Изобретение относится к трубному производству, а точнее к оборудованию для производства спирально-шовных труб сваркой токами высокой частоты. Изобретение наиболее эффективно может быть использовано на станах изготавливающих спирально-шовные тру бы путем радиочастотной сварки кромо полосы внахлест. Известны шовообжимные роликовые устройства для изготовления спирально-шовных труб сваркой токами высокой частоты l . Известные шовообжимные ролики пре дназначены для формирования сварного шва путем сдавливания разогретых и расположенных внахлест кромок полосы (заготовки).Они имеют гладкую цилиндрическую рабочую поверхность и во время работы вращаются вокруг своей оси. Недостатком известных шовообжимных роликов является то, что при обжатии шва они раскатывают грат, вдавливая его в стенку трубы, а это вызыЧ вает утонение стенки трубы при удалении грата. Из известных конструкций шовообхсимных г,оликов наиболее близкими по технической сущности являются ролики имеющие гладкую цилиндрическую рабочую поверхность и ширину,большую суммы величин нахлеста и грата 2. Недостаток известной конструкции шовообжимных роликов заключается в том, что формируя шов, они вдавливают грат в стенку трубы. Такая труба имеет в зоне шва очаг для интенсивной коррозии и концентратор напряжений. При удалении грата с поверхности шва происходит утонение трубы. Целью изобретения является обеспечение возможности удаления гратд без утонения стенки трубы в зоне шва, т.е. без ослабления ее прочности. Цель достигается созданием шовообжимного ролика, имеющего рабочую поверхность, снабженную ребордами, расстояние между которыми не менее суммы величины нахлеста и грата, а высота реборд не превышает 50% от толщины стенки трубы. Реборды могут быть выполнены разной ширины. Такое конструктивное выполнение шовообжимного ролика стана спиральношовной сварки труб внахлест токами высокой частоты обеспечивает размещение грата над поверхностью стенки трубы. Это позволяет сохранить
толщину стенки трубы после удаления грата.
Во время формирования шва шовообжимной ролик своими ребордами опирается на кромки полосы и этим обеспечивает их точное совпадение- с образующей, поверхности трубы. Обжатие и сварку ( нагретых кромок производит рабочая поверхность ролика, распололенная его ребордами. Вьщавленный при сварке грат размещается в полости, ограниченной внутренними торцами реборд, рабочей поверхностью ролика и образуклцей поверхности трубы.
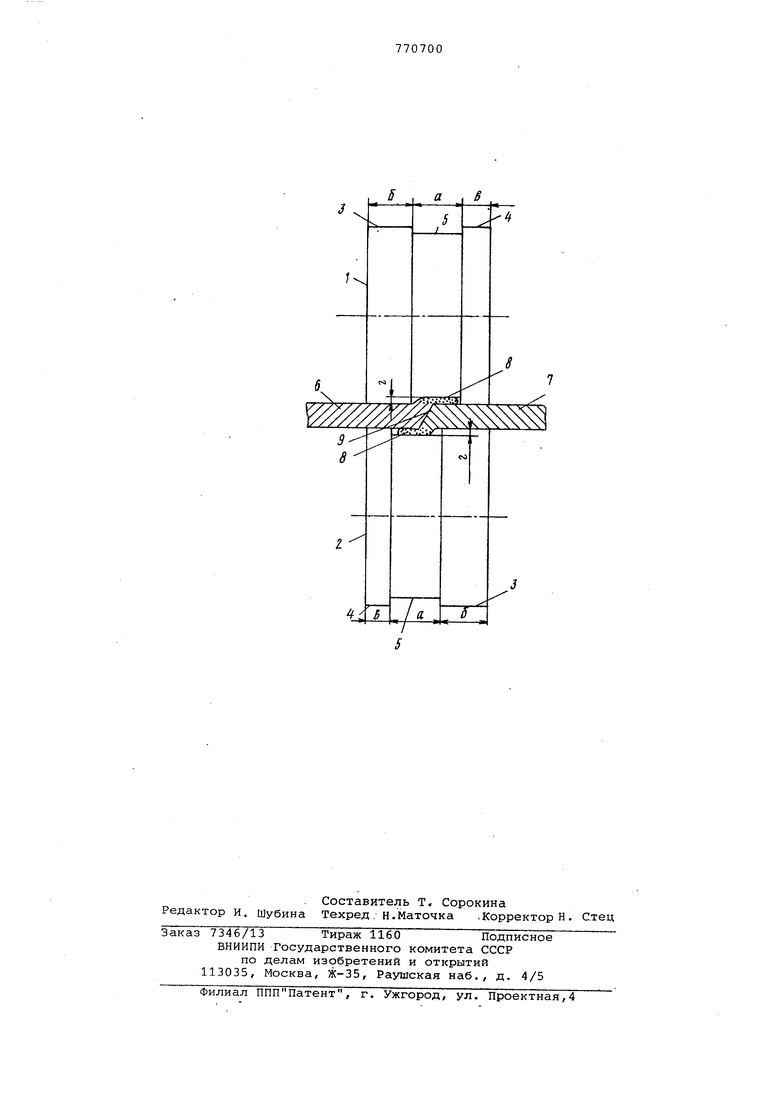
На чертеже дана зона формирования сварного шва, где показаны наружный
1и внутренний 2 шовообжимные ролики с ребордами 3, 4 и рабочей поверхностью 5, свариваемые кромки полосы
6 и 7, вьщавленный грат 8, сварной шов 9, расстояние между ребордами а ширина широкой реборды б ширина узкой реборды в и высота реборды г.
Между шовообжимными роликами 1 и
