов лент. Результаты занесены в таблицу.
Из таблицы следует, что максимальная разрывная нагрузка получена при угле а 25-35° к направлению продольной кромки лент, колебания прочности в пределах разброса значений (средне-квадратическое отклонение). При угле наклона ленты существенно увеличивается длина кромки среза, вдоль которой идет сварка, а это существенно увеличивает общее время сварки, при этом прочность существенно не меняется. В этой связи угол а 30±5° является оптимальным.
Формула изобретения Способ ультразвуковой сварки полимерных лент, включающий наложение соединяемых концов лент внахлест друг на друга и введение в зону соединения ультразвуковых колебаний при перемещении соединяемых лент относительно инструмента вдоль кромок нахлеста с обеих его сторон, отличающийся тем, что, с целью повышения прочности и эластичности сварного соединения, перед наложением соединяемых концов лент внахлест друг на друга их срезают под углом 25-35° к направлению продольной кромки лент, после чего концы лент в зоне нахлеста перфорируют.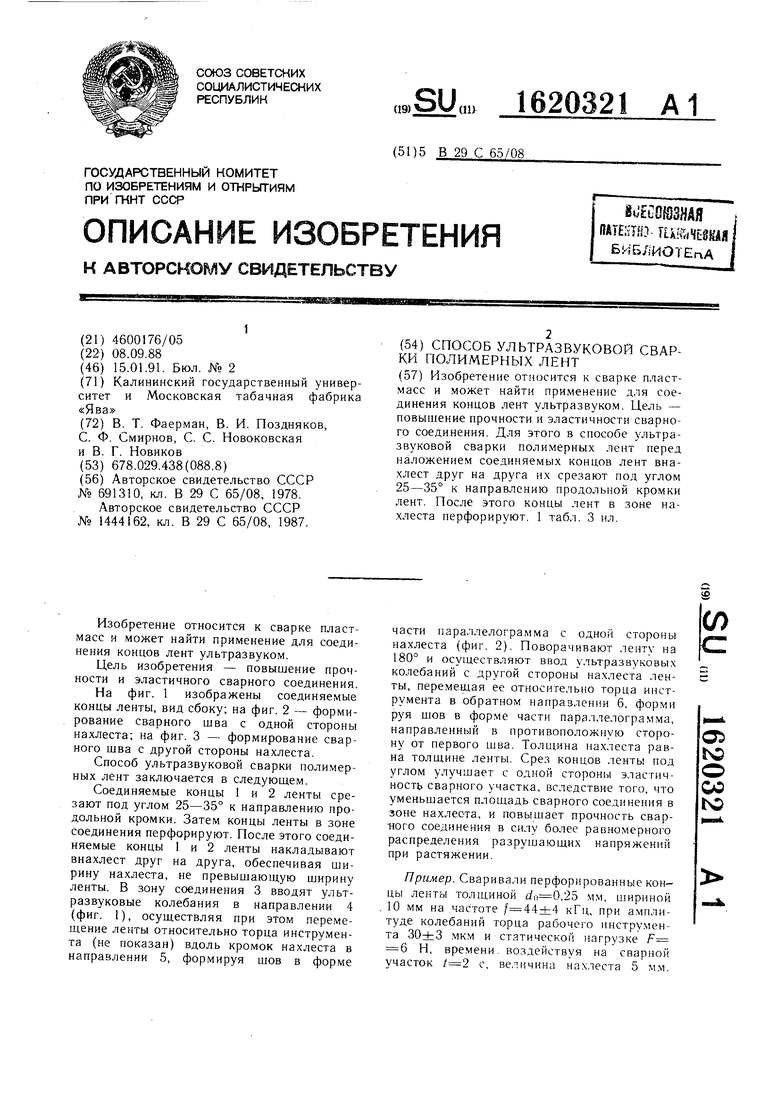
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки полимерных материалов | 1987 |
|
SU1444162A1 |
| СПОСОБ ФОРМИРОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ДЛЯ ЛЕНТОЧНОГО СЕПАРАТОРА | 2002 |
|
RU2309847C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО УЗЛА СВАРКОЙ ВНАХЛЕСТ И СВАРНОЙ УЗЕЛ, ПОЛУЧЕННЫЙ СВАРКОЙ ВНАХЛЕСТ | 2009 |
|
RU2497642C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ТРУБОК ДЛЯ ГАЗОНАПОЛНЕННЫХ ДРЕЙФОВЫХ ДЕТЕКТОРОВ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 2014 |
|
RU2555693C1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ КОЛЕЦ | 2016 |
|
RU2679862C1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| БЕЗНИТОЧНЫЙ ШОВ ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ МАТЕРИАЛОВ | 2008 |
|
RU2379394C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| Шовообжимной ролик | 1978 |
|
SU770700A1 |
| СПОСОБ ОБРАЗОВАНИЯ РЯДА СПИРАЛЬНЫХ ПРУЖИН | 1996 |
|
RU2144490C1 |
Изобретение относится к сварке пластмасс и может найти применение для соединения концов лент ультразвуком. Цель - повышение прочности и эластичности сварного соединения. Для этого в способе ультразвуковой сварки полимерных лент перед наложением соединяемых концов лент внахлест друг на друга их срезают под углом 25-35° к направлению продольной кромки лент. После этого концы лент в зоне на- хлеста перфорируют. 1 табл. 3 ил.
Угол наклона среза ленты,с
Средняя разрывная нагрузка, Н
90° (П-образ- ный шов - прототип)
69,3
100,5 132,0 141,0
1
Среднее квадратичное отклонение, Н
18,7 (толщина шва d 2d0, где d0 - толщина ленты)
7,9
7,9
7,9 (одинарная толщина ленты)
Фиг. 1
1
J Фиг. 2
Фиг.Ъ
6
| Способ ультразвуковой сварки полимерных материалов | 1978 |
|
SU691310A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ ультразвуковой сварки полимерных материалов | 1987 |
|
SU1444162A1 |
| Солесос | 1922 |
|
SU29A1 |
