Известны установки для формования железобетонных изделий, включающие онорную раму, на которой расположена матрица, и перемещающуюся по рельсам каретку со скользящим виброштампом, подвещенным на пружинах к подвижной раме.
Предложенная установка обеспечивает возможность регулирования величины и направления давления виброштампа на формуемое изделие. Достигается это тем, что соединение подвижной рамы с кареткой выполнено с помощью параллельных шарнирных наклонных стоек.
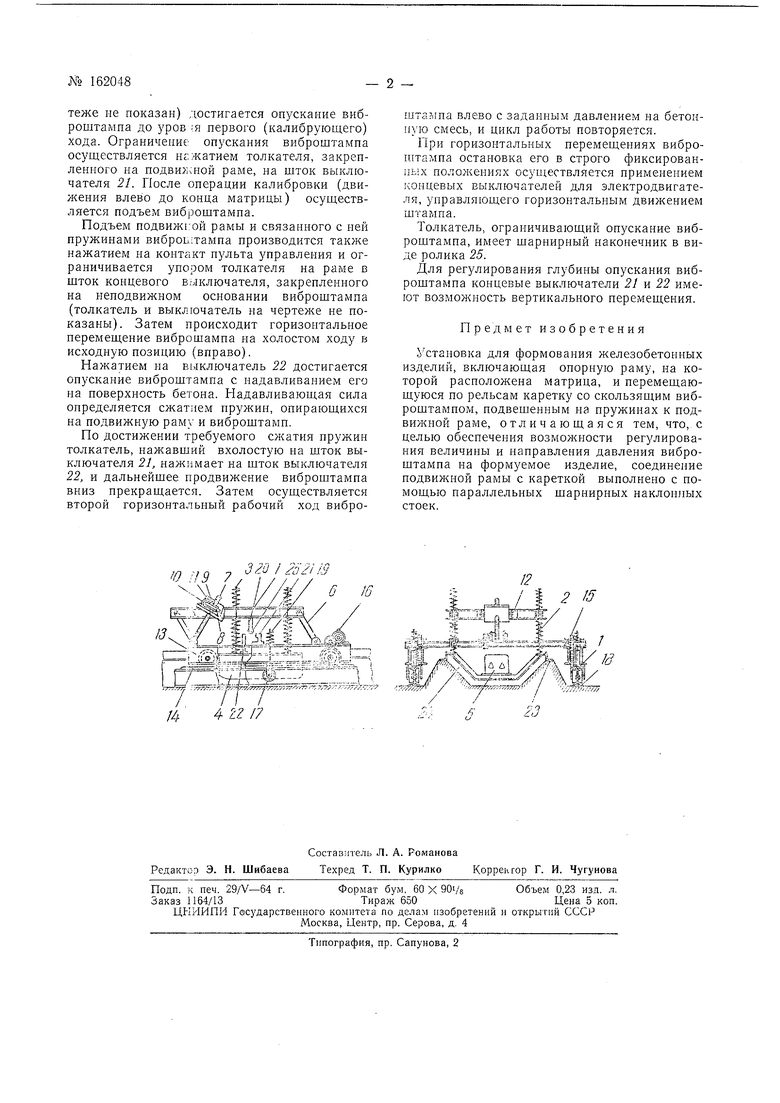
На чертеже изображена предложенная установка в двух проекциях.
К подвижной раме / на пружинах 2 при помощи направляющих болтов S подвешен виброщтамп 4, оборудованный вибратором 5. Рама опирается на четыре шарнирных параллельных стойки 6 и удерживается в нужном положении винтовой тягой 7, которая проходит сквозь гайку 5. Гайка снабл ена червячным колесом 9 и приводится во вращение червяком, вал которого соединен с валом электродвигателя 10. Электродвигатель установлен на площадке, связанной с гайкой 8 при помощи упорных подшипников //, и шарнирно опирающейся на раму при помощи цапф )2. Стойки опираются на каретку 13 скользящего виброштампа, движущегося по рельсам 14 при помощи отдельного привода 15 с электродвигателем 16. Для предупреждения возможности подъема каретки она снабжена роликом 17, прижатым к верхней полке направляющей рамы 18 (имеющей очертание продольной оси изделия) пружиной 19 с заданным натяжением.
