(Л
4
4i
сл
ZcC
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клепки | 1979 |
|
SU829308A1 |
| Способ клепки смешанных пакетов | 1983 |
|
SU1199415A1 |
| Способ клепки | 1990 |
|
SU1771859A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| СПОСОБ КЛЁПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2002 |
|
RU2243057C2 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Способ клепки | 1991 |
|
SU1794583A1 |
| Способ клепки | 1983 |
|
SU1215821A1 |
| Способ соединения деталей трубчатыми заклепками и устройство для его осуществления | 1990 |
|
SU1784400A1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
Изобретение относится к клепально- сборочным работам, в частности к способам клепки. Цель изобретения - повышение качества соединения с одновременным снижением его массы. В отверстии пакета I из композиционного материала размещают заклепку 2. На выступаюший из пакета стержень заклепки устанавливают технологическую разъемную шайбу 3 и обеспечиваю - сжатие пакета посредством прижима 4 и поддержки 5. Внутрь прижима 4 вводят пуансон 6 с конической торцовой поверхностью и осуществляют предварительное деформирование стержня по технологической шайбе 3. После этого шайбу 3 из-под замыкающей головки удаляют. Подводят расклепывающий пуансон со специальной обжимкой и осуществляют окончательное формирование замыкающей головки. 4 ил.
Фиг. i
15
20
Изобретение относится к клепально-сборочным работабл, в частности к способам клепки пакетов, состоящих из композиционных материалов.
Целью изобретения является повышение качества соединения с одновременным снк- 5 жением его массы.
Поставленная цель достигается тем, что в процессе образования замы1 ающей головки происходит минимальная раздача стержня в отверстии пакета, а также исключе- JQ нием из соед2Н(нения гюдкладной шайбы.
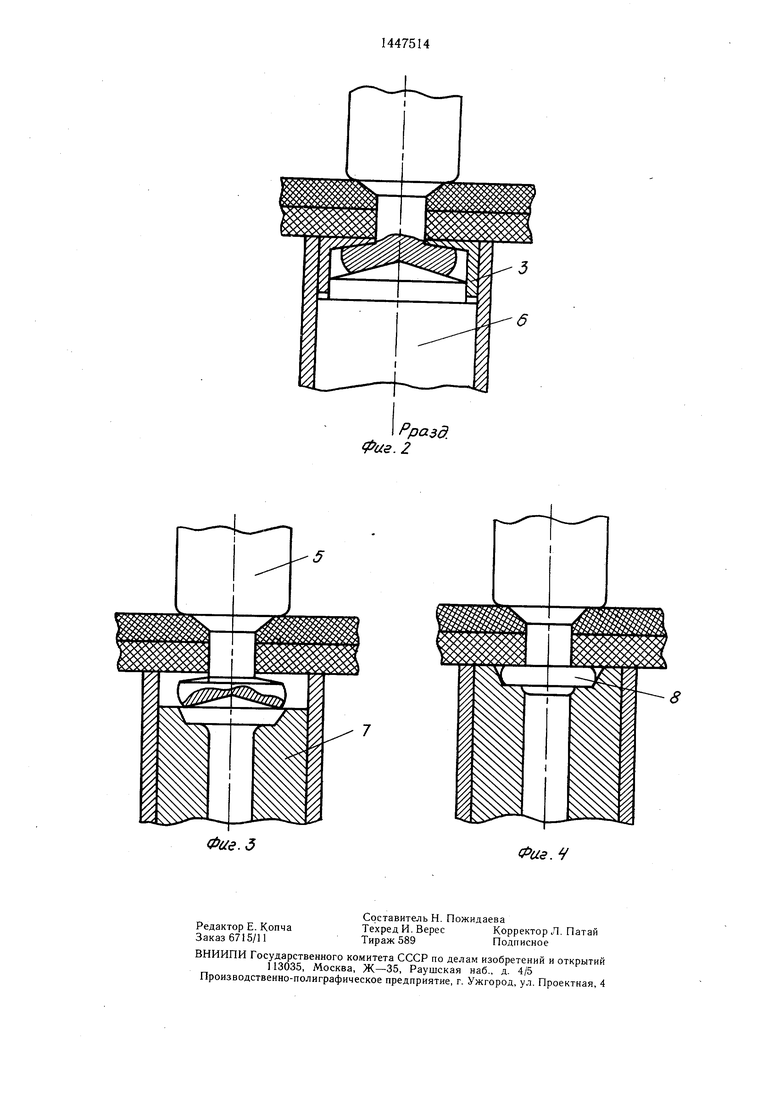
На фиг. изображен собранный пакет с заклепкой, обший вид; на фиг. 2 - соединение после предварительного деформирования стержня; на фиг. 3 - соединение перед окончательным деформированием стержня; на фиг. 4 - готовое заклепочное соединение.
Способ клепки заключается в следующем.
В отверстие пакета i из композиционного материала, например типа углепластика, размещают заклепку 2. Приг этом используют обычные стержневые заклепки. На выступающий из пакета стержень заклепки устанавливают технологическую разъемную шайбу 3 и обеспечивают сжатие пакета посредством прижима 4 и поддержки 5. Внутрь прижима 4 вводят пуансон 6 с конической 25 торцовой поверхностью и осуществляют предварительное деформирование стержня по технологической шайбе 3. После зтого технологическую разъемную шайбу из под, замыкающей головки заклепки удаляют, подводят специальную обжимку 7 и осуще- 30 ствляют окончательное формирование замыкающей головки 8.