2расположены кромки полосы 6 и 7 , соединенные сварным швом 9 с гратом 8. При установке шовообжимнЕзх роликов широкую реборду 3 ролика 1 располагают против узкой реборды 4 2, а одноименные торцы роликов , например левые, располагают: в одной плоскости. Такая установка- роликов предотвращает выгибание кромки полосы 7 в сторону ролика 2 под действием рабочей.поверхности 5 ролика 1.
Высоту г реборд ролика выбирают такой, чтобы давление рабочей поверхности 5 на кромки полос б и 7, расположенные внахлест, было доста.точным для их сварки. Исходя из эточ го, высота реборд г не должна превышать половины то7ицины стенки трубы.
Расстояние между ребордами а ро лика должно быть достаточным свободного размещения грата 8, в против ном случае грат будет попадать под реборды ролика, и качество шва ухудшится.
, Во время работы шовообжимные ролики 1 и 2 постоянно прижимают ребордами 3,4 к свариваемым кромкам полос 6, 7 и этим точно выводят их на одну прямую с образующей трубы. Обжатие кромок производит рабочая .поверхность 5 ролика. Вьщавленный грат 8 размещается между образующей стенки трубы, рабочей поверхностью 5 и ребордами 3,4 ролика.
Таким образом, при последующем
удалении грата 8 стенка трубы в зоне шва 9 не утоняется.
Предложенный шовообжимной ролик стана спирально-шовной сварки труб внахлест токами высокой частоты по
5 сравнению с лучшими образцами аналогичного оборудования позволяет повысить качество сварных труб за счет обеспечения возможности удаления грата без утонения стенки трубы,
Q т.е. без ослабления ее прочности в зоне сварного шва. Кроме этого, создаются благоприятные условия для антикоррозионного покрытия трубы.
Формула изобретения
1.Шовообжимной ролик стана спирально-шовной сварки труб внахлест тока- ми высокой частоты, имеющий цилиндрическую рабочую поверхность, отличающийся тем, что, с целью повышения качества готовой трубы за счет обеспечения возможности удаления грата без уменьшения толщины
5 стенки трубы.вблизи сварного шва,ролик снабжен ребордами/ расстояние между которыми не менее суммы величин нахлеста и грата, а высота реборд не превышает половины толщины
л стенки трубы.
2. Ролик ПОП.1, отличающийся тем, что реборды выполнены разной ширины.
Источники информации, принятые во внимание при экспертизе.
1.Авторское свидетельство СССР P 278609, кл. В 23 К. 31/06,1969.
2.Патент США № 3383488, кл. 219-62, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шовообжимной ролик | 1980 |
|
SU940889A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Способ изготовления спиральношовных труб | 1980 |
|
SU893283A2 |
| Шовообжимный ролик | 1986 |
|
SU1362524A2 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Способ изготовления спирально-шовных труб | 1985 |
|
SU1279698A1 |
| Способ изготовления спиральношовных труб | 1978 |
|
SU749485A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |