Уровень техники
Кольца, так называемые кольца «Мульти-Кримп», изготовляются в разных исполнениях. При применении известной технологии производства труба с продольным или спиральным сварным швом разрезается на кольца заданной ширины, после чего снимаются задиры и заусенцы. Недостатки этой технологии заключаются в необходимости выпуска довольно большого минимального объема продукции в целях экономии издержек производства, в соответственно низкой технологической гибкости при необходимости производства колец различных диаметров и в высокой стоимости хранения трубных заготовок.
При применении альтернативной технологии производства из продольно разрезанной и зачищенной от заусенцев ленты, по своей длине соответствующей заданной ширине колец, перпендикулярно либо под углом нарезаются полосы, длина которых соответствует окружности колец. Нарезанные полосы сгибаются, а их торцы соединяются между собой сварным швом.
В US 2012/006176 A1 изложено упорное кольцо, изготовленное из ленты, торцы которой сварены встык.
При сварке торцов ленты со стороны начала сварки можно получить сварное соединение, при котором кромка сварного шва оказывается практически заподлицо с кромками кольца. Однако на стороне завершения сварки, на противоположной кромке кольца, геометрические параметры образующегося шва не обеспечивают выравнивание кромок шва заподлицо с кромкой кольца.
Из EP 1 752 247 A1 известно, что при сварке встык заготовки, работающей на изгиб, сварной шов следует выполнять из двух частей, свариваемых начиная с двух внешних концов и перехлестываемых посередине. При этом следует избегать надрезов на наружных краях заготовки.
Общее описание изобретения
В основе изобретения лежит общая задача, направленная на то, чтобы, по крайней мере, частично устранить недостатки, свойственные аналогичным технологиям изготовления сварных колец. Частная задача изобретения состоит в создании технологии, обеспечивающей изготовление сварных колец, сварной шов которых был бы по возможности равномерным.
Решение этой задачи становится возможным благодаря тому, что на свариваемых торцах ленты предусматривается своего рода сдвиг в плоскости ленты, в направлении окружности кольца. Сварка выполняется с двух кромок кольца снаружи вовнутрь, вплоть до места сдвига. Кромки сварного шва оказываются вровень с кромками кольца. Сдвиг приводит к тому, что в центре ленты за счет нахлеста двух сварных швов смягчается эффект стекания расплавленного металла. Таким образом, в зоне нахлеста достигается улучшение качества сварки.
Краткое описание чертежей
Ниже на основе чертежей приводится подробное разъяснение примеров осуществления изобретения. При этом:
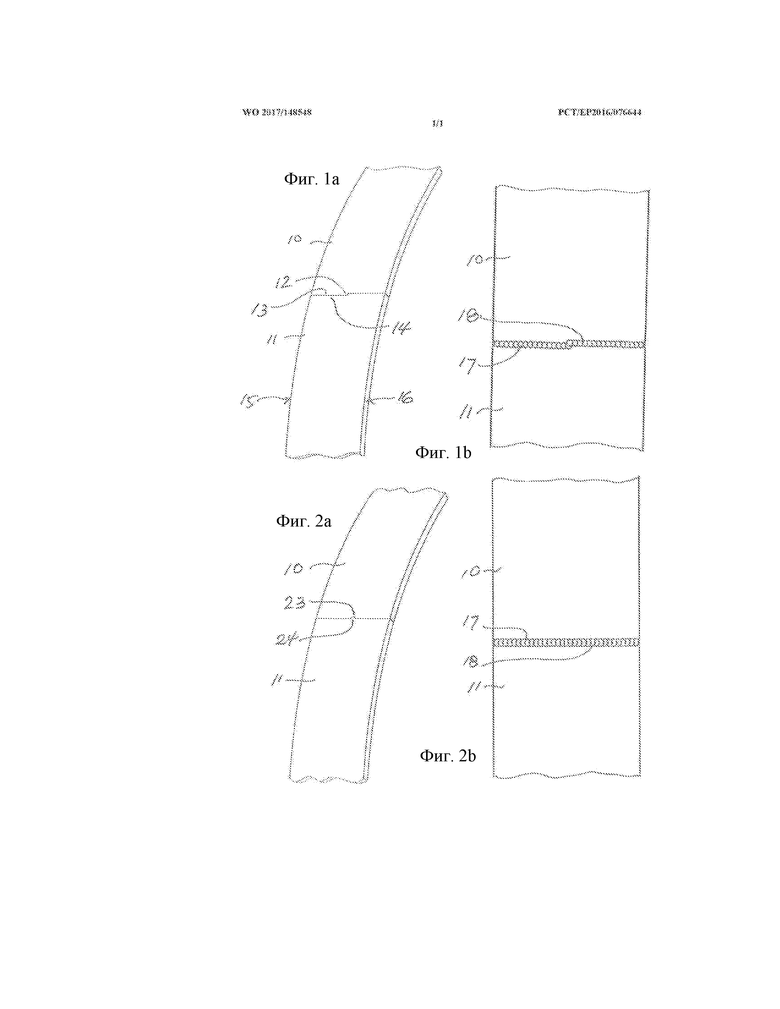
на фиг. 1a и 1b представлено перспективное изображение части стыка изогнутой в кольцо ленты до и после сварки, и
на фиг. 2a и 2b представлены такие же виды с альтернативным формированием стыка.
Примеры осуществления изобретения
На фиг. 1a представлен сварной стык, соединяющий два торца ленты 10, 11, на котором в плоскости ленты предусмотрен сдвиг в виде ступеньки 12, в том месте, где выступающая вперед часть 13, находящаяся с торца ленты 10, расположена напротив выступающей назад части 14 на другом торце ленты 11. Ступенька 12 находится посередине, между двумя кромками ленты 15, 16.
