Изобретение относится к устройствам питания установки для электрофлокирования текстильной промышленности и является усовершенствованием известного устройства по авт. св. № 1068565.
Целью изобретения является увеличение производительности при одновременном улучшении качества нанесения ворса и уменьшение запыленности воздуха.
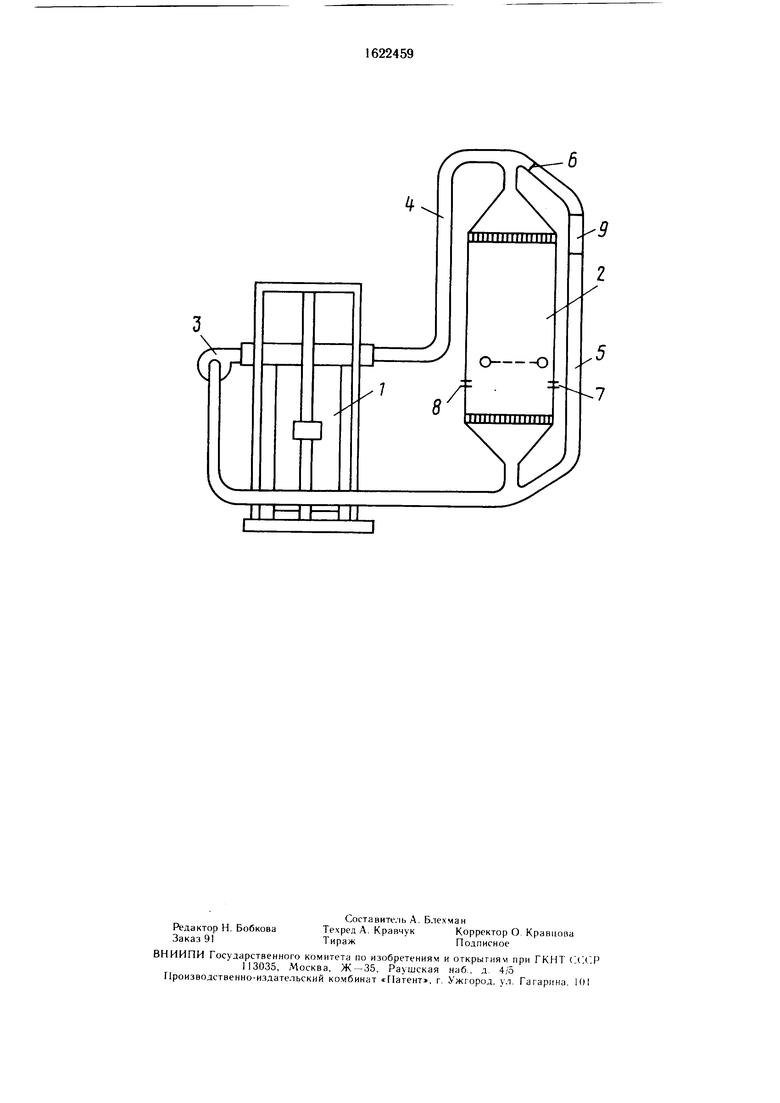
На чертеже приведена схема устройства питания.
Устройство содержит дозирующее средство 1, камеру 2 флокирования установки для электрофлокирования и пневмосистему устройства питания, состоящую из вентилятора 3, основного воздуховода 4 и дополнительного воздуховода 5, содержащего сменный фильтр 6, например сетчатый, расположенный на расстоянии 0,1 - 1 диаметра дополнительного воздуховода от входа в последний, причем величина диагонали ячейки сетки выбирается равной 1-2 длины транспортируемых волокон, а углы между продольными осями основного и дополнительного контуров в местах соединения выполнены острыми. Для ввода и вывода материала в камеру 2 флокирования в последней выполнены отверстия 7 и 8.
В дополнительном воздуховоде 5 установлен съемный патрубок 9. Углы ме;к .у осями воздуховодов пневмосистемы выполнены острыми для уменьшения воздушного сопротивления дополнительного воздуховода 5. При тупом угле динамическое давление воздуха в основном воздуховоде 4 затрудняет проход воздуха через дополнительный воздуховод 5.
Практика электрофлокирования (нанесение ворса в сильном электрическом поле на предварительно покрытую клеем поверхность) показывает, что воздушные потоки в межэлектродном пространстве камеры флооэto
N3
4 СД
СО
ю
кирования мешают вертикальной ориентации волокон вдоль силовых линий. Увеличение угла наклона волокон на материале снижает плотность нанесения ворса, а следовательно, снижается качество материала.
Наилучшее качество электрофлокирован- ного материала при реализации данной схемы подачи ворса в ижу лек г рофл окиро- вания получают только обеспечив свободное, т.е. только под действием силы тяжести, падение ворса в межэлектродное пространство, так как процесс электрофлокирования должен протекать только под действием электрических сил
Следовательно, для достижения таких условий необходимо, чтобы максимальная (или вся) часть воздушного потока попадала в дополнительный контур.
Уменьшение диагонали ячейки менее одной дли и i.i волокна увеличившим во; ушное conpoiивление дополнительного контура. Увеличение диагонали ячейки более двух длин волокна исключает возможность равномерного забивания сетки ворсом, что необходимо для правильной работы сетчатого фильтра В
Кроме сетчатого фильтра 6. возможна етановка любого воздушного фильтра, не пропускающего через себя волокна. Однако наиболее рационален сетчатый фильтр, он обладает наименьшим воздушным сопротивлением при простоте конструкции.
Предлагаемый диапазон расстояний от входа в дополнительный контур до фильтра определен экспериментально. При эксперименте установлено, что установка фильтра на расстоянии менее 0.1 диаметра дополнительного вочдуховода 5 от входа в последний делает его неработоспособным, так как ватка волокон, оседающая на сетку и собственно выполняющая фильтрацию воздуха, срывает ся потоком в основном воздуховоде 4, что делает фильтр неработоспособным. Превышение расстояния более 1 диаметра увеличивает сопротивление фильтра 6 за счет избыточной толщины слоя ватки.
Устройство работает сле.тующим образом.
Из дозирующего средства 1 ворсовоздуш- ную смесь подают в 2 через основной воздуховод 4. В мече соединения основного 4 и дополнительного 5 воздуховодов смесь разделяется на два потока. Поток, направленный t . ополнительный воздухо- iio.i Г, иабивае се:к (} принесенным с собой ворсом и образует пробку из ворса на длине от места соединения основного 4 и дополнительного о во д ховодов и до фильтра 6. Эта пробка выполняет роль фильтра, про- пуслия точько Boi. iyx, который огибает каме- р 2 и tareM сливается с основным потоком. Основной поток питает эдектрофлокатор ворсом, в котором происходит нанесение ворса в сильном электрическом поле на материал. Материал непрерывно подают через отверстие 7 и выводят через отверстие 8. Остатки
ворса, нанесенного на материал, выводят из камеры 2 основным потоком. Далее основной поток вбирает в себя дополнительный поток из дополнительного воздуховода 5 и таким образом усиливается. Вентилятор засасывает усиленный поток и нагнетает его в дозирую0 щее средство 1, в котором этот поток образует ворсовоздушную смесь и циркуляция повторяется.
В варианте выполнения устройства в динамике съемный патрубок 9 снимают и
дополнительный воздуховод 5, таким образом, разрывают. Воздух после фильтра 6 выбрасывается в окружающую среду. А усиление основ..ого потока происходит за счет забора недостающего воз „уха из окружающей греты обратно. Этот режим работы по0 звч.тягг достаточно просто регулировать общий расход воздуха посредством перекрытия одного из отверстий в дополнительном контуре 5
При 014-ике динамики работы фильтра
5 следччт иметь в виду, что размеры самых мелких волокон, используемых для электро- флокирова ия, колеблются в пределах 0,3- 0,7 мм. Фил рация таких волокон полностью обеспечивается фильтром. Более мелкие волокна npai ически отсутствуют, так как они
0 вымываются растворами солей при предварительной обработке ворса, которая необходима при технологии электрофлокирования. По этому концентрация пыли не растет и сохраняется в пределах норм, установленных для производственных помещений.
5
Формула изобретения
I Устройство питания к установке для электрофлокирования по авт. св. № 1068565, отличающееся тем, что, с целью увеличения производительности при одновременном улучшении качества нанесения ворса, уменьшении запыленности воздуха, пневмосистема содержит дополнительный воздуховод, рас- г оложенный параллельно продольной оси
5 ка меры флокирования установки для электрофлокирования и имеющий сменный фильтр, установленный от входа в дополнительный воздуховод на расстоянии 0,1 - 1 диаметра последнего, при этом продольные оси основного и дополнительного воздуховодов в месте
0 соединения расположены под острым углом одна к другой.
2.Устройство по п. 1, отличающееся тем, что сменный фильтр выполнен сетчатым.
3.Устройство по п. 1, отличающееся тем, что дополнительный воздуховод имеет съем5 ный патрубок.
0
б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство питания к установке для электрофлокирования /его варианты/ | 1982 |
|
SU1068565A1 |
| Устройство для электрофлокирования | 1976 |
|
SU666225A1 |
| Устройство питания к установке для электрофлокирования | 1989 |
|
SU1675445A2 |
| Устройство для электрофлокирования нитеподобного материала | 1989 |
|
SU1615255A1 |
| Дозатор к установке для электрофлокирования | 1989 |
|
SU1742375A1 |
| Способ электрофлокирования плоских материалов и устройство для его осуществления | 1989 |
|
SU1715906A1 |
| Устройство для электрофлокирования | 1987 |
|
SU1557217A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОГО НАНЕСЕНИЯ ВОРСОВЫХ ПОКРЫТИЙ | 1991 |
|
RU2057218C1 |
| Способ получения ворсового материала | 1981 |
|
SU1024538A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО ПОЛОТНА ИЗ ТЕРМОПЛАСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222650C1 |
Изобретение относится к устройствам питания установки для электрофлокирования текстильной промышленности. Цель изобретения - увеличить производительность устройства при одновременном повышении ка чества нанесения ворса и снижении запыленности воздуха. В предлагаемом устройстве часть воздуха отводится, в обводной дополнительный воздуховод через фильтр. Кроме того, предложен вариант г разорванным обводным дополнительным воздуховодом, из которого удален сменный патрубок. Во втором варианте проще осуществить регулирование основного и обводного потоков при любой мощности вентилятора. 2 з.п ф-лы, 1 ил. Ј
О
X
8
оо
.5 -7
| Устройство питания к установке для электрофлокирования /его варианты/ | 1982 |
|
SU1068565A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