К подвижной раме присоединен толкатель 20, а к каретке и виброщтампу - концевые выключатели 21 и 22, что обеспечивает возможность полуавтоматического управления положением виброштампа и давлением, передаваемым на формуемое изделие.
После раскладки бетонной смеси каретка пододвигается к началу расположенной на опорной раме 23 матрицы 24 с виброштампом, поднятым в крайнее верхнее положение. Нажатием на контакт пульта управления (на чертеже не показан) достигается опускание виброштампа до уров ш первого (калибрующего) хода. Ограничение опускания виброштампа осуществляется нажатием толкателя, закрепленного на подвижной раме, на шток выключателя 21. После операции калибровки (движения влево до конца матрицы) осуществляется подъем виброштампа.
Подъем подвижгой рамы и связанного с ней пружинами виброБлтампа производится также нажатием на контакт пульта управления и ограничивается упором толкателя на раме в шток концевого выключателя, закрепленного на неподвижном основании виброштампа (толкатель и выключатель на чертеже не показаны). Затем происходит горизонтальное перемещение виброшампа на холостом ходу в исходную позицию (вправо).
Нажатием на выключатель 22 достигается опускание виброштампа с надавливанием его на поверхность бетона. Надавливающая сила определяется сжат1 ем пружин, опирающихся на подвижную раму и виброштамп.
По достижении требуемого сжатия пружин толкатель, нажавший вхолостую на шток выключателя 21, нажимает на шток выключателя 22, и дальнейшее нродвижение виброштампа вниз прекращается. Затем осуществляется второй горизонтальный рабочий ход виброштампа влево с заданным давлением на бетонную смесь, и цикл работы повторяется.
При горизонтальных перемещениях виброП1тампа остановка его в строго фиксированiibix положениях осуществляется применением концевых выключателей для электродвигателя, управляющего горизонтальным движением штампа.
Толкатель, ограничивающий опускание виброштампа, имеет шарнирный наконечник в виде ролика 25.
Для регулирования глубины опускания виброштампа концевые выключатели 21 и 22 имеют возможность вертикального перемещения.
Предмет изобретения
Установка для формования железобетонных изделий, включающая опорную раму, на которой расположена матрица, и перемещающуюся по рельсам каретку со скользящим виброштампом, подвешенным на пружинах к подвижной раме, отличающаяся тем, что, с целью обеспечения возможности регулирования величины и направления давления виброштампа на формуемое изделие, соединение подвижной рамы с кареткой выполнено с помощью параллельных шарнирных наклонных стоек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЮЗНАЯ 1иинЯэя.^ **^1f^'timia-TfxaiHEih^I ^^..HCWI^TEKAii- >& - -r---^^-— | 1971 |
|
SU308874A1 |
| Загрузочное устройство | 1982 |
|
SU1090640A1 |
| Устройство для перемещения гори-зОНТАльНО-СКОльзящЕй ОпАлубКи | 1978 |
|
SU804812A1 |
| Устройство для перегрузки изделий | 1983 |
|
SU1181968A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| ВЕРТИКАЛЬНЫЙ ПАКЕТИРОВЩИК | 2006 |
|
RU2323821C2 |
| ПОДЪЕМНИК ДЛЯ АВТОМОБИЛЕЙ | 1973 |
|
SU368184A1 |
| Устройство для перегрузки изделий | 1983 |
|
SU1150198A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
f.O 7 /4 4 22 17
/2
2 /
i .f,./ I жщТкж
-- Чр v
-t
М..„. /
л