Сварочный процесс начинается от двух кромок ленты 15, 16 и кончается у ступеньки 12. Сдвиг обеспечивает улучшение качества сварки в соответствующих местах зоны нахлеста двух сварных швов 17, 18. Величины сдвига рассчитаны таким образом, чтобы и в этом месте получалось контролируемое сварное соединение стыкуемых торцов ленты 10, 11.
При отсутствии прерывания (сдвига) в месте нахлеста двух сварных швов 17 и 18 на стыке двух торцов ленты дважды образуется сварочная ванна. В зоне нахлеста это приводит к ухудшению качества сварки. Наличие сдвига неизменно смягчает последствия двукратного образования сварочной ванны.
Исполнение согласно фиг. 2a и 2b отличается от фиг. 1a и 1b тем, что сдвиг имеет вид расположенной в плоскости ленты выемки 23 на одной стороне торца ленты 10, в которую входит соответствующий выступ 24, предусматриваемый на другом торце ленты 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2653381C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2021 |
|
RU2767123C1 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
Изобретение относится к способу получения сварного кольца. Осуществляют изгиб ленты в кольцо, длина которой соответствует окружности кольца. Соединяют ее торцы сварным швом. Сварку выполняют с двух боковых кромок кольца снаружи внутрь. На одной стороне свариваемого торца ленты выполняют выступ, а на другой стороне свариваемого торца – ответную выемку, в которой размещают выступ с образованием сдвига, расположенного между боковыми кромками ленты в плоскости ленты. Сварку выполняют с обеих боковых кромок кольца вплоть до места сдвига. Таким образом, обеспечивают качество свариваемого внахлест соединения в середине ленты соответствующим качеству сварного шва на кромках ленты. 2 з.п. ф-лы, 4 ил.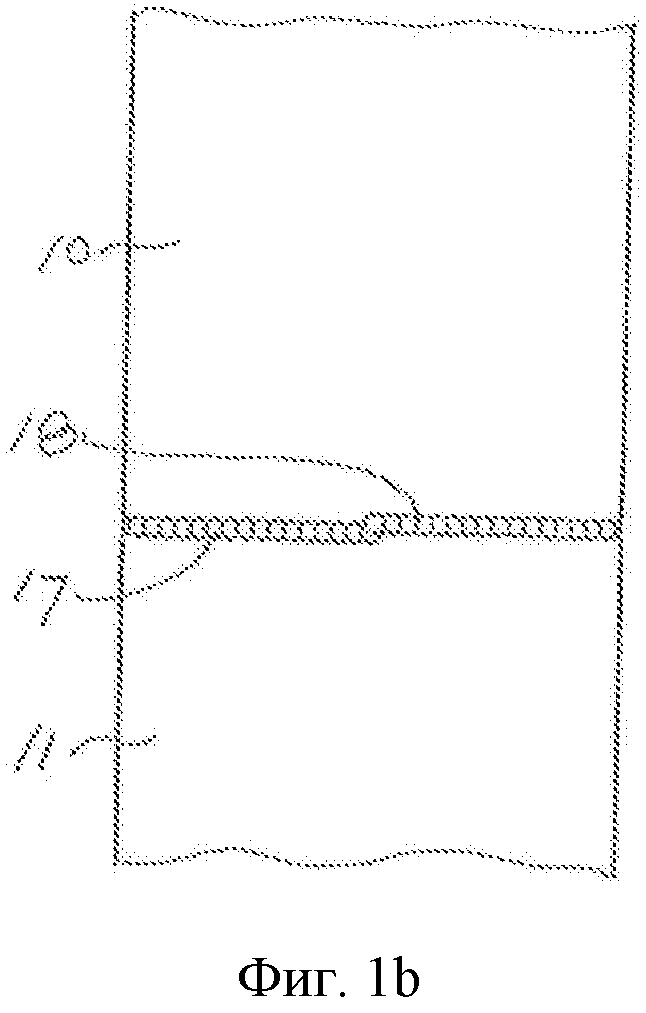
1. Способ получения сварного кольца, включающий изгиб ленты, длина которой соответствует окружности кольца, в кольцо и соединение ее торцов сварным швом, причем сварку выполняют с двух боковых кромок кольца снаружи внутрь, отличающийся тем, что на одной стороне свариваемого торца ленты выполняют выступ, а на другой стороне свариваемого торца – ответную выемку, в которой размещают выступ с образованием сдвига, расположенного между боковыми кромками ленты в плоскости ленты, а сварку выполняют с обеих боковых кромок кольца вплоть до места сдвига.
2. Способ по п. 1, в котором сдвиг выполняют в виде ступеньки.
3. Способ по п. 1 или 2, в котором сдвиг выполняют посередине ширины ленты.
| Комкодавитель для картофелеуборочных машин | 1989 |
|
SU1752247A1 |
| US 20100187767 A1, 29.07.2010 | |||
| US 3582601 A, 01.06.1971 | |||
| JP 62252632 A, 04.11.1987 | |||
| ОБОД КОЛЕСА ДЛЯ БОЛЬШЕГРУЗНОГО АВТОМОБИЛЯ | 1991 |
|
RU2034712C1 |
| Устройство для прокатки изделий из порошка | 1956 |
|
SU112325A1 |
| Способ подготовки под сварку кольце-ВыХ СОЕдиНЕНий ТРуб | 1979 |
|
SU804298A1 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |

