Изобретение относится к обработке металлов давлением и может быть использовано в деталепрокатных станах.
Цель изобретения - расширение технологических возможностей.
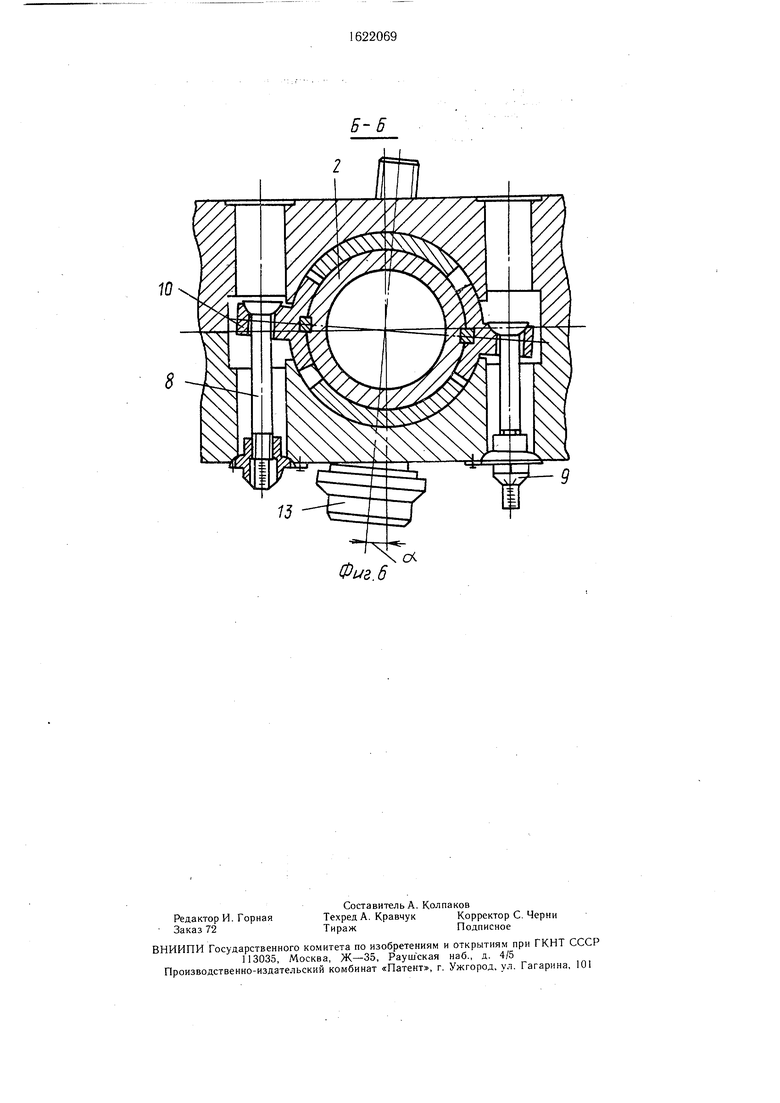
На фиг. 1 показана предлагаемая клеть, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - положение барабана при прокатке шеек (первое рабочее положение); на фиг. 4 - положение барабана при прокатке винтового профиля (второе рабочее положение), на фиг. 5 - промежуточное положение барабана; на фиг. 6 - сечение Б-Б на фиг. 1.
Клеть стана поперечной прокатки состоит из станины 1, выполненной с разъемом, в радиальных расточках которой размещены барабаны 2, механизмы радиального перемещения 3 и разворота валков 4. В осевых глухих расточках барабанов 2 смонтированы узлы гидроупоров, каждый из которых выполнен в виде шток-поршня 5, свободно плавающего поршня 6 и размещенного между поршнями 5 и 5 упорного кольца 7. При, этом каждый свободно плавающий поршень 6 размещен со стороны дна расточки, а каждый шток поршня 5 кинематически связан с механизмом 3 радиального перемещения.
Каждый механизм 4 разворота валков включает пару диаметрально расположенных секторов 8 и пару регулировочных вчн- тов 9 с гайками 10. В секторах 8 выполнены отверстия под головки винтов 9, а в станине клети выполнены цилиндрические полости, соосные отверстиям в секторах 8. При этом каждая головка вккта 9 размещена в отверстиях секторов 8 с возможностью поворота, а каждая гайка установлена с возможностью вращения относительно стержня винта 9 с постоянным поджатием своей опорной плоскостью в станине клети. Угол разворота валков 4 ...8°.
Для выбора люфтов в соединениях в упорном стакане 11 размещены плунжерные гидроцилиндры 12, имеющие возможность взаимодействия со шток-поршнем 5. Профильные валки 13 и 14 с подушками крепятся к барабану 2. Привод 15 механизма 3 радиального перемещения служит для настройки валков 13 и 14.
Клеть стана поперечной прокатки работает следующим образом.
С помощью регулировочных винтов 9 и гаек 10 механизма 4 разворота валков, оснащенных шкалой и нониусом, рабочие валки 13 и 14 разворачивают на необходимый угол относительно оси барабана 2 через сектор 8. Механизмом 3 радиального перемещения с помощью его привода 15 производится установка рабочих валков 13 и 14 на необходимый диаметр прокатки изделий с последующей подачей давления масла в
узлы гидроупоров, где свободно плавающий поршень 6 занимает соответствующее положение относительно упорного кольца 7. Подачей давления масла в плунжерные гидроцилиндры 12 выбираются люфты и зазоры. При первом рабочем положении бараба на 2 (фиг. 3) валком 13 производится прокатка шеек изделия. Затем барабан 2 занимает промежуточное положение (фиг. 4), изделие перемещается в район валков 14, после этого барабан 2 занимает положение
прокатки винтового профиля (фиг. 5).
Таким образом, в предлагаемой клети обеспечивается прокатка изделий различной формы за счет расширения диапазона перемещения рабочил валков относительно заготовки.
®Формула изобретения
. Клеть стана поперечной прокатки, содержащая станину с установленными в ее радиальных расточках барабанами с про5 фильными валками, механизмы разворота и радиального перемещения валков в виде червячно-винтовых передач, отличающаяся тем, что, с целью расширения технологических возможностей, он снабжена узлами гидроупоров, каждый из которых выполнен
С в виде поршня со штоком, при этом в барабанах выполнены осевые глухие расточки для размещения в них поршней, а каждый шток узла гидроупора кинематически связан с соответствующим механизмом радиаль- но го перемещения валка.
5 2. Клеть по п. I, отличающаяся тем, что каждый узел гидроупора снабжен свободно плавающим поршнем, при этом каждый свободно плавающий поршень размещен в полости рас точки со стороны ее дна.
„ 3. Клеть по п. I, отличающаяся тем, что каждый механизм разворота валков выполнен в виде пары диаметрально расположенных секторов, жестко связанных с барабанами, и пары регулировочных винтов с гайками, в секторах выполнены отверстия под
5 головки винтов, а в станине выполнены цилиндрические полости, соосные с отверстиями в секторах, при этом каждая головка винта размеще i в отверстии соответствующего сектора с возможностью поворота, а каждая гайка установлена с возможностью
0 вращени/ относительно стержня винта с постоянным поджатием скоей опорной плос- кост идо к станине.
Ј глф
(UWVQQl -d)
VUUQI -d
(UIM-QQL d) OUHL-d
ондошогоЈ
ЈL cfoufiodgnj
1 2Щ
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1974 |
|
SU538797A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Механизм разворота барабана с валком косовалкового стана | 1980 |
|
SU863022A1 |
| Рабочая клеть стана винтовой прокатки | 1990 |
|
SU1759488A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU780941A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |


Изобретение относится к обработке металлов давлением и может быть использовано в деталепрокатных станах. Цель изобретения - расширение технологических возможностей. Прутковая заготовка подается в прокатные валки (ПВ) клети. Барабаны А юг (Б) 2 клети, несущие ПВ, снабжены гидроупорами, каждый из которых выполнен в виде поршня 5 со штоком и свободно плавающего поршня, размещенных в осевых глухих расточках Б 2. Каждый свободно плавающий поршень смонтирован со стороны дна Б 2, а каждый поршень 5 кинематически связан с механизмом 3 радиального перемещения Б 2 с валками. Процесс прокатки заготовок начинается с прокатки шеек, а заканчивается прокаткой винтового профиля на изделии. Свободно плавающий поршень в расточке Б 2 имеет возможность занимать не только необходимое рабочее положение, но и промежуточное для обеспечения возможности перемещения заготовки вдоль оси валков на необходимую длину. Б 2 несут одновременно по два валка различной конструкции. Таким образом обеспечивается возможность прокатывания изделий различной формы. 2 з. п. ф-лы, 6 ил. (О сл о ю го о о СО
6905S9I
АА
t
г5
4S
l§
8
Фиг.6
&
| Рабочая клеть стана поперечно-винтовой прокатки | 1974 |
|
SU538797A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