При предварительном деформировании стержня конусным пуансоном гфиклады- вается давление раздачи (Яразд) к торцу стержня, сжатого технологической разъем- ной шайбой у кромки отверстия в. пакете, что препятствует неоднородной деформации стержня по толщине пакета. Для уменьшения усилия расклепывания при предварительном деформировании, а также для удоб- 40 ного съема технологической шайбь используется шайба с углом конусности внутренней поверхности основания :р и пуансон с углом конусности торцовой поверхности а, причем ;В шайбы х о(. торцовой поверхности пуансона.
После удаления технологической шайбы из-под замыкающей головки выполняют окончательное деформирование замыкающей головки заклепки путем осадки специальной
пример. Осуществлялась клевка пакетов из, КМУ-1 {углепластика) толщиной 4 мм заклепками из алюминиевого С1ыава B6S длиной 8 мм и диаметром 4 мм.
Клепка производилась на прессе разрывной машины с использованием специальной оснастки: пуансона, рабочий торец которого выполнен конусным с углом конусности , технологической разъемной шайбы с углом конусности поверхности, обращенной к пуансону, и специальной обжимки с полостью под замыкающую головку.
в результате испытаний установлено, что клепка предлагаемым способом о&еспечивает натяг 15-40% от величины критического натяга и снижение максимального усилия расклепываний на 20% по сравнению с клепкой с подкладной шайбой.
Предлагаемый способ позволяет применять обычные стержневые заклепки без специальной доработки, уменьшить массу крепежного элемента за счет минима зьной длины заклепхк и исключения подкладной шайбы, повысить коэффициент кспользовання материала вследствие многократкого использования технологической разъемной шайбы, повысить качество заклепочного соединения в результате того, что формирование замыкающей головки из предварительно осаженного стержня конусным пуансоном по техй ологической разъемной шайбе позволяет значительно ограничить деформацию отверстия и обеспечить достаточный натяг.
Увеличение диа 7етра стержня после осаживания конусным пуансоном по технологической разъемной шайбе и применение для окончательного формирования замыкающей головки специальной обжимки снижают усилие, действующее на стержень заклепки внутри пакета деталей, и соответственно снижают радиальный натяг до 0,7%.
Формула изобретения
Способ клепки, преимуа;,ественно пакетов из ко.мпозиционных материалов, заключающийся в разменхении в выполненном в пакете отверстии заклепки, установке на выступающую часть стержня заклепки подкладной шайбы и образований замыкающей головки путем предварительного, а затем окончательного деформирования выступающей части стержня, отличающийся тем, что, с целью повышения качества соединения с одновреобжимкой предварительного деформирован- , менным снижением его массы, используют
ного конца стержня заклепки. Специальная обжимка с полостью под замыкающую головку дает возможность снизить усилия, необходимые для образования замыкающей головки, за счет изгибных и сдвиговых деформаций, и обеспечивает мйниглальное давление на стержень за. и1епки в отверстии пакета при клепке, что предотвращает раздачу стержня за}(лепки и разруш ение КМ.
л:
составную подкладную шайбу с плоскостью разъема, проходящей через ось заклепки, предварительное деформирование осуществляют пуансоном с конической торцовой поверхностью, после чего шайбу удаляют, а окончательное деформирование осуществляют путерй осадки периферийной части. полученной в процессе предварительного дефорг ирования замыкающей головки.
5
0
5
Q
5 0
0
пример. Осуществлялась клевка пакетов из, КМУ-1 {углепластика) толщиной 4 мм заклепками из алюминиевого С1ыава B6S длиной 8 мм и диаметром 4 мм.
Клепка производилась на прессе разрывной машины с использованием специальной оснастки: пуансона, рабочий торец которого выполнен конусным с углом конусности , технологической разъемной шайбы с углом конусности поверхности, обращенной к пуансону, и специальной обжимки с полостью под замыкающую головку.
в результате испытаний установлено, что клепка предлагаемым способом о&еспечивает натяг 15-40% от величины критического натяга и снижение максимального усилия расклепываний на 20% по сравнению с клепкой с подкладной шайбой.
Предлагаемый способ позволяет применять обычные стержневые заклепки без специальной доработки, уменьшить массу крепежного элемента за счет минима зьной длины заклепхк и исключения подкладной шайбы, повысить коэффициент кспользовання материала вследствие многократкого использования технологической разъемной шайбы, повысить качество заклепочного соединения в результате того, что формирование замыкающей головки из предварительно осаженного стержня конусным пуансоном по техй ологической разъемной шайбе позволяет значительно ограничить деформацию отверстия и обеспечить достаточный натяг.
Увеличение диа 7етра стержня после осаживания конусным пуансоном по технологической разъемной шайбе и применение для окончательного формирования замыкающей головки специальной обжимки снижают усилие, действующее на стержень заклепки внутри пакета деталей, и соответственно снижают радиальный натяг до 0,7%.
Формула изобретения
Способ клепки, преимуа;,ественно пакетов из ко.мпозиционных материалов, заключающийся в разменхении в выполненном в пакете отверстии заклепки, установке на выступающую часть стержня заклепки подкладной шайбы и образований замыкающей головки путем предварительного, а затем окончательного деформирования выступающей части стержня, отличающийся тем, что, с целью повышения качества соединения с одновременным снижением его массы, используют
:
составную подкладную шайбу с плоскостью разъема, проходящей через ось заклепки, предварительное деформирование осуществляют пуансоном с конической торцовой поверхностью, после чего шайбу удаляют, а окончательное деформирование осуществляют путерй осадки периферийной части. полученной в процессе предварительного дефорг ирования замыкающей головки.
Рразд. Фаг. 2
| Способ клепки | 1979 |
|
SU829308A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
